Das könnte Ihnen auch gefallen
- Everything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorDokument7 SeitenEverything You Need To Know About Flatteners and Levelers For Coil Processing-Part 4 - The FabricatorSIMONENoch keine Bewertungen
- Lining ManualDokument23 SeitenLining ManualDaniel RiveraNoch keine Bewertungen
- 02 Circular Duct SystemsDokument42 Seiten02 Circular Duct SystemsDiki PrayogoNoch keine Bewertungen
- Everything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVDokument7 SeitenEverything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVertuokumusNoch keine Bewertungen
- Internals For Down Flow ReactorsDokument12 SeitenInternals For Down Flow Reactorsrodriguez.gaytanNoch keine Bewertungen
- Router Repair of Soundboard Cracks: Using The Spurlock Specialty Tools Carbide Router Bit and Router BaseDokument10 SeitenRouter Repair of Soundboard Cracks: Using The Spurlock Specialty Tools Carbide Router Bit and Router BaselazarNoch keine Bewertungen
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4Dokument7 SeitenEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4CarlosNoch keine Bewertungen
- OC PultrusionDokument29 SeitenOC PultrusionalmakmenNoch keine Bewertungen
- Board Quality Problems On The Doubleface Side Article 9Dokument2 SeitenBoard Quality Problems On The Doubleface Side Article 9Hilal AchrafNoch keine Bewertungen
- Blown Film Extrusion Process ReportDokument11 SeitenBlown Film Extrusion Process ReportMuhammad Nasri Zainal AbidinNoch keine Bewertungen
- Gluing Components: Practical GluesDokument4 SeitenGluing Components: Practical GluesonafetsNoch keine Bewertungen
- Altuglas Injection - Moulding ResinsDokument40 SeitenAltuglas Injection - Moulding ResinsKawadasanNoch keine Bewertungen
- Guide to Optimizing Solder Paste Printing ProcessDokument7 SeitenGuide to Optimizing Solder Paste Printing ProcesshillaryNoch keine Bewertungen
- Paper Screen WireDokument7 SeitenPaper Screen Wirexiaochi1989Noch keine Bewertungen
- Paper-Milling Windows With A Single Trip System - FinalDokument17 SeitenPaper-Milling Windows With A Single Trip System - FinalGrigore BalanNoch keine Bewertungen
- 7 Common Issues in ExtrusionDokument5 Seiten7 Common Issues in Extrusiondavid SinangoteNoch keine Bewertungen
- StrainerDokument5 SeitenStrainerMohit BauskarNoch keine Bewertungen
- Steam TrapTD55Dokument3 SeitenSteam TrapTD55Avneet MaanNoch keine Bewertungen
- Catalog Slope Indicator Full 2011Dokument98 SeitenCatalog Slope Indicator Full 2011Jeanpierre MendozaNoch keine Bewertungen
- Corner FabricationDokument8 SeitenCorner Fabricationy2kareinNoch keine Bewertungen
- IADC/SPE 59237 Milling Variable Window Openings For SidetrackingDokument7 SeitenIADC/SPE 59237 Milling Variable Window Openings For SidetrackingRendy MahmudaNoch keine Bewertungen
- Design & Selection Criteria For StrainersDokument4 SeitenDesign & Selection Criteria For StrainersKamal ChokshiNoch keine Bewertungen
- +1 646 360 1656 Request A QuoteDokument12 Seiten+1 646 360 1656 Request A QuoteInnovation 4uNoch keine Bewertungen
- SealingDokument20 SeitenSealingeduardorondanelliNoch keine Bewertungen
- Common Capper ProblemDokument8 SeitenCommon Capper Problembebas PratomoNoch keine Bewertungen
- Zed Purlins SteadmanDokument10 SeitenZed Purlins SteadmanAnonymous 6aGAvbNNoch keine Bewertungen
- Proper Selection of Rupture DisksDokument6 SeitenProper Selection of Rupture Disksmicroco4Noch keine Bewertungen
- Automatic Laminating Machine GuideDokument59 SeitenAutomatic Laminating Machine Guidesabareesh91mechNoch keine Bewertungen
- 10-12MT - Manual - WEB - 0511 - Trimming Machine PDFDokument16 Seiten10-12MT - Manual - WEB - 0511 - Trimming Machine PDFAnnaAffandieNoch keine Bewertungen
- 10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsDokument4 Seiten10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsGunjanNoch keine Bewertungen
- Gelbart Course Notes Part 1Dokument24 SeitenGelbart Course Notes Part 1Maciek K.Noch keine Bewertungen
- Pezoelectric Fluid Jet DispenserDokument10 SeitenPezoelectric Fluid Jet DispenserMeysam SharifzadehNoch keine Bewertungen
- Transeals Identifying Hydraulic SealsDokument28 SeitenTranseals Identifying Hydraulic Sealsvikram_007Noch keine Bewertungen
- Industrial Screening RecentDokument39 SeitenIndustrial Screening RecentIsrarulHaque100% (1)
- F#1203 SUNLITE Installation 5-06Dokument16 SeitenF#1203 SUNLITE Installation 5-06wolvewolverineNoch keine Bewertungen
- Technomagnete ClampDokument10 SeitenTechnomagnete ClampNazriNoch keine Bewertungen
- From Rotation To Swiveling: Injection MoldingDokument4 SeitenFrom Rotation To Swiveling: Injection Moldingweb312_twNoch keine Bewertungen
- 3M Selection GuideDokument4 Seiten3M Selection Guideechobravo1Noch keine Bewertungen
- Pressure Relief With Rupture DiscsDokument3 SeitenPressure Relief With Rupture DiscsValesh MonisNoch keine Bewertungen
- Differentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngDokument22 SeitenDifferentiation Between Strand Pellet Is Ing & Die Phase Pellet Is IngJohn Mathew100% (1)
- DryWay Pulp Drying Line ConceptDokument21 SeitenDryWay Pulp Drying Line ConceptLuis ValenzuelaNoch keine Bewertungen
- Design and Fabrication of A Groundnut Oil ExtractorDokument4 SeitenDesign and Fabrication of A Groundnut Oil ExtractorbobakerNoch keine Bewertungen
- Hydraulics WhitepaperDokument4 SeitenHydraulics WhitepaperHUERTANESTORNoch keine Bewertungen
- FILTERS and Strainers Calculate Pressure DropDokument7 SeitenFILTERS and Strainers Calculate Pressure Dropbakhtyar21Noch keine Bewertungen
- Av Vibrating Screens PDFDokument2 SeitenAv Vibrating Screens PDFArnaldo BenitezNoch keine Bewertungen
- Castflex EngDokument12 SeitenCastflex EngJuanNoch keine Bewertungen
- Screens ENGDokument14 SeitenScreens ENGSurendar Perumal100% (2)
- Screening ConsiderationsDokument23 SeitenScreening ConsiderationsJames MNoch keine Bewertungen
- Blown Film CoexDokument4 SeitenBlown Film CoexTaeng SoshiNoch keine Bewertungen
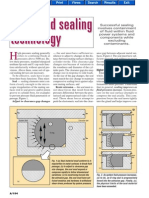
- Seals and Sealing TechnologyDokument9 SeitenSeals and Sealing Technology1sympatyagaNoch keine Bewertungen
- Dywidag DSI Bonded PT SystemDokument44 SeitenDywidag DSI Bonded PT SystemxlogicyNoch keine Bewertungen
- Injection Molding DesignDokument17 SeitenInjection Molding DesignprasathbalaNoch keine Bewertungen
- Advanced Manufacturing Processes, Pune University, BEDokument21 SeitenAdvanced Manufacturing Processes, Pune University, BESachin KumbharNoch keine Bewertungen
- Deister Bulletin 300 D 1Dokument16 SeitenDeister Bulletin 300 D 1Raymond KangNoch keine Bewertungen
- Sewage Disposal Works: Their Design and ConstructionVon EverandSewage Disposal Works: Their Design and ConstructionNoch keine Bewertungen
- Section Cutting and Staining: A practical introduction to histological methods for students and practitionersVon EverandSection Cutting and Staining: A practical introduction to histological methods for students and practitionersNoch keine Bewertungen
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Von EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Bewertung: 5 von 5 Sternen5/5 (2)
- Swot AnalysisDokument39 SeitenSwot AnalysisWerner Schrammel100% (2)
- Swot AnalysisDokument39 SeitenSwot AnalysisWerner Schrammel100% (2)
- Mould DehumidifiersDokument2 SeitenMould DehumidifiersWerner SchrammelNoch keine Bewertungen
- Plastic Filament Extrusion System for 3D PrintingDokument17 SeitenPlastic Filament Extrusion System for 3D PrintingWerner SchrammelNoch keine Bewertungen
- PET Bottles Manufacturing Unit Pre-Feasibility StudyDokument21 SeitenPET Bottles Manufacturing Unit Pre-Feasibility StudyMuhammad FurqanNoch keine Bewertungen
- Compounding GB 2013Dokument12 SeitenCompounding GB 2013Werner Schrammel0% (1)
- Conair ExtrusionCoolingWhitePaperDokument5 SeitenConair ExtrusionCoolingWhitePaperWerner SchrammelNoch keine Bewertungen
- GE Design GuideDokument53 SeitenGE Design GuideGuido Kats100% (1)
- Preform Design For PET BottlesDokument4 SeitenPreform Design For PET BottlesWerner Schrammel100% (1)
- Application - Zhengzhou Anji Plastic Machinery ManufactoryDokument2 SeitenApplication - Zhengzhou Anji Plastic Machinery ManufactoryWerner SchrammelNoch keine Bewertungen
- Corrugated Pipe Production LineDokument3 SeitenCorrugated Pipe Production LineWerner SchrammelNoch keine Bewertungen
- CPVC Injection Molding, PVC.Dokument2 SeitenCPVC Injection Molding, PVC.Werner SchrammelNoch keine Bewertungen
- Assets Maag Brochures Extrusion en 03 11 EuDokument20 SeitenAssets Maag Brochures Extrusion en 03 11 EuWerner SchrammelNoch keine Bewertungen
- PET Bottles Manufacturing Unit Pre-Feasibility StudyDokument21 SeitenPET Bottles Manufacturing Unit Pre-Feasibility StudyMuhammad FurqanNoch keine Bewertungen
- GF SpinDokument3 SeitenGF SpinWerner SchrammelNoch keine Bewertungen
- Geon Processing GuideDokument6 SeitenGeon Processing GuideWerner SchrammelNoch keine Bewertungen
- ADS - Tourism in China - 1Dokument2 SeitenADS - Tourism in China - 1Werner SchrammelNoch keine Bewertungen
- Introduction To Chrome PlatingDokument7 SeitenIntroduction To Chrome PlatingWerner SchrammelNoch keine Bewertungen
- Dies For Pipe Extrusion Line - Pipe Extrusion LinesDokument4 SeitenDies For Pipe Extrusion Line - Pipe Extrusion LinesWerner SchrammelNoch keine Bewertungen
- 3 Die Design ExamplesDokument56 Seiten3 Die Design ExamplesWerner Schrammel75% (4)
- Tooling Design For Tubing Medical Tubing ExtrusionDokument9 SeitenTooling Design For Tubing Medical Tubing ExtrusionHamid Rnd100% (1)
- Facility Layout - Objectives, Design and Factors Affecting The LayoutDokument2 SeitenFacility Layout - Objectives, Design and Factors Affecting The LayoutWerner SchrammelNoch keine Bewertungen
- Textile Fiber ProductionDokument3 SeitenTextile Fiber ProductionWerner SchrammelNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Tolerances Aluminum Extrusions ManualDokument55 SeitenTolerances Aluminum Extrusions ManualRoby Nitro100% (1)
- Extrusion Die DesignDokument17 SeitenExtrusion Die Designkkatarn327Noch keine Bewertungen
- Calculate tip and die costsDokument2 SeitenCalculate tip and die costsWerner SchrammelNoch keine Bewertungen
- Sarlink (TM) Extrusion GuidelinesDokument12 SeitenSarlink (TM) Extrusion GuidelinesEr Roxstar ParitoshNoch keine Bewertungen
- All About Cushion' - Plastics TechnologyDokument3 SeitenAll About Cushion' - Plastics TechnologyWerner SchrammelNoch keine Bewertungen
- Manual Freze WirtgenDokument52 SeitenManual Freze WirtgenOvidiu Ciobanu83% (6)
- Welded Joint DesignDokument5 SeitenWelded Joint Designscott2355Noch keine Bewertungen
- Behaviour and Performance of Concrete Sidewalks: by Balvant RajaniDokument4 SeitenBehaviour and Performance of Concrete Sidewalks: by Balvant RajaniTherese AraymondNoch keine Bewertungen
- Taiwan Turnkey-Project Information - Aluminum Alloy Wheel Making PlantDokument1 SeiteTaiwan Turnkey-Project Information - Aluminum Alloy Wheel Making PlantFelicia Wagner100% (1)
- PolykenDokument8 SeitenPolykenVictor Hugo Bustos BeltranNoch keine Bewertungen
- Mechanical Engineering Annotated BibliographyDokument4 SeitenMechanical Engineering Annotated Bibliographyapi-240740997Noch keine Bewertungen
- Architecture Vocabulary - 建筑名词 PDFDokument9 SeitenArchitecture Vocabulary - 建筑名词 PDFevapascual67% (3)
- Trans Infrastructure 2014Dokument36 SeitenTrans Infrastructure 2014flaviatuNoch keine Bewertungen
- Evaluasi Sistem Pemberian Air Daerah Irigasi Kedung Putri Guna Meningkatkan Intensitas Tanam PadiDokument11 SeitenEvaluasi Sistem Pemberian Air Daerah Irigasi Kedung Putri Guna Meningkatkan Intensitas Tanam PadiSilmi Sabilla AhsaniNoch keine Bewertungen
- SQL ALL QueriesDokument33 SeitenSQL ALL QueriesAjimNoch keine Bewertungen
- KSIE Organizational StudyDokument73 SeitenKSIE Organizational StudyAnush PrasannanNoch keine Bewertungen
- Essix How To Clear RetainerDokument3 SeitenEssix How To Clear RetainerJ.A.Noch keine Bewertungen
- Transpo in PhilDokument31 SeitenTranspo in PhilLevirolfDeJesusNoch keine Bewertungen
- Working near gas pipelinesDokument4 SeitenWorking near gas pipelinestmarizNoch keine Bewertungen
- Air TrafficDokument2 SeitenAir TrafficRania ChokorNoch keine Bewertungen
- Metal Powder Processing TechniquesDokument26 SeitenMetal Powder Processing TechniquesAzhar Ali0% (1)
- Lean Supply Chain & Logistics ManagementDokument8 SeitenLean Supply Chain & Logistics ManagementjosegarreraNoch keine Bewertungen
- Sdi ManualDokument48 SeitenSdi ManualSandro Ledermann-TürmeNoch keine Bewertungen
- Astm A36Dokument2 SeitenAstm A36Denny Angriawan NurcahyaNoch keine Bewertungen
- WORKSHOPDokument9 SeitenWORKSHOPManjunatha EikilaNoch keine Bewertungen
- HDP Drywall Partition Technical SpecDokument5 SeitenHDP Drywall Partition Technical SpecAyubkhan2Noch keine Bewertungen
- GMDSS RADIO LOG mgn0051 PDFDokument2 SeitenGMDSS RADIO LOG mgn0051 PDFMartin Andrew TugadeNoch keine Bewertungen
- GI Joe VehiclesFile1Dokument7 SeitenGI Joe VehiclesFile1team_moNoch keine Bewertungen
- 2010 - 09 - 22 - Jamshedpur Air Separation Plant Design ReviewDokument3 Seiten2010 - 09 - 22 - Jamshedpur Air Separation Plant Design Reviewrieza_fNoch keine Bewertungen
- 05.40.00 Cold-Formed Metal Framing Specification Updated June 2015Dokument26 Seiten05.40.00 Cold-Formed Metal Framing Specification Updated June 2015mishikhanNoch keine Bewertungen
- Guidelines For Ferrous Scrap-FS2009-IsRIDokument6 SeitenGuidelines For Ferrous Scrap-FS2009-IsRIAgustine SetiawanNoch keine Bewertungen
- Supply Boat Crane MishapDokument3 SeitenSupply Boat Crane Mishaplangtu2011Noch keine Bewertungen
- Productattachments Files e N End of Life Tab EatonDokument2 SeitenProductattachments Files e N End of Life Tab EatoncarloscruzNoch keine Bewertungen
- Manpower Schedule CAV - BAWINGDokument3 SeitenManpower Schedule CAV - BAWINGNeil Mark Solarte UndagNoch keine Bewertungen
- Section 08500 Windows Rev 0Dokument35 SeitenSection 08500 Windows Rev 0Our SalahEddineNoch keine Bewertungen