Das könnte Ihnen auch gefallen
- Dial Indicator Alignment BasicsDokument24 SeitenDial Indicator Alignment Basicskiki270977100% (2)
- Reverse Dial Alignment ProcedureDokument7 SeitenReverse Dial Alignment ProcedurejohnsaballaNoch keine Bewertungen
- Reverse Dial Indicator MethodDokument14 SeitenReverse Dial Indicator MethodvinothenergyNoch keine Bewertungen
- Alignment Lecture2Dokument42 SeitenAlignment Lecture2jlaguilar100% (1)
- AlignmentDokument35 SeitenAlignmentdf100% (1)
- Shaft Alignment: Your Photo HereDokument75 SeitenShaft Alignment: Your Photo HereMahmoud Elghandour0% (1)
- Alignment Training (Presentation) - Apr07Dokument50 SeitenAlignment Training (Presentation) - Apr07Mohamed Belall100% (3)
- Alignment 1 PDFDokument2 SeitenAlignment 1 PDFmayureshrmahajanNoch keine Bewertungen
- Pump AlignmentDokument6 SeitenPump AlignmentJuned Hamid KhanNoch keine Bewertungen
- Steps of AlignmentDokument12 SeitenSteps of AlignmentRupesh SinhaNoch keine Bewertungen
- Field Application Note: Reverse Dial Indicator Alignment RdiaDokument7 SeitenField Application Note: Reverse Dial Indicator Alignment RdiaYasir BhattiNoch keine Bewertungen
- Pump Alignment.Dokument3 SeitenPump Alignment.sen_subhasis_58100% (1)
- Reverse Dial-Indicator-Alignment-Procedure PDFDokument4 SeitenReverse Dial-Indicator-Alignment-Procedure PDFamirthraj74Noch keine Bewertungen
- Rim and Face AlignmentDokument8 SeitenRim and Face Alignmentnazir305Noch keine Bewertungen
- Rim & Face Alignment MethodDokument9 SeitenRim & Face Alignment Methoddg_cd7340Noch keine Bewertungen
- Alignment ProcedureDokument31 SeitenAlignment ProcedurekuldipsinhNoch keine Bewertungen
- A Practical Guide To Shaft AlignmentDokument74 SeitenA Practical Guide To Shaft AlignmentRjeb mohamed92% (12)
- Coupling Alignment Made EasyDokument16 SeitenCoupling Alignment Made EasyalyadelalyadelNoch keine Bewertungen
- Alignment Course PDFDokument29 SeitenAlignment Course PDFahmedbeaet80% (5)
- Alignment CourseDokument167 SeitenAlignment Coursedennis_packiaraj3063100% (20)
- Reverse Dial Indicator Alignment ProcedureDokument6 SeitenReverse Dial Indicator Alignment Proceduremuhdfadzlee100% (5)
- Alignment Face and Rim MethodDokument3 SeitenAlignment Face and Rim MethodAbd Elrahman Abd Rabouh100% (2)
- Shaft Alignment - Solved ExamplesDokument12 SeitenShaft Alignment - Solved Examplesmane1976100% (3)
- AlignmentDokument0 SeitenAlignmentcharzree100% (4)
- Shaft Alignment Excel SheetDokument5 SeitenShaft Alignment Excel Sheetpollekeshooter100% (1)
- Reverse and Rim and Face AlignmentDokument37 SeitenReverse and Rim and Face AlignmentvenkeekuNoch keine Bewertungen
- Rim and Face - Alignment KnowledgeDokument20 SeitenRim and Face - Alignment Knowledgepk cfctk100% (1)
- Pump AlignmentDokument1 SeitePump AlignmentSanjoy Kr. Dey100% (1)
- Pump Alignment FormatDokument2 SeitenPump Alignment FormatSai Prasath100% (2)
- AlignmentDokument31 SeitenAlignmentRajendra Singh50% (2)
- Shaft AlignmentDokument44 SeitenShaft Alignmentrodolfosti100% (1)
- Pre-Alignment: How 15 Minutes Can Save You: Prolific Systems & Technologies PVT LTDDokument89 SeitenPre-Alignment: How 15 Minutes Can Save You: Prolific Systems & Technologies PVT LTDTushar RanjanSahu100% (1)
- AlignmentDokument48 SeitenAlignmentFaruque Khan Yumkhaibam100% (7)
- Pump AlignmentDokument69 SeitenPump AlignmentJ.SIVIRA100% (1)
- Basic Shaft Alignment Workbook PDFDokument63 SeitenBasic Shaft Alignment Workbook PDFjos100% (5)
- Alignment and Types Prepeard by InzamamDokument58 SeitenAlignment and Types Prepeard by InzamamUsama ArifNoch keine Bewertungen
- Basic Shaft Alignment Workbook, John PiotrowskiDokument63 SeitenBasic Shaft Alignment Workbook, John PiotrowskiArt James100% (9)
- Shaft Alignment ReportDokument1 SeiteShaft Alignment ReportFSnyderJr100% (4)
- 6-2 Shaft Alignment MethodsDokument14 Seiten6-2 Shaft Alignment MethodsTuhoyoTarahaoNoch keine Bewertungen
- 1 AlignmentDokument62 Seiten1 AlignmentTanoj PatroNoch keine Bewertungen
- Alignment Procedure PDokument8 SeitenAlignment Procedure PvinothenergyNoch keine Bewertungen
- AlignDokument42 SeitenAlignSumit Gupta100% (2)
- AlignmentDokument44 SeitenAlignmentMadan Yadav92% (13)
- Training On Alignment of Rotating EquipmentDokument21 SeitenTraining On Alignment of Rotating EquipmentJayant SagadeNoch keine Bewertungen
- What Is Soft Foot' and Why Does It Affect Shaft AlignmentDokument4 SeitenWhat Is Soft Foot' and Why Does It Affect Shaft AlignmentAnand SinhaNoch keine Bewertungen
- Alignment PDFDokument61 SeitenAlignment PDFSumedh SinghNoch keine Bewertungen
- Rotating Pump AlignmentDokument39 SeitenRotating Pump Alignmenthanifni2173100% (2)
- Pump Alignment Report May 17Dokument1 SeitePump Alignment Report May 17maxh blumNoch keine Bewertungen
- WSTP 112ME Week 6-7 Notes 2022Dokument32 SeitenWSTP 112ME Week 6-7 Notes 2022Noel LecanielNoch keine Bewertungen
- Reverse Dial AlignmentDokument7 SeitenReverse Dial AlignmentPopescu CarmenNoch keine Bewertungen
- Mounting The Dial Indicator FixturesDokument10 SeitenMounting The Dial Indicator Fixturesmohamed elejmiNoch keine Bewertungen
- Dial GaugeDokument3 SeitenDial GaugeEnChick Pe'OtNoch keine Bewertungen
- Shaft Alignment MathDokument8 SeitenShaft Alignment MathJose RattiaNoch keine Bewertungen
- Effects of MisalignmentDokument50 SeitenEffects of MisalignmentRana RandhirNoch keine Bewertungen
- About Dial Gaug-WPS OfficeDokument6 SeitenAbout Dial Gaug-WPS Officeadebayo gabrielNoch keine Bewertungen
- Sa100 EnglishDokument28 SeitenSa100 Englishsudhanshu1994Noch keine Bewertungen
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsDokument5 SeitenStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkNoch keine Bewertungen
- QuickGuide Dial IndicatorsDokument4 SeitenQuickGuide Dial Indicatorsharim_meNoch keine Bewertungen
- Factors Influencing Alignment ProcedureDokument23 SeitenFactors Influencing Alignment ProcedureClint Garcia100% (1)
- Biomass GasificationDokument21 SeitenBiomass GasificationLê Đức PhúNoch keine Bewertungen
- Gas Turbine DescriptionDokument8 SeitenGas Turbine DescriptionSIVAPATHASEKARANNoch keine Bewertungen
- Submersible 150 MMDokument2 SeitenSubmersible 150 MMSIVAPATHASEKARANNoch keine Bewertungen
- ISO RatingDokument2 SeitenISO RatingSIVAPATHASEKARANNoch keine Bewertungen
- Pump Standards ComparisonDokument4 SeitenPump Standards ComparisonAnish Dani50% (2)
- Leakage Class of Control ValvesDokument4 SeitenLeakage Class of Control Valvesg1232003gNoch keine Bewertungen
- Cea - Standard Technical Specification For Main Plant Package (2 500 MW)Dokument1.011 SeitenCea - Standard Technical Specification For Main Plant Package (2 500 MW)vasudevapavanNoch keine Bewertungen
- Pump SelectionDokument112 SeitenPump SelectionSIVAPATHASEKARAN100% (6)
- Visual Basic ProgrammingDokument117 SeitenVisual Basic ProgrammingSIVAPATHASEKARAN100% (1)
- Gas Turbine PDFDokument747 SeitenGas Turbine PDFrrcardoso230100% (1)
- NPSH PumpsDokument3 SeitenNPSH PumpsChem.EnggNoch keine Bewertungen
- Specific SpeedDokument1 SeiteSpecific SpeedSIVAPATHASEKARANNoch keine Bewertungen
- SADokument3 SeitenSASIVAPATHASEKARANNoch keine Bewertungen
- Coagulants For Water Treatment: Application FeaturesDokument1 SeiteCoagulants For Water Treatment: Application FeaturesSIVAPATHASEKARANNoch keine Bewertungen
- Fundamental of Steam TurbineDokument50 SeitenFundamental of Steam TurbineImam Wahyudi100% (2)
- Best Practice Guide PumpDokument39 SeitenBest Practice Guide PumpjavgeekNoch keine Bewertungen
- Electircal Unit ConversionDokument8 SeitenElectircal Unit ConversionSIVAPATHASEKARANNoch keine Bewertungen
- High Efficiency Poly Electrolytes For Solid-Liquid SeparationDokument1 SeiteHigh Efficiency Poly Electrolytes For Solid-Liquid SeparationSIVAPATHASEKARANNoch keine Bewertungen
- Material Specifications: P-No. / Group No. Nominal Steel Designation Forgings Wrought Fittings Pipe Plate RemarksDokument1 SeiteMaterial Specifications: P-No. / Group No. Nominal Steel Designation Forgings Wrought Fittings Pipe Plate RemarksSIVAPATHASEKARAN100% (2)
- Flange TypesDokument1 SeiteFlange TypesHadi UtomoNoch keine Bewertungen
- Steam Its Generation and Use 41st EdDokument1.119 SeitenSteam Its Generation and Use 41st EdCarmine Saffioti100% (16)
- Tube SettlerDokument4 SeitenTube SettlerSIVAPATHASEKARAN100% (4)
- High Pressure and Efficient Boilers For Cogeneration ApplicationsDokument32 SeitenHigh Pressure and Efficient Boilers For Cogeneration ApplicationsSIVAPATHASEKARANNoch keine Bewertungen
- Basic GKDokument7 SeitenBasic GKSIVAPATHASEKARANNoch keine Bewertungen
- CPAR - Lesson 1 - Elements and Principles of Visual Arts - ModifiedDokument5 SeitenCPAR - Lesson 1 - Elements and Principles of Visual Arts - ModifiedRich BaguiNoch keine Bewertungen
- Functional Analysis: Ashok JoshiDokument32 SeitenFunctional Analysis: Ashok JoshiMadhvendra MishraNoch keine Bewertungen
- Staad ExcelentsDokument159 SeitenStaad ExcelentsCe Win100% (4)
- Atmel SAM-BA ToolDokument7 SeitenAtmel SAM-BA Tooleanet20130% (1)
- ADokument18 SeitenAPrince Oscar Jr. SabbalucaNoch keine Bewertungen
- Order of Complexity AnalysisDokument9 SeitenOrder of Complexity AnalysisMusic LifeNoch keine Bewertungen
- Vdocuments - MX Pampanga Temie2Dokument48 SeitenVdocuments - MX Pampanga Temie2Mark Daniel DequinaNoch keine Bewertungen
- 52 CalibPendulum C16578Dokument132 Seiten52 CalibPendulum C16578Abraham Cisneros GarcíaNoch keine Bewertungen
- Job Description PharmacistDokument4 SeitenJob Description PharmacistAbdiNoch keine Bewertungen
- Integral Cycle Speed Control of Single Phase Induction Motor Using At89c51 Microcontroller PDFDokument47 SeitenIntegral Cycle Speed Control of Single Phase Induction Motor Using At89c51 Microcontroller PDFrijilpoothadiNoch keine Bewertungen
- Completing The SquareDokument17 SeitenCompleting The Squarezoha shahzadNoch keine Bewertungen
- Test Point Insertion For Test Coverage Improvement in DFT - Design For Testability (DFT) .HTMLDokument75 SeitenTest Point Insertion For Test Coverage Improvement in DFT - Design For Testability (DFT) .HTMLIlaiyaveni IyanduraiNoch keine Bewertungen
- Enterprise Account Sales Manager in San Diego CA Resume Thomas WoodDokument3 SeitenEnterprise Account Sales Manager in San Diego CA Resume Thomas WoodThomasWoodNoch keine Bewertungen
- AC To DC Power Conversion IEEEDokument40 SeitenAC To DC Power Conversion IEEEvthiyagainNoch keine Bewertungen
- Let's Learn About SpreadsheetsDokument48 SeitenLet's Learn About SpreadsheetsHiltanasNoch keine Bewertungen
- Highlights: LL4 - LL5Dokument2 SeitenHighlights: LL4 - LL5Devendrasinh JadejaNoch keine Bewertungen
- CST Studio Suite - Release NotesDokument16 SeitenCST Studio Suite - Release NotesEman GuiruelaNoch keine Bewertungen
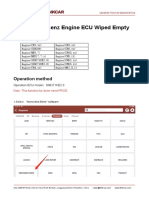
- Mercedes Benz Engine ECU Wiped EmptyDokument9 SeitenMercedes Benz Engine ECU Wiped EmptyP BNoch keine Bewertungen
- How To Control Speed of Stepper Motor by PotentiometerDokument5 SeitenHow To Control Speed of Stepper Motor by PotentiometerMihai Bogdan100% (1)
- Dixell xw270k - Xw271k-En-Gb-3722952Dokument2 SeitenDixell xw270k - Xw271k-En-Gb-3722952filipko123Noch keine Bewertungen
- ArgosMiniII BrochureDokument1 SeiteArgosMiniII BrochureMishaCveleNoch keine Bewertungen
- Case Study's Business EthicsDokument3 SeitenCase Study's Business EthicsSanjay SainiNoch keine Bewertungen
- Mackie 802VLZ3 HookupsDokument5 SeitenMackie 802VLZ3 HookupsDavid BenkoNoch keine Bewertungen
- Best Practices: Getting Started With Informix Connection ManagerDokument52 SeitenBest Practices: Getting Started With Informix Connection ManagergenNoch keine Bewertungen
- Computing For Scientists and Engineers A Workbook of Analysis, Numerics, and Applications (Thompson) (1992)Dokument458 SeitenComputing For Scientists and Engineers A Workbook of Analysis, Numerics, and Applications (Thompson) (1992)jumacoga100% (1)
- Transformer or Transformerless Ups (2003) (Koffler)Dokument3 SeitenTransformer or Transformerless Ups (2003) (Koffler)mapo mfaNoch keine Bewertungen
- Print Version - Ansi (Ieee) Protective Device NumberingDokument5 SeitenPrint Version - Ansi (Ieee) Protective Device NumberingParichay GuptoNoch keine Bewertungen
- I Ching Philosophy Inspired Optimization: July 2017Dokument9 SeitenI Ching Philosophy Inspired Optimization: July 2017Faizul Haslan Abu HassanNoch keine Bewertungen
- DSE9474 DSE9484 Data Sheet PDFDokument2 SeitenDSE9474 DSE9484 Data Sheet PDFAung MhNoch keine Bewertungen
- SAMDokument19 SeitenSAMOnita Dwi AgustinNoch keine Bewertungen