Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Guiffre V MaxwellDokument40 SeitenGuiffre V MaxwellTechno Fog91% (32)
- Fuather, That Smid Govern-: Such Time As It May Deem Proper: TeDokument18 SeitenFuather, That Smid Govern-: Such Time As It May Deem Proper: Tencwazzy100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Example of Structural CalculationDokument18 SeitenExample of Structural Calculationdeua2004Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Integrated Finite Elements Analysis and Design of StructuresDokument50 SeitenIntegrated Finite Elements Analysis and Design of Structuresaeiou321Noch keine Bewertungen
- Design Your Loyalty Program in 2 WeeksDokument53 SeitenDesign Your Loyalty Program in 2 WeeksLorena TacuryNoch keine Bewertungen
- Conical Water TankDokument64 SeitenConical Water TankRiyaz Siddique100% (1)
- Special Proceedings Case DigestDokument14 SeitenSpecial Proceedings Case DigestDyan Corpuz-Suresca100% (1)
- ASCP User GuideDokument1.566 SeitenASCP User GuideThillai GaneshNoch keine Bewertungen
- Machine Tools Cutting FluidsDokument133 SeitenMachine Tools Cutting FluidsDamodara MadhukarNoch keine Bewertungen
- Dwarf Boas of The Caribbean PDFDokument5 SeitenDwarf Boas of The Caribbean PDFJohn GamesbyNoch keine Bewertungen
- Vodafone MSPD3247386338Dokument1 SeiteVodafone MSPD3247386338shantivanNoch keine Bewertungen
- Sports ClubDokument1 SeiteSports ClubHilary WatsonNoch keine Bewertungen
- GPCB Exam SyllabusDokument1 SeiteGPCB Exam Syllabusnsjunnarkar100% (1)
- VOL 4 Drawings PDFDokument17 SeitenVOL 4 Drawings PDFHilary WatsonNoch keine Bewertungen
- Factors Influencing Compressive Strength ofDokument4 SeitenFactors Influencing Compressive Strength ofInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- Gpscnewrecruitment2015 PDFDokument1 SeiteGpscnewrecruitment2015 PDFHilary WatsonNoch keine Bewertungen
- Design of Intze TankDokument75 SeitenDesign of Intze Tanksdutta2591100% (3)
- Effect of Delayed Oven Dried Curing On Compressive Strength of Geopolymer ConcreteDokument5 SeitenEffect of Delayed Oven Dried Curing On Compressive Strength of Geopolymer ConcreteHilary WatsonNoch keine Bewertungen
- Advt 117Dokument2 SeitenAdvt 117Jay Narayan BothaNoch keine Bewertungen
- Effects of Superplasticizer on Self Compacting Geopolymer ConcreteDokument5 SeitenEffects of Superplasticizer on Self Compacting Geopolymer ConcreteHilary WatsonNoch keine Bewertungen
- Quick Bill Payment Success NotificationDokument1 SeiteQuick Bill Payment Success NotificationHilary WatsonNoch keine Bewertungen
- Seismic Analysis of Single Degree of Freedom StructureDokument12 SeitenSeismic Analysis of Single Degree of Freedom StructureIAEME PublicationNoch keine Bewertungen
- Gpscnewrecruitment2015 PDFDokument1 SeiteGpscnewrecruitment2015 PDFHilary WatsonNoch keine Bewertungen
- Analysis & Design of Prestressed Shell Type Structure Using Finite Element MethodDokument7 SeitenAnalysis & Design of Prestressed Shell Type Structure Using Finite Element MethodHilary WatsonNoch keine Bewertungen
- 7 THDokument21 Seiten7 THHilary WatsonNoch keine Bewertungen
- Contact World Bank UK for payment approvalDokument1 SeiteContact World Bank UK for payment approvalHilary WatsonNoch keine Bewertungen
- CP1 SlidesDokument64 SeitenCP1 SlidesHilary WatsonNoch keine Bewertungen
- Annexure 17 Tool For Rate Analysis-DI PVC HDPE MDPE Pipe Supply Laying JointingDokument8 SeitenAnnexure 17 Tool For Rate Analysis-DI PVC HDPE MDPE Pipe Supply Laying Jointinghareesh13h100% (1)
- Ethical Hacking Ebook - Newbie Guide To The UndergroundDokument48 SeitenEthical Hacking Ebook - Newbie Guide To The UndergroundThích Đại PhongNoch keine Bewertungen
- Ijaerd Paper FormatDokument2 SeitenIjaerd Paper FormatHilary WatsonNoch keine Bewertungen
- 9 IDokument1 Seite9 IHilary WatsonNoch keine Bewertungen
- Analysis and Design of Elevated Rectangular Water Tank Using STAAD.ProDokument3 SeitenAnalysis and Design of Elevated Rectangular Water Tank Using STAAD.ProHilary WatsonNoch keine Bewertungen
- Quick Bill Payment Success NotificationDokument1 SeiteQuick Bill Payment Success NotificationHilary WatsonNoch keine Bewertungen
- Vodafone MSPD3247386338Dokument1 SeiteVodafone MSPD3247386338shantivanNoch keine Bewertungen
- Sbi ADokument5 SeitenSbi AJeshiNoch keine Bewertungen
- SAP 14 Lecture Notes 24 Jan 2011Dokument44 SeitenSAP 14 Lecture Notes 24 Jan 2011Subzar Bhat100% (1)
- BudgetDokument4 SeitenBudgetShaktirajsinh JadejaNoch keine Bewertungen
- VFD ManualDokument187 SeitenVFD ManualgpradiptaNoch keine Bewertungen
- Cost Systems: TermsDokument19 SeitenCost Systems: TermsJames BarzoNoch keine Bewertungen
- Past Paper Booklet - QPDokument506 SeitenPast Paper Booklet - QPMukeshNoch keine Bewertungen
- 01 WELD-2022 Ebrochure 3Dokument5 Seiten01 WELD-2022 Ebrochure 3Arpita patelNoch keine Bewertungen
- Module 2 What It Means To Be AI FirstDokument85 SeitenModule 2 What It Means To Be AI FirstSantiago Ariel Bustos YagueNoch keine Bewertungen
- Classification of Methods of MeasurementsDokument60 SeitenClassification of Methods of MeasurementsVenkat Krishna100% (2)
- Service: Audi A6 1998Dokument256 SeitenService: Audi A6 1998Kovács EndreNoch keine Bewertungen
- Lec 5Dokument22 SeitenLec 5Abcdefgh EfghabcdNoch keine Bewertungen
- UTC awarded contracts with low competitionDokument2 SeitenUTC awarded contracts with low competitioncefuneslpezNoch keine Bewertungen
- Robin Engine EH722 DS 7010Dokument29 SeitenRobin Engine EH722 DS 7010yewlimNoch keine Bewertungen
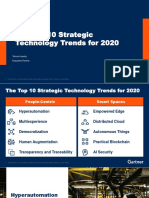
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDokument31 SeitenThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloNoch keine Bewertungen
- Galley cleaning hazards and controlsDokument9 SeitenGalley cleaning hazards and controlsRosalie RosalesNoch keine Bewertungen
- Developmen of Chick EmbryoDokument20 SeitenDevelopmen of Chick Embryoabd6486733Noch keine Bewertungen
- Edexcel A2 Biology 6BI06Dokument7 SeitenEdexcel A2 Biology 6BI06abhayNoch keine Bewertungen
- Pic Attack1Dokument13 SeitenPic Attack1celiaescaNoch keine Bewertungen
- Research PaperDokument15 SeitenResearch PapershrirangNoch keine Bewertungen
- Destroyed Inventory Deduction ProceduresDokument7 SeitenDestroyed Inventory Deduction ProceduresCliff DaquioagNoch keine Bewertungen
- Networks Lab Assignment 1Dokument2 SeitenNetworks Lab Assignment 1006honey006Noch keine Bewertungen
- 114 ArDokument254 Seiten114 ArJothishNoch keine Bewertungen
- Batool2019 Article ANanocompositePreparedFromMagn PDFDokument10 SeitenBatool2019 Article ANanocompositePreparedFromMagn PDFmazharNoch keine Bewertungen
- 6a. ICMR STSDokument15 Seiten6a. ICMR STSVishnu Praba ANoch keine Bewertungen
- ABRAMS M H The Fourth Dimension of A PoemDokument17 SeitenABRAMS M H The Fourth Dimension of A PoemFrancyne FrançaNoch keine Bewertungen
- Amniotic Membrane in Oral and Maxillofacial SurgeryDokument13 SeitenAmniotic Membrane in Oral and Maxillofacial SurgerySooraj SNoch keine Bewertungen