Das könnte Ihnen auch gefallen
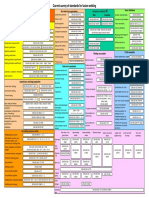
- Standards survey for fusion welding qualityDokument1 SeiteStandards survey for fusion welding qualitybasaricaNoch keine Bewertungen
- Method of Statement For Wrapping and Coating of Underground PipingDokument4 SeitenMethod of Statement For Wrapping and Coating of Underground PipingKarthikNoch keine Bewertungen
- Itp Concrete CoatingDokument4 SeitenItp Concrete Coatingkaml100% (1)
- Itp Internal CoatingDokument4 SeitenItp Internal CoatingkamlNoch keine Bewertungen
- 010 - ITP For Hydro TestDokument5 Seiten010 - ITP For Hydro TestSam Jose0% (2)
- Welder Id Card DhavalDokument18 SeitenWelder Id Card DhavalDhaval engineeringNoch keine Bewertungen
- Piping Support Fabrication Safe Work Method StatementDokument8 SeitenPiping Support Fabrication Safe Work Method StatementHichem BklNoch keine Bewertungen
- GRE Pipes Inspection Test PlanDokument6 SeitenGRE Pipes Inspection Test PlanMat RidhanNoch keine Bewertungen
- Kalseng 2 CFSPP Painting Inspection ReportDokument2 SeitenKalseng 2 CFSPP Painting Inspection ReportKilerz 91100% (2)
- 12 Procedure For Coating Wrapping Rev 01Dokument6 Seiten12 Procedure For Coating Wrapping Rev 01dnbinh100% (2)
- GRP Bonding ProcedureDokument19 SeitenGRP Bonding Proceduremahi1437100% (1)
- Materials Reliability Program A Review of Thermal Aging Embrittlement in Pressurized Water Reactors (MRP-80) PDFDokument116 SeitenMaterials Reliability Program A Review of Thermal Aging Embrittlement in Pressurized Water Reactors (MRP-80) PDFJorge PerdigonNoch keine Bewertungen
- Painting Report FormatDokument1 SeitePainting Report FormatZulHafiz100% (1)
- 5 - Tank Itp - Inspection & Test Plan For TanksDokument9 Seiten5 - Tank Itp - Inspection & Test Plan For Tanksmandi100% (1)
- Blast & Paint Inspection Report SummaryDokument1 SeiteBlast & Paint Inspection Report SummaryChethan100% (1)
- GASOLINE STORAGE TANK INSPECTION AND TEST PLANDokument1 SeiteGASOLINE STORAGE TANK INSPECTION AND TEST PLANAmer Y KNoch keine Bewertungen
- Welding Handbook - Welding Processes-Arc and Gas Welding and Cutting, Brazing, and SolderingDokument600 SeitenWelding Handbook - Welding Processes-Arc and Gas Welding and Cutting, Brazing, and SolderingAnonymous QHMuqEMBmNoch keine Bewertungen
- Painting Inspection ReportDokument1 SeitePainting Inspection Reportعبداللة العبداللةNoch keine Bewertungen
- 6) Pneumatic Pressure TestDokument3 Seiten6) Pneumatic Pressure Testbacabacabaca100% (1)
- Method Statement For Welding RepairDokument7 SeitenMethod Statement For Welding RepairHarun AkkayaNoch keine Bewertungen
- AB Die Casting EngDokument24 SeitenAB Die Casting Engkaniappan sakthivelNoch keine Bewertungen
- UNS No. British Specs Alloy Name Trade Name: Nickel and High Temperature AlloysDokument24 SeitenUNS No. British Specs Alloy Name Trade Name: Nickel and High Temperature AlloysJoaquin AlvarezNoch keine Bewertungen
- Check List After HydrotestDokument1 SeiteCheck List After Hydrotestரமேஷ் பாலக்காடு91% (11)
- Iso 17632 2015 en PDFDokument11 SeitenIso 17632 2015 en PDFalok9870% (1)
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureDokument34 Seiten000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- 201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0Dokument1 Seite201485-25000-QP-01-B Inspection Test Plan (ITP) For FRP Tank R0muchamad yasin100% (1)
- Procedure for holiday testingDokument2 SeitenProcedure for holiday testingSaptarshi MandalNoch keine Bewertungen
- WP 11 Corrosion Protection Tape Coating123Dokument3 SeitenWP 11 Corrosion Protection Tape Coating123KarthikNoch keine Bewertungen
- SA04C2-T-MET-AAG-00037 Hydrotest Method StatementDokument25 SeitenSA04C2-T-MET-AAG-00037 Hydrotest Method StatementABAID ULLAH100% (2)
- Procedure For Tubing & ExpansionDokument6 SeitenProcedure For Tubing & ExpansionBoby ThomasNoch keine Bewertungen
- Flushing & Cleaning Piping Report QCF 327Dokument1 SeiteFlushing & Cleaning Piping Report QCF 327Ahmed GomaaNoch keine Bewertungen
- Painting ReportDokument1 SeitePainting Reportbaidu1980Noch keine Bewertungen
- Itp and Test Plan Rubber Fender Rev. 0Dokument5 SeitenItp and Test Plan Rubber Fender Rev. 0Danu Sutanto100% (1)
- Lesson Plan For Training of Pipe Fitter & PlumberDokument116 SeitenLesson Plan For Training of Pipe Fitter & PlumberAbu AnoopNoch keine Bewertungen
- MIP17-MS-2012 Method Statement For Fabrication and Installation of PipingDokument23 SeitenMIP17-MS-2012 Method Statement For Fabrication and Installation of PipingAmeerHamzaWarraichNoch keine Bewertungen
- CASE IH MAXXUM 125 Multicontroller TRACTOR Service Repair Manual PDFDokument120 SeitenCASE IH MAXXUM 125 Multicontroller TRACTOR Service Repair Manual PDFjfjksekdmeik100% (3)
- UG PIPING COATINGDokument10 SeitenUG PIPING COATINGcloud23Noch keine Bewertungen
- Itp-Fbe Pipe CoatingDokument4 SeitenItp-Fbe Pipe CoatingpertmasterNoch keine Bewertungen
- LAMINATION PROCEDURE RTR PIPE JOINTSDokument2 SeitenLAMINATION PROCEDURE RTR PIPE JOINTSNajeeb Ur Rahman100% (6)
- Joint Coating Application & Pipe Coating Procedure-009-RappDokument8 SeitenJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNoch keine Bewertungen
- PQT ProcedureDokument7 SeitenPQT ProcedureCak Nhass100% (2)
- Method Statement For Leakage Testing of Gravity Sewer LineDokument3 SeitenMethod Statement For Leakage Testing of Gravity Sewer LinePrem Kumar100% (2)
- Surface Preparation and Painting Procedure Rev 01 PDFDokument23 SeitenSurface Preparation and Painting Procedure Rev 01 PDFNaceur Turki100% (3)
- Hydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkDokument8 SeitenHydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkCipta Adikarya100% (1)
- SOP - 06 - Visual and Dimensional ProcedureDokument22 SeitenSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasNoch keine Bewertungen
- E 273 - 15Dokument5 SeitenE 273 - 15juan f100% (1)
- Install Insulation ProcedureDokument3 SeitenInstall Insulation ProcedureabimanyubawonoNoch keine Bewertungen
- Astm E608Dokument8 SeitenAstm E608AlbertoNoch keine Bewertungen
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDokument36 SeitenDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823Noch keine Bewertungen
- WP 11 Corrosion Protection Tape CoatingDokument3 SeitenWP 11 Corrosion Protection Tape CoatingKarthikNoch keine Bewertungen
- Daily Paint ReportDokument2 SeitenDaily Paint Reportcarey stewart100% (3)
- SMAW Welding ModuleDokument44 SeitenSMAW Welding ModuleAko Lang Poh100% (5)
- Blasting & Painting Report for Project NOV OCS/BPR/1115/001Dokument2 SeitenBlasting & Painting Report for Project NOV OCS/BPR/1115/001vinothNoch keine Bewertungen
- Hydrotest ProcedureDokument6 SeitenHydrotest Procedurebagusu_6Noch keine Bewertungen
- ITP Blasting Painting.Dokument2 SeitenITP Blasting Painting.mohd as shahiddin jafri100% (4)
- Blasting Painting ProcedureDokument4 SeitenBlasting Painting ProcedureRyanNoch keine Bewertungen
- Itp For InsulationDokument14 SeitenItp For InsulationHytham El-NoubyNoch keine Bewertungen
- Hydrotest Procedure For PipingDokument4 SeitenHydrotest Procedure For Pipingsuria qaqcNoch keine Bewertungen
- INSPECTION AND TEST PLAN FOR PIPE RACK AND PIPING PAINTING WORKSDokument2 SeitenINSPECTION AND TEST PLAN FOR PIPE RACK AND PIPING PAINTING WORKSRanjan KumarNoch keine Bewertungen
- Holiday Tester Voltage Setting CalculationDokument4 SeitenHoliday Tester Voltage Setting Calculationjojeecares100% (1)
- Shallow Water Pipelay Barge AccommodationDokument27 SeitenShallow Water Pipelay Barge AccommodationVirgil Titimeaua100% (1)
- Bolted Flanged Joints New Methods Practices ProceedingsDokument2 SeitenBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNoch keine Bewertungen
- DSM-xxx-0xxx-xx, Checklist For HDPE Piping InstallationDokument1 SeiteDSM-xxx-0xxx-xx, Checklist For HDPE Piping Installationkadir tanzania100% (4)
- Specification For Painting-Piping & EquipmentDokument21 SeitenSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- PSP-06 (Blasting & Painting Procedure)Dokument6 SeitenPSP-06 (Blasting & Painting Procedure)beruslee82% (11)
- Procedure For Wrapping & Coating Rev2Dokument4 SeitenProcedure For Wrapping & Coating Rev2Alpesh100% (5)
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Dokument9 SeitenMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNoch keine Bewertungen
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectDokument5 SeitenMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- WSA Line 5 Anchor Bolt Tightening Inspection ReportDokument1 SeiteWSA Line 5 Anchor Bolt Tightening Inspection ReportMahfudRido'iRonggomaniaNoch keine Bewertungen
- Ayari Maher: Qualified Welder I.D.CardDokument10 SeitenAyari Maher: Qualified Welder I.D.CardZouhair BenmabroukNoch keine Bewertungen
- DPT Acceptance Code ReferenceDokument5 SeitenDPT Acceptance Code ReferenceMidhun K Chandrabose100% (2)
- Field Joint CoatingDokument7 SeitenField Joint Coatingkrishna3794Noch keine Bewertungen
- Appendix D - Specification For Coating & Wrapping of Underground PipiDokument13 SeitenAppendix D - Specification For Coating & Wrapping of Underground PipivgestantyoNoch keine Bewertungen
- ISO 9606-3 1999 Qualification Testing of Welders-Fusion Welding Part 3 Copper and Copper AlloysDokument30 SeitenISO 9606-3 1999 Qualification Testing of Welders-Fusion Welding Part 3 Copper and Copper AlloysJames HurtadoNoch keine Bewertungen
- Attachment 1 DLT 5017-2007Dokument67 SeitenAttachment 1 DLT 5017-2007Andi Baso Temalala STNoch keine Bewertungen
- Question 11 To 20Dokument37 SeitenQuestion 11 To 20Ehsan KhanNoch keine Bewertungen
- Plasma Arc Cutting Set: Service ManualDokument14 SeitenPlasma Arc Cutting Set: Service ManualfedericoNoch keine Bewertungen
- ASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsDokument5 SeitenASTM A372-A372M-03 Standard Specification For Carbon and Alloy Steel Forgings For Thin-Walled Pressure VesselsAarón Escorza MistránNoch keine Bewertungen
- Rir Csfyyr Eè E, Oa MPP Ru RK Osq Lajpuk Blikr Fof'Kf"V: HKKJRH EkudDokument13 SeitenRir Csfyyr Eè E, Oa MPP Ru RK Osq Lajpuk Blikr Fof'Kf"V: HKKJRH EkudAnuradhaPatraNoch keine Bewertungen
- Various Types of Shear Connectors in ComDokument4 SeitenVarious Types of Shear Connectors in ComraviciviltNoch keine Bewertungen
- Akasison Siphonic Drainage Downpipe Systems ComponentsDokument1 SeiteAkasison Siphonic Drainage Downpipe Systems ComponentsebsboliviaNoch keine Bewertungen
- Section 2 - Nikko Welding ConsumablesDokument9 SeitenSection 2 - Nikko Welding Consumablesangga franugrahaNoch keine Bewertungen
- Rebuild/Repair Manual: Fifth Wheel Top PlatesDokument20 SeitenRebuild/Repair Manual: Fifth Wheel Top PlatesDaansuNoch keine Bewertungen
- Zincalume® Steel BrochureDokument16 SeitenZincalume® Steel BrochureGeni SamudraNoch keine Bewertungen
- Polyurethane Coating Specification Steel PipeDokument11 SeitenPolyurethane Coating Specification Steel PipeDaniel Barni HulbertNoch keine Bewertungen
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFDokument4 SeitenConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Noch keine Bewertungen
- Og&C Standard Work Process Procedure Welder Training and Instructor QualificationDokument8 SeitenOg&C Standard Work Process Procedure Welder Training and Instructor QualificationGordon LongforganNoch keine Bewertungen
- Welded Products BrochureDokument12 SeitenWelded Products BrochureIrfan HilmanNoch keine Bewertungen
- RFQ - Floor Leveling and ResurfacingDokument7 SeitenRFQ - Floor Leveling and ResurfacingSad GuruNoch keine Bewertungen
- Frequently Asked Questions About HardfacingDokument11 SeitenFrequently Asked Questions About HardfacingShariq KhanNoch keine Bewertungen