Das könnte Ihnen auch gefallen
- SIP T2300 Generator ManualDokument8 SeitenSIP T2300 Generator ManualMatt Robinson100% (1)
- Soldering, Brazing & WeldingDokument150 SeitenSoldering, Brazing & WeldingVasy21Noch keine Bewertungen
- PC2800LR Generator ManualDokument14 SeitenPC2800LR Generator ManualMatt Robinson67% (3)
- Newman Energy BookDokument338 SeitenNewman Energy Bookazizashabazz100% (6)
- Knots and HitchesDokument16 SeitenKnots and HitchesMatt RobinsonNoch keine Bewertungen
- Reality BendingDokument22 SeitenReality BendingDon Reginaldo Mora100% (1)
- Popular Mechanics - Hobby Lathe#1Dokument19 SeitenPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- Engineering - Metalworking - Lathe - Turning II - EITB Instruction ManualDokument100 SeitenEngineering - Metalworking - Lathe - Turning II - EITB Instruction ManualtherobroyNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 3 BPI Employee Union-Davao V BPI - DigestDokument1 Seite3 BPI Employee Union-Davao V BPI - DigestRonyr RamosNoch keine Bewertungen
- F20-W21 - LP1 LP2 Instructions and Grading Rubric-STUDENT VersionDokument9 SeitenF20-W21 - LP1 LP2 Instructions and Grading Rubric-STUDENT VersionjohnamenNoch keine Bewertungen
- Adobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ADokument1 SeiteAdobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ARd Fgt36% (22)
- Mosfet PDFDokument13 SeitenMosfet PDFTad-electronics TadelectronicsNoch keine Bewertungen
- (DO-CYT-T1-16) - KASSAHUN ComparisionDokument126 Seiten(DO-CYT-T1-16) - KASSAHUN ComparisionMohammed AdaneNoch keine Bewertungen
- Converted File d7206cc0Dokument15 SeitenConverted File d7206cc0warzarwNoch keine Bewertungen
- Ganbare Douki Chan MALDokument5 SeitenGanbare Douki Chan MALShivam AgnihotriNoch keine Bewertungen
- Market & Industry Analysis CheckDokument2 SeitenMarket & Industry Analysis CheckAndhika FarrasNoch keine Bewertungen
- How To Google Like A Pro-10 Tips For More Effective GooglingDokument10 SeitenHow To Google Like A Pro-10 Tips For More Effective GooglingMinh Dang HoangNoch keine Bewertungen
- Willie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFDokument236 SeitenWillie Chee Keong Tan - Research Methods (2018, World Scientific Publishing Company) - Libgen - Li PDFakshar pandavNoch keine Bewertungen
- Aegis SGR BrochureDokument2 SeitenAegis SGR BrochureAmazonas ManutençãoNoch keine Bewertungen
- Relationship Between Effective Pain Management and Patient RecoveryDokument4 SeitenRelationship Between Effective Pain Management and Patient RecoveryAkinyiNoch keine Bewertungen
- Soal Pat Inggris 11Dokument56 SeitenSoal Pat Inggris 11dodol garutNoch keine Bewertungen
- T. Herndon, M. Asch, R. Pollin - Does High Public Debt Consistently Stifle Economic Growth. A Critique of Reinhart and RogoffDokument26 SeitenT. Herndon, M. Asch, R. Pollin - Does High Public Debt Consistently Stifle Economic Growth. A Critique of Reinhart and RogoffDemocracia real YANoch keine Bewertungen
- ID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFDokument11 SeitenID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFAmelia AmelNoch keine Bewertungen
- Caf 8 Aud Spring 2022Dokument3 SeitenCaf 8 Aud Spring 2022Huma BashirNoch keine Bewertungen
- SWOT Analysis of Fruit Juice BusinessDokument16 SeitenSWOT Analysis of Fruit Juice BusinessMultiple UzersNoch keine Bewertungen
- Rochester MN Unified Development Code (Draft)Dokument442 SeitenRochester MN Unified Development Code (Draft)randyNoch keine Bewertungen
- Restructuring The Circular Economy Into The Resource Based Economy (Michaux, 2021)Dokument126 SeitenRestructuring The Circular Economy Into The Resource Based Economy (Michaux, 2021)CliffhangerNoch keine Bewertungen
- Infineon ICE3BXX65J DS v02 - 09 en PDFDokument28 SeitenInfineon ICE3BXX65J DS v02 - 09 en PDFcadizmabNoch keine Bewertungen
- GPU Programming in MATLABDokument6 SeitenGPU Programming in MATLABkhaardNoch keine Bewertungen
- Investigations in Environmental Science: A Case-Based Approach To The Study of Environmental Systems (Cases)Dokument16 SeitenInvestigations in Environmental Science: A Case-Based Approach To The Study of Environmental Systems (Cases)geodeNoch keine Bewertungen
- Chap1 7Dokument292 SeitenChap1 7Zorez ShabkhezNoch keine Bewertungen
- CCW Armored Composite OMNICABLEDokument2 SeitenCCW Armored Composite OMNICABLELuis DGNoch keine Bewertungen
- Project Description and DefinitionDokument7 SeitenProject Description and DefinitionAlbert Jonnel DomingoNoch keine Bewertungen
- 2012 NAPTIN DocumentDokument48 Seiten2012 NAPTIN DocumentbenaikodonNoch keine Bewertungen
- This Study Resource Was: ExercisesDokument1 SeiteThis Study Resource Was: Exercisesىوسوكي صانتوسNoch keine Bewertungen
- Deped Tacloban City 05202020 PDFDokument2 SeitenDeped Tacloban City 05202020 PDFDon MarkNoch keine Bewertungen
- Financial Audit NotesDokument11 SeitenFinancial Audit NotesMamunoor RashidNoch keine Bewertungen
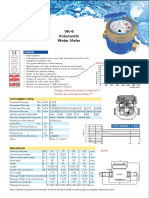
- Baylan: VK-6 Volumetric Water MeterDokument1 SeiteBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaNoch keine Bewertungen