Das könnte Ihnen auch gefallen
- Kompedium FrosioDokument126 SeitenKompedium Frosioprotein100% (5)
- GAS PROBLEM in Steel Sand CastingsDokument7 SeitenGAS PROBLEM in Steel Sand CastingsVasu RajaNoch keine Bewertungen
- Aluminum Melting Furnace PDFDokument13 SeitenAluminum Melting Furnace PDFgosaye desalegn100% (2)
- BQ Sewere EarthworkDokument12 SeitenBQ Sewere Earthworkmohdzara2727Noch keine Bewertungen
- MQCHD Test QuestionDokument94 SeitenMQCHD Test Questionanon_728940158Noch keine Bewertungen
- Modern Furnaces For Aluminum Scrap Recycling APDokument8 SeitenModern Furnaces For Aluminum Scrap Recycling APPeeka Prabhakara RaoNoch keine Bewertungen
- Evaluation of Aluminum Dross Waste As Raw Material For RefractoriesDokument11 SeitenEvaluation of Aluminum Dross Waste As Raw Material For RefractoriesXantos Yulian100% (1)
- Aluminum Dross and Skim MSDSDokument18 SeitenAluminum Dross and Skim MSDSSaleh AlTamimiNoch keine Bewertungen
- Extraction of Aluminum From DrossDokument5 SeitenExtraction of Aluminum From DrossPrashant ParshivnikarNoch keine Bewertungen
- Reducing The Cost To Process Molten AluminumDokument54 SeitenReducing The Cost To Process Molten AluminumKen McgownNoch keine Bewertungen
- Achenbach ExtractDokument56 SeitenAchenbach ExtractCatanescu Alexandru-LaurentiuNoch keine Bewertungen
- Treatment of A Liquid AluminumDokument55 SeitenTreatment of A Liquid AluminumLilian Jefferson Malavazi100% (1)
- ASM Subject Guide - Aluminum PDFDokument5 SeitenASM Subject Guide - Aluminum PDFzeeshaniqbalNoch keine Bewertungen
- Foundry: ProcessDokument6 SeitenFoundry: ProcesszadacaNoch keine Bewertungen
- Melting and Holding Furnaces For Die CastingDokument11 SeitenMelting and Holding Furnaces For Die CastingVAP BOMBAYNoch keine Bewertungen
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Dokument27 SeitenSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- KB Alloys Foundrymans Guide To SR and TiBorDokument7 SeitenKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeNoch keine Bewertungen
- Shrinkage in Iron CastingsDokument10 SeitenShrinkage in Iron CastingskarthikkandaNoch keine Bewertungen
- 1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyDokument8 Seiten1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyFolo Daniel SianiparNoch keine Bewertungen
- Alternative Tundish Ladle DesignDokument2 SeitenAlternative Tundish Ladle Designarnaldorcr8646Noch keine Bewertungen
- Foundry CruciblesDokument8 SeitenFoundry CruciblesMKPashaPashaNoch keine Bewertungen
- ALUMINIUMTECHNOLOGIES Week3Dokument84 SeitenALUMINIUMTECHNOLOGIES Week3HaiLuuNoch keine Bewertungen
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDokument26 SeitenMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNoch keine Bewertungen
- Cif Purge Plug Systems en 3Dokument3 SeitenCif Purge Plug Systems en 3abdeljalil elbadrNoch keine Bewertungen
- Refining of Lead and Nickel PDFDokument7 SeitenRefining of Lead and Nickel PDFgtdomboNoch keine Bewertungen
- 1 Introduction of The Blast Furnace ProcessDokument9 Seiten1 Introduction of The Blast Furnace Processhemant patilNoch keine Bewertungen
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDokument22 SeitenTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsNoch keine Bewertungen
- Affect of Elements On SteelDokument82 SeitenAffect of Elements On SteelAditya PratapNoch keine Bewertungen
- Hot Green Sand ProblemsDokument5 SeitenHot Green Sand ProblemsbvphimanshuNoch keine Bewertungen
- Casting MetallurgyDokument53 SeitenCasting MetallurgyShanmugam BalasubramaniamNoch keine Bewertungen
- Heat Loss of Liquid MetalDokument7 SeitenHeat Loss of Liquid Metalmarcotulio123Noch keine Bewertungen
- Heat Treatment of Aluminum AlloysDokument9 SeitenHeat Treatment of Aluminum AlloysUmar Shaukat100% (1)
- Ferroalloy Storage Bin DesignDokument2 SeitenFerroalloy Storage Bin Designarnaldorcr8646Noch keine Bewertungen
- Medium Frequency Induction FurnaceDokument5 SeitenMedium Frequency Induction FurnaceSreekumar RajendrababuNoch keine Bewertungen
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Dokument13 SeitenIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923Noch keine Bewertungen
- Continuous Casting Solutions: We Can Make ItDokument2 SeitenContinuous Casting Solutions: We Can Make ItAlexi Junior0% (1)
- 01 Introduction To Aluminum and Aluminum AlloysDokument12 Seiten01 Introduction To Aluminum and Aluminum AlloysAlex KozayaNoch keine Bewertungen
- 5 - Aluminium Alloys 2010-2011Dokument52 Seiten5 - Aluminium Alloys 2010-2011Busta137Noch keine Bewertungen
- Lecture - Magnesium Alloys - Hue'sDokument29 SeitenLecture - Magnesium Alloys - Hue'sMurali ManuNoch keine Bewertungen
- Casting DefectsDokument49 SeitenCasting Defectsgopi.nryn100% (2)
- Tundish Inclusion ArrestDokument71 SeitenTundish Inclusion ArrestAmiy SrivastavaNoch keine Bewertungen
- Continuous Casting of Aluminium: Supplement 3Dokument27 SeitenContinuous Casting of Aluminium: Supplement 3Alejandro Méndez ArmadaNoch keine Bewertungen
- Foundry ProcessDokument81 SeitenFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- Etching Specialty AlloysDokument6 SeitenEtching Specialty AlloysNitin100% (1)
- Use of Silicon Carbide in Induction in Induction FurnaceDokument2 SeitenUse of Silicon Carbide in Induction in Induction FurnacemkraijadaNoch keine Bewertungen
- Investment CastingDokument36 SeitenInvestment CastingokicirdarNoch keine Bewertungen
- Refractory Lining For Induction Furnace PDFDokument3 SeitenRefractory Lining For Induction Furnace PDFmeNoch keine Bewertungen
- CeramicsDokument39 SeitenCeramicsraja keshavNoch keine Bewertungen
- LECTURE 06 - Nickel and Its AlloysDokument16 SeitenLECTURE 06 - Nickel and Its AlloysMarisa RobertsNoch keine Bewertungen
- Foundary or CastingDokument88 SeitenFoundary or CastingThulasi RamNoch keine Bewertungen
- Cold Mounting EnglishpdfDokument6 SeitenCold Mounting EnglishpdfJorge BonillaNoch keine Bewertungen
- Gray Iron Foundries PDFDokument20 SeitenGray Iron Foundries PDFbebe3838Noch keine Bewertungen
- 227-04 The Ecolotec ProcessDokument2 Seiten227-04 The Ecolotec ProcessHugo WizenbergNoch keine Bewertungen
- Cast Vs ForgedDokument9 SeitenCast Vs ForgedSIVANoch keine Bewertungen
- Iron and Steel ppt-2Dokument19 SeitenIron and Steel ppt-2Raunak RajpalNoch keine Bewertungen
- Steel and Other Alloying ElementDokument62 SeitenSteel and Other Alloying ElementJoby Jobzz SebellinoNoch keine Bewertungen
- Propiedades y Usos de Fluxes en AluminioDokument1 SeitePropiedades y Usos de Fluxes en AluminioninzauNoch keine Bewertungen
- 3 - Demir Ve Celik Uretimi - 2021 - 3Dokument52 Seiten3 - Demir Ve Celik Uretimi - 2021 - 3atilla kayangilNoch keine Bewertungen
- Articulo Fundentes de AliminioDokument10 SeitenArticulo Fundentes de AliminioMontserrat MartinezNoch keine Bewertungen
- Surface FinishingDokument7 SeitenSurface Finishingcanveraza3122Noch keine Bewertungen
- Aluminum Smelting and RefiningDokument4 SeitenAluminum Smelting and Refininggullipalli srinivasa raoNoch keine Bewertungen
- Metallurgy of AluminiumDokument9 SeitenMetallurgy of Aluminiumhassan materialsNoch keine Bewertungen
- Development Evaluation and Application o INGLESDokument15 SeitenDevelopment Evaluation and Application o INGLESJuan Manuel MirandaNoch keine Bewertungen
- Jump To Navigation Jump To SearchDokument16 SeitenJump To Navigation Jump To Searchlamia97Noch keine Bewertungen
- Differences in Densification Behaviour oDokument8 SeitenDifferences in Densification Behaviour olamia97Noch keine Bewertungen
- TQIWPJS0ON 9 Aluminium ExtrusionDokument3 SeitenTQIWPJS0ON 9 Aluminium Extrusionlamia97Noch keine Bewertungen
- Stud And: The MineraDokument172 SeitenStud And: The Mineralamia97Noch keine Bewertungen
- Quality AssuaranceDokument150 SeitenQuality Assuarancelamia97100% (1)
- Procedure Qualification RecordDokument10 SeitenProcedure Qualification Recordlamia97Noch keine Bewertungen
- Welding InspectionDokument132 SeitenWelding Inspectionlamia97Noch keine Bewertungen
- Coxem CX-200Plus - Operating ManualDokument4 SeitenCoxem CX-200Plus - Operating Manuallamia97Noch keine Bewertungen
- RaiS2012 PDFDokument21 SeitenRaiS2012 PDFlamia97Noch keine Bewertungen
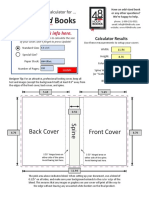
- Case Bound Books: Back Cover Front CoverDokument1 SeiteCase Bound Books: Back Cover Front Coverlamia97Noch keine Bewertungen
- Bohr MagnetonsDokument5 SeitenBohr Magnetonslamia97Noch keine Bewertungen
- 0deec5241b45d2bb69000000 PDFDokument6 Seiten0deec5241b45d2bb69000000 PDFlamia97Noch keine Bewertungen
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDokument1 SeiteJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97Noch keine Bewertungen
- Cast and Wrought Base-Metal AlloysDokument40 SeitenCast and Wrought Base-Metal AlloysManish SharmaNoch keine Bewertungen
- Engine Oil Additive Technology Summary.Dokument4 SeitenEngine Oil Additive Technology Summary.Adid PunyaNoch keine Bewertungen
- Sino Product CatalogueDokument5 SeitenSino Product CatalogueLivingSeed AustraliaNoch keine Bewertungen
- Astm A 1003 A 1003M 2005Dokument6 SeitenAstm A 1003 A 1003M 2005Jorge ToribioNoch keine Bewertungen
- Productivity in Concrete Masonry ConstructionDokument7 SeitenProductivity in Concrete Masonry ConstructionTanveerAhmed NiaziNoch keine Bewertungen
- MS For MasonryDokument23 SeitenMS For MasonryThimira Bandara EkanayakeNoch keine Bewertungen
- Short Course Mechanical-TestingDokument35 SeitenShort Course Mechanical-TestingAndrei CostacheNoch keine Bewertungen
- Natural FabricsDokument20 SeitenNatural FabricsSantosh BishtNoch keine Bewertungen
- I. Sitework A. Work IncludedDokument6 SeitenI. Sitework A. Work IncludedLouie Jay PoligratesNoch keine Bewertungen
- Basement 2Dokument3 SeitenBasement 2risrizNoch keine Bewertungen
- 888 Product Tech Data SheetDokument1 Seite888 Product Tech Data SheetPowerGuardSealersNoch keine Bewertungen
- IKEA Catalogue 2012Dokument189 SeitenIKEA Catalogue 2012Alan Curry Fish HeadNoch keine Bewertungen
- Concrete Surface RetardersDokument2 SeitenConcrete Surface Retardersipman99Noch keine Bewertungen
- Nanotechnology and CelluloseDokument36 SeitenNanotechnology and Cellulosenihil19801980Noch keine Bewertungen
- Pneuma Seal 2012Dokument24 SeitenPneuma Seal 2012Anonymous IpqcBBNoch keine Bewertungen
- TDS 11000400 EN EN Zinc-Spray PDFDokument1 SeiteTDS 11000400 EN EN Zinc-Spray PDFKJ SupplyNoch keine Bewertungen
- DI Bend FittingDokument16 SeitenDI Bend Fittingewanz89Noch keine Bewertungen
- Sialon ENDokument2 SeitenSialon ENsusu222000Noch keine Bewertungen
- Guia de Especificaciones de Grout PDFDokument7 SeitenGuia de Especificaciones de Grout PDFxtrememikeNoch keine Bewertungen
- Nida Metal BrazingDokument4 SeitenNida Metal Brazingapi-115534435Noch keine Bewertungen
- Mowital: Polyvinyl Butyral of Superior QualityDokument36 SeitenMowital: Polyvinyl Butyral of Superior Qualityode3197Noch keine Bewertungen
- 3814 VW SG 000001 IS03 Coating SpecificationsDokument28 Seiten3814 VW SG 000001 IS03 Coating Specificationsgchaves504Noch keine Bewertungen
- Is 3414 1968 PDFDokument30 SeitenIs 3414 1968 PDFjaianit89100% (1)
- 9 Engineering AlloysDokument17 Seiten9 Engineering AlloysdavidtomyNoch keine Bewertungen
- Equivalent ASME en MaterialsDokument3 SeitenEquivalent ASME en MaterialsChee WeiNoch keine Bewertungen
- Infosheet ImaginDokument23 SeitenInfosheet ImaginsardusiNoch keine Bewertungen