Das könnte Ihnen auch gefallen
- Acciai Bonifica Ruote DentateDokument12 SeitenAcciai Bonifica Ruote DentateFrancesco MastroNoch keine Bewertungen
- Titanio Ti-6al-4vDokument24 SeitenTitanio Ti-6al-4vDavide Clochard Corriani100% (2)
- Metallurgia - Gli AcciaiDokument8 SeitenMetallurgia - Gli AcciaiEliaNoch keine Bewertungen
- SiderurgiaDokument30 SeitenSiderurgiaRevisauto MecanicaNoch keine Bewertungen
- AcciaioDokument11 SeitenAcciaioLuca RossettiNoch keine Bewertungen
- Gli AcciaiDokument50 SeitenGli AcciaiGiotaroNoch keine Bewertungen
- Tecnologia MeccanicaDokument72 SeitenTecnologia MeccanicaJoker34Noch keine Bewertungen
- Trattamenti Termici - RinvenimentoDokument8 SeitenTrattamenti Termici - Rinvenimentocri mastrogiacomiNoch keine Bewertungen
- 2 - Leghe FerroseDokument73 Seiten2 - Leghe FerroseDavide BonaldoNoch keine Bewertungen
- Rame e Le Sue LegheDokument32 SeitenRame e Le Sue LegheLorenzo TubianaNoch keine Bewertungen
- AcciaiDokument40 SeitenAcciaiMatteo PispicoNoch keine Bewertungen
- AccighiDokument2 SeitenAccighiAlberto LambertiniNoch keine Bewertungen
- Trattamenti Termici SuperficialiDokument2 SeitenTrattamenti Termici Superficialihmx 1978Noch keine Bewertungen
- Trattamenti Termici - Tempra-RinvenimentoDokument9 SeitenTrattamenti Termici - Tempra-Rinvenimentocri mastrogiacomiNoch keine Bewertungen
- AltofornoDokument4 SeitenAltofornoantonia corosNoch keine Bewertungen
- Il Rame e Le Sue LegheDokument15 SeitenIl Rame e Le Sue Legheluca1989Noch keine Bewertungen
- 9° Leghe Metalliche SlidesDokument82 Seiten9° Leghe Metalliche SlidesTiberiu CeccottiNoch keine Bewertungen
- Sezione F Tecnologia Dei Materiali Da Cap 6 - .Dokument15 SeitenSezione F Tecnologia Dei Materiali Da Cap 6 - .lucaroscianiNoch keine Bewertungen
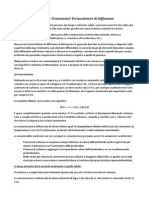
- Trattamenti Termochimici Di DiffusioneDokument2 SeitenTrattamenti Termochimici Di DiffusioneGabrieleSponzielloNoch keine Bewertungen
- Metalli 2024Dokument15 SeitenMetalli 2024Simone MansiNoch keine Bewertungen
- Acciaio InoxDokument5 SeitenAcciaio InoxVincenzo PaparoneNoch keine Bewertungen
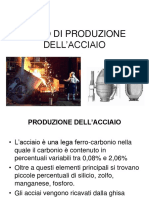
- Ciclo Di Produzione Dell'acciaioDokument27 SeitenCiclo Di Produzione Dell'acciaiochevi sssNoch keine Bewertungen
- ConvertitoriDokument78 SeitenConvertitoriLinda Di FrancoNoch keine Bewertungen
- 3-Acciai Inox e SpecialiDokument10 Seiten3-Acciai Inox e Specialinome.cognomenumNoch keine Bewertungen
- Diagramma Fe-CDokument2 SeitenDiagramma Fe-CMatteo Seb De PandisNoch keine Bewertungen
- Acciaio StoriaDokument7 SeitenAcciaio StoriaZizuNoch keine Bewertungen
- Acciai Di Comune Impiego in Base Alla Destinazione DDokument5 SeitenAcciai Di Comune Impiego in Base Alla Destinazione DAntonio PiagentiniNoch keine Bewertungen
- Capitolo 1 PDFDokument11 SeitenCapitolo 1 PDFcarlonewmannNoch keine Bewertungen
- Intr - Tipi AcciaiDokument21 SeitenIntr - Tipi AcciaiMarco SalvatoriNoch keine Bewertungen
- AR.S - GS - I.1 - Verso Un'architettura Di "Ferro"Dokument17 SeitenAR.S - GS - I.1 - Verso Un'architettura Di "Ferro"Giovanni SalomoniNoch keine Bewertungen
- La NitrurazioneDokument21 SeitenLa Nitrurazionealfierebastardo100% (1)
- Grafica Hierro CarbonoDokument11 SeitenGrafica Hierro CarbonoFernanda SaucedoNoch keine Bewertungen
- ACCIAIDokument83 SeitenACCIAIdavidduval84Noch keine Bewertungen
- 5 Diagramma - Fe CDokument42 Seiten5 Diagramma - Fe CgtaNoch keine Bewertungen
- Acciai 1 PDFDokument41 SeitenAcciai 1 PDFsassoNoch keine Bewertungen
- ConvertitoreDokument17 SeitenConvertitorematt8724Noch keine Bewertungen
- Metalli e Leghe MetallicheDokument9 SeitenMetalli e Leghe MetallicheMariobene23Noch keine Bewertungen
- Acciaio AmorfoDokument4 SeitenAcciaio AmorfoAntonio PiagentiniNoch keine Bewertungen
- Materiali AeronauticiDokument29 SeitenMateriali Aeronauticiprince70_1stNoch keine Bewertungen
- Nitrurazione - WikipediaDokument2 SeitenNitrurazione - Wikipediagioscorza2Noch keine Bewertungen
- Controllo Corrosione Negli Imp AmminiciDokument33 SeitenControllo Corrosione Negli Imp Amminicibonaccorsokar9802Noch keine Bewertungen
- ELETTRODEPOSIZIONEDokument5 SeitenELETTRODEPOSIZIONEclaudiawow0% (1)
- TrattTermici IIDokument9 SeitenTrattTermici IIMassimo MaglioccaNoch keine Bewertungen
- 01) Lezione 1Dokument25 Seiten01) Lezione 1Fabio SteriNoch keine Bewertungen
- Diagramma Fe-CDokument29 SeitenDiagramma Fe-CLinda Di FrancoNoch keine Bewertungen
- Diagr. Di Stato5-DispenseDokument15 SeitenDiagr. Di Stato5-Dispensewomek37347Noch keine Bewertungen
- I MetalliDokument4 SeitenI MetalliMia MicheliniNoch keine Bewertungen
- Ghise e AcciaiDokument46 SeitenGhise e AcciaiFrancesco_Giun_36Noch keine Bewertungen
- Caratteristiche AcciaiDokument2 SeitenCaratteristiche Acciaianon_314413651Noch keine Bewertungen
- 8-Gli Acciai Da CementazioneDokument11 Seiten8-Gli Acciai Da CementazioneMarco MuratoreNoch keine Bewertungen
- Leghe Di AlluminioDokument17 SeitenLeghe Di AlluminioAndrea CazzinNoch keine Bewertungen
- Titanio - Caratteristiche Chimico-FisicheDokument9 SeitenTitanio - Caratteristiche Chimico-FisicheNunzia D'EliaNoch keine Bewertungen
- Domande Tecnologia Dei MaterialiDokument12 SeitenDomande Tecnologia Dei MaterialiLorenzaNoch keine Bewertungen
- ACCIAIO Sito.1426689948Dokument51 SeitenACCIAIO Sito.1426689948Mario RossiNoch keine Bewertungen
- ZincaturaDokument18 SeitenZincaturadeltongoNoch keine Bewertungen
- Il Rame e Le Sue LegheDokument18 SeitenIl Rame e Le Sue LeghefabNoch keine Bewertungen
- Materiali Ferrosi PDFDokument7 SeitenMateriali Ferrosi PDFFerruccio RossiNoch keine Bewertungen
- Quimica Del CementoDokument8 SeitenQuimica Del Cementoprocyon47Noch keine Bewertungen
- MetanoloDokument7 SeitenMetanoloLuca MarlettaNoch keine Bewertungen
- Effetti Sulla Montatura Degli AlbumDokument4 SeitenEffetti Sulla Montatura Degli AlbumRocco MangioneNoch keine Bewertungen
- Appunti Chimica Derivati Degli IdrocarburiDokument3 SeitenAppunti Chimica Derivati Degli IdrocarburiAlberto PalumboNoch keine Bewertungen
- 1 Richiami e Proprietà Exta PDFDokument53 Seiten1 Richiami e Proprietà Exta PDFAngela GiuntaNoch keine Bewertungen