Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Tream Paper 2.8.editedDokument5 SeitenTream Paper 2.8.editedPartho BasakNoch keine Bewertungen
- Test Certificate: Counto Microfine Products Private LimitedDokument1 SeiteTest Certificate: Counto Microfine Products Private LimitedSiddhesh Kamat MhamaiNoch keine Bewertungen
- Sand Cone Set (T-061) ASTM D1556 - AASHTO T-191Dokument2 SeitenSand Cone Set (T-061) ASTM D1556 - AASHTO T-191Oth'is WatngarninyNoch keine Bewertungen
- Nature and The Antiquity of Ancient Metallurgical Slags Found in Rajasthan and GujaratDokument5 SeitenNature and The Antiquity of Ancient Metallurgical Slags Found in Rajasthan and GujaratlfilipNoch keine Bewertungen
- Domos Volcanicos y Mineralizacion de Oro en El DisDokument21 SeitenDomos Volcanicos y Mineralizacion de Oro en El DisfacflNoch keine Bewertungen
- Iso 6691 en PDFDokument11 SeitenIso 6691 en PDFPAWAN KNoch keine Bewertungen
- Fiber Optics PPT 2Dokument14 SeitenFiber Optics PPT 2Srijan pareekNoch keine Bewertungen
- Po Ram Gian Paschal - Activity 2.7 - Experiment 2 (PRE-LABORATORY)Dokument2 SeitenPo Ram Gian Paschal - Activity 2.7 - Experiment 2 (PRE-LABORATORY)Po Ram Gian PaschalNoch keine Bewertungen
- Chapter 8Dokument31 SeitenChapter 8helloblarg100% (4)
- Deionized Water: Application BulletinDokument2 SeitenDeionized Water: Application BulletinpinutaNoch keine Bewertungen
- Gaurav Jayaswal Day2 Green Hydrogen in India April2023Dokument39 SeitenGaurav Jayaswal Day2 Green Hydrogen in India April2023Praneet PayodhiNoch keine Bewertungen
- 568 RR Thulasi - CMS Agro Madurai BOQDokument30 Seiten568 RR Thulasi - CMS Agro Madurai BOQEr S Thirumarai NathanNoch keine Bewertungen
- Alkanes and HalogenoalkanesDokument67 SeitenAlkanes and HalogenoalkanesRAFIDNoch keine Bewertungen
- Schunk Carbon Technology Carbon Slide Bearings enDokument11 SeitenSchunk Carbon Technology Carbon Slide Bearings enamr yosryNoch keine Bewertungen
- Shell Gadus Product Family BrochureDokument6 SeitenShell Gadus Product Family BrochurefahreezNoch keine Bewertungen
- Analisa Harga SatuanDokument8 SeitenAnalisa Harga SatuanMbeda NayNoch keine Bewertungen
- Neltex PPR PN 20Dokument3 SeitenNeltex PPR PN 20ChrisNoch keine Bewertungen
- Adb Acp 1000Dokument2 SeitenAdb Acp 1000vietpuntocomNoch keine Bewertungen
- Ipex - 2009 - Abs Chemical Resistance GuideDokument22 SeitenIpex - 2009 - Abs Chemical Resistance GuideHenrique Ribeiro Piaggio CardosoNoch keine Bewertungen
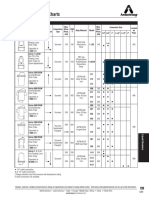
- Armstrong Liquid Drain Trap Id ChartDokument3 SeitenArmstrong Liquid Drain Trap Id ChartJuan Carlos Vazquez RosasNoch keine Bewertungen
- Demoulding of Concrete Cubes From Plastic MDokument4 SeitenDemoulding of Concrete Cubes From Plastic MangelinemiuNoch keine Bewertungen
- Data Sheet-CF.S10Dokument1 SeiteData Sheet-CF.S10nicolasNoch keine Bewertungen
- 04262-En-30 DRBFM Worksheet ExampleDokument2 Seiten04262-En-30 DRBFM Worksheet Examplejefry sitorusNoch keine Bewertungen
- WPEN 24 Acqua 5000 2021 04 29Dokument64 SeitenWPEN 24 Acqua 5000 2021 04 29Aris BiondiNoch keine Bewertungen
- PDF No Bake Asweseeit - CompressDokument132 SeitenPDF No Bake Asweseeit - CompresssimphiweNoch keine Bewertungen
- Experiment 8: Properties of Organic Compounds With Carbonyl GroupDokument7 SeitenExperiment 8: Properties of Organic Compounds With Carbonyl GroupMarita AlcansadoNoch keine Bewertungen
- Xfs Sub Surface Dripline Performance ChartsDokument2 SeitenXfs Sub Surface Dripline Performance ChartsYASSER SHAALANNoch keine Bewertungen
- BOYSEN QDE For Metal and WoodDokument1 SeiteBOYSEN QDE For Metal and WoodSTEENoch keine Bewertungen
- Tunnelling For Randstadrail in RotterdamDokument9 SeitenTunnelling For Randstadrail in RotterdamHarold TaylorNoch keine Bewertungen
- Blocks & M Sand RegisterDokument2 SeitenBlocks & M Sand Registersurendra kumarNoch keine Bewertungen