Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
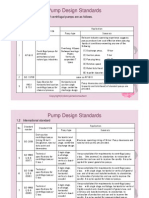
- Pump Standards ComparisonDokument4 SeitenPump Standards ComparisonAnish Dani50% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- 9200 9P 007 - R1Dokument25 Seiten9200 9P 007 - R1Yuda SatriaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- CONOCO PHILLIPS SpecDokument21 SeitenCONOCO PHILLIPS SpecYuda Satria100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- 9200 9P 006 - R2Dokument34 Seiten9200 9P 006 - R2Yuda SatriaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- 9200 9P 005 - R2Dokument23 Seiten9200 9P 005 - R2Yuda Satria100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- 9200 9P 009 - R1Dokument14 Seiten9200 9P 009 - R1Yuda SatriaNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Detail Waktu - Per Tim DisiplinDokument1 SeiteDetail Waktu - Per Tim DisiplinYuda SatriaNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 9200 9L 039 - R2Dokument17 Seiten9200 9L 039 - R2Yuda SatriaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Toyo 1-55Dokument435 SeitenToyo 1-55Yuda Satria100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Asme InterpretationDokument72 SeitenAsme Interpretationbbmoksh100% (2)
- 9200 9L 039 - R2Dokument17 Seiten9200 9L 039 - R2Yuda SatriaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Asme b18.2.3Dokument19 SeitenAsme b18.2.3amrandconanNoch keine Bewertungen
- Toyo 56-87Dokument123 SeitenToyo 56-87Yuda SatriaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDokument1 SeiteAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501Noch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Pump Standards ComparisonDokument4 SeitenPump Standards ComparisonAnish Dani50% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Asme 1 CodesDokument3 SeitenAsme 1 CodesmilesmiconNoch keine Bewertungen
- Sec 1 PT PWT PDFDokument7 SeitenSec 1 PT PWT PDFYuda SatriaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Part PR Requirements For Boilers Fabricated by RivetingDokument1 SeitePart PR Requirements For Boilers Fabricated by RivetingYuda SatriaNoch keine Bewertungen
- Appendix Nf-I: (In The Course of Preparation)Dokument2 SeitenAppendix Nf-I: (In The Course of Preparation)Yuda SatriaNoch keine Bewertungen
- Asme V Si UnitsDokument3 SeitenAsme V Si UnitsvidhisukhadiyaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Test Standard Benefits ArticleDokument8 SeitenTest Standard Benefits Articleverat81Noch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Asme11 SummaryDokument4 SeitenAsme11 SummaryAlfredo MedinaNoch keine Bewertungen
- Stds XrefDokument2 SeitenStds XrefAnonymous qhVGVpNoch keine Bewertungen
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDokument1 SeiteAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501Noch keine Bewertungen
- H99appnf IIDokument2 SeitenH99appnf IIYuda SatriaNoch keine Bewertungen
- Asme V Si UnitsDokument3 SeitenAsme V Si UnitsvidhisukhadiyaNoch keine Bewertungen
- H 99 Sec 3 NF 5000Dokument4 SeitenH 99 Sec 3 NF 5000Yuda SatriaNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- ARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceDokument2 SeitenARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceYuda SatriaNoch keine Bewertungen
- Asme11 SummaryDokument4 SeitenAsme11 SummaryAlfredo MedinaNoch keine Bewertungen
- Sec3ne 6000Dokument6 SeitenSec3ne 6000Yuda SatriaNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)