Das könnte Ihnen auch gefallen
- 1114 430423 Afr DODokument1 Seite1114 430423 Afr DOLuis OliveiraNoch keine Bewertungen
- CA 3 GD Panel Socket Product InfoDokument2 SeitenCA 3 GD Panel Socket Product InfoLuis OliveiraNoch keine Bewertungen
- Coach House Paper Model-01 PDFDokument1 SeiteCoach House Paper Model-01 PDFLuis OliveiraNoch keine Bewertungen
- A Day Dark As Night (Exalted 1) PDFDokument290 SeitenA Day Dark As Night (Exalted 1) PDFalocer_xul100% (2)
- Coach House Paper Model-05 PDFDokument1 SeiteCoach House Paper Model-05 PDFLuis OliveiraNoch keine Bewertungen
- Applique Armor On M4 Series Medium TanksDokument13 SeitenApplique Armor On M4 Series Medium TanksFordM4A3100% (8)
- Coach House Paper Model-03 PDFDokument1 SeiteCoach House Paper Model-03 PDFLuis OliveiraNoch keine Bewertungen
- CM 02 E 14S-2 P Surface Mounted ConnectorDokument2 SeitenCM 02 E 14S-2 P Surface Mounted ConnectorLuis OliveiraNoch keine Bewertungen
- Coach House Paper Model-04 PDFDokument1 SeiteCoach House Paper Model-04 PDFLuis OliveiraNoch keine Bewertungen
- Paper ModelDokument1 SeitePaper ModellittleGI4NT50% (2)
- Cognac Bidoit Shops PDFDokument1 SeiteCognac Bidoit Shops PDFLuis OliveiraNoch keine Bewertungen
- Single Layered PDFDokument5 SeitenSingle Layered PDFLuis Oliveira100% (1)
- Transform Any Meter into a Smart MeterDokument2 SeitenTransform Any Meter into a Smart MeterLuis OliveiraNoch keine Bewertungen
- Cloud Building Clamp WCC PDFDokument2 SeitenCloud Building Clamp WCC PDFLuis OliveiraNoch keine Bewertungen
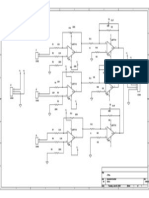
- Dual Op Amp Circuit SchematicDokument1 SeiteDual Op Amp Circuit SchematicLuis OliveiraNoch keine Bewertungen
- SSM3J02T Datasheet en 20071101 PDFDokument5 SeitenSSM3J02T Datasheet en 20071101 PDFLuis OliveiraNoch keine Bewertungen
- JSXXS XXX 5a PDFDokument2 SeitenJSXXS XXX 5a PDFLuis OliveiraNoch keine Bewertungen
- G S-2WDokument3 SeitenG S-2WLuis OliveiraNoch keine Bewertungen
- Fla Ts W Id TH A CR o SS: Female Socket M12x1 Angled, Frontmounting, Dip SolderDokument1 SeiteFla Ts W Id TH A CR o SS: Female Socket M12x1 Angled, Frontmounting, Dip SolderLuis OliveiraNoch keine Bewertungen
- Signs and Portents 34Dokument72 SeitenSigns and Portents 34Krypturian100% (1)
- Best Practice in Circuit Board Design: Tim Jarvis KTL-HullDokument6 SeitenBest Practice in Circuit Board Design: Tim Jarvis KTL-HullLuis OliveiraNoch keine Bewertungen
- White Scout Car PDFDokument2 SeitenWhite Scout Car PDFLuis OliveiraNoch keine Bewertungen
- Office of The Chief of Ordnance - Terminal Ballistic Data - Volume 3 - Bombs, Artillery, Mortar Fire and Rockets (August 1944)Dokument214 SeitenOffice of The Chief of Ordnance - Terminal Ballistic Data - Volume 3 - Bombs, Artillery, Mortar Fire and Rockets (August 1944)MarcMichael77100% (1)
- JSCXX XXXX 1a PDFDokument2 SeitenJSCXX XXXX 1a PDFLuis OliveiraNoch keine Bewertungen
- CT VT Basics SonnenbergDokument71 SeitenCT VT Basics SonnenbergAnonymous OCDJg17Z67% (3)
- 6571 UsingRogowski VS 20120913Dokument10 Seiten6571 UsingRogowski VS 20120913Luis OliveiraNoch keine Bewertungen
- Fundamentals of Grounding, From Circuit To SystemDokument81 SeitenFundamentals of Grounding, From Circuit To SystemLuis OliveiraNoch keine Bewertungen
- Terminal Ballistic Data II PDFDokument186 SeitenTerminal Ballistic Data II PDFLuis Oliveira100% (1)
- Datasheet: Typical USB 2.0/3.0 Application Block DiagramDokument2 SeitenDatasheet: Typical USB 2.0/3.0 Application Block DiagramLuis OliveiraNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Slurry Shield AdditivesDokument8 SeitenSlurry Shield AdditivesfabiodbdbNoch keine Bewertungen
- Slon Magnetic Separators Applied in TheDokument8 SeitenSlon Magnetic Separators Applied in TheMulti DELLNoch keine Bewertungen
- PCC Technova Series CPL Cylindrical ValvesDokument5 SeitenPCC Technova Series CPL Cylindrical ValvesAnju VijayanNoch keine Bewertungen
- Aci 318-14 RC-BM-001Dokument7 SeitenAci 318-14 RC-BM-001Bunkun15Noch keine Bewertungen
- About Welding Process 47Dokument1 SeiteAbout Welding Process 47XerexNoch keine Bewertungen
- Hans OerstedDokument17 SeitenHans OerstedseialuwisNoch keine Bewertungen
- PMR v39 I3 117 126Dokument10 SeitenPMR v39 I3 117 126rezaeibehrouzNoch keine Bewertungen
- Road Project Steps and Interview QuestionsDokument54 SeitenRoad Project Steps and Interview QuestionsaamirNoch keine Bewertungen
- Safety Data Sheet Loctite Super Glue Liquid: 1 Identification of The Substance/Preparation and Company/UndertakingDokument4 SeitenSafety Data Sheet Loctite Super Glue Liquid: 1 Identification of The Substance/Preparation and Company/UndertakingqualityfreekNoch keine Bewertungen
- BaugsDokument10 SeitenBaugsmarcoliveriniqzNoch keine Bewertungen
- WWW Visionalloys Com Stainless Steel Fasteners HTMLDokument4 SeitenWWW Visionalloys Com Stainless Steel Fasteners HTMLNikhil JainNoch keine Bewertungen
- TranslateDokument9 SeitenTranslateWira AdjieNoch keine Bewertungen
- ZOLLERN-Broschuere ZGF Legierungen ENGDokument16 SeitenZOLLERN-Broschuere ZGF Legierungen ENGPablo PadillaNoch keine Bewertungen
- Propylene - Carbonate Data SheetDokument2 SeitenPropylene - Carbonate Data SheetcNoch keine Bewertungen
- Alina Dawood - QS - Long AssignmentDokument11 SeitenAlina Dawood - QS - Long AssignmentK AndreNoch keine Bewertungen
- Organic Synthesis Capabilities and Core TechnologiesDokument8 SeitenOrganic Synthesis Capabilities and Core TechnologiesNguyễn Huy CườngNoch keine Bewertungen
- Filter Paper TestDokument14 SeitenFilter Paper TestSallam MohammedNoch keine Bewertungen
- Brosur Globond Alumunium Composite PanelDokument8 SeitenBrosur Globond Alumunium Composite PanelDede SubhanNoch keine Bewertungen
- Compact C Pump Flyer v2Dokument2 SeitenCompact C Pump Flyer v2GonzalezElizaNoch keine Bewertungen
- Disposable: VWR GlovesDokument25 SeitenDisposable: VWR GlovesSANJAY KHATRINoch keine Bewertungen
- HHD-S Cavity anchor installation guideDokument2 SeitenHHD-S Cavity anchor installation guideIngeniero Miguel VillarroelNoch keine Bewertungen
- Zimbabwe School Examinations Council Chemistry 6031/3Dokument12 SeitenZimbabwe School Examinations Council Chemistry 6031/3takundavs100% (2)
- Ds Oil and Grease TypesDokument2 SeitenDs Oil and Grease TypesIsaias BarbaNoch keine Bewertungen
- Lesker FeedthroughsDokument39 SeitenLesker FeedthroughspericoNoch keine Bewertungen
- Mechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFDokument28 SeitenMechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFRobert Michael CorpusNoch keine Bewertungen
- Revised PT Program April-May 2021 30% Discount Metal TestingDokument2 SeitenRevised PT Program April-May 2021 30% Discount Metal TestingSaravanan PNoch keine Bewertungen
- Module 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFDokument15 SeitenModule 7 (Maintenance Practices) Sub Module 7.11 (Bearings) PDFshareyhou0% (1)
- Sika Lightcrete I-500: Admixture For Lightweight ConcreteDokument3 SeitenSika Lightcrete I-500: Admixture For Lightweight ConcreteAmmar A. AliNoch keine Bewertungen
- Fruit Juice ClarificationDokument26 SeitenFruit Juice ClarificationRoshan JainNoch keine Bewertungen
- DBR Cvs AuditoriumDokument9 SeitenDBR Cvs AuditoriumJohn JacksonNoch keine Bewertungen