Das könnte Ihnen auch gefallen
- Traffic Light System in Garment IndustryDokument11 SeitenTraffic Light System in Garment IndustryGopal Dixit0% (1)
- Fabric and Apparel Performance Testing ProtocolDokument23 SeitenFabric and Apparel Performance Testing Protocolarikingkong7027100% (1)
- SOP of Fabric InspectionDokument6 SeitenSOP of Fabric Inspectionmorshed_mahamud7055100% (3)
- Spreading and Cutting of Apparel ProductsDokument95 SeitenSpreading and Cutting of Apparel Productszoomerfins2297% (30)
- Psychometric Success Mechanical Reasoning - Practice Test 1 PDFDokument12 SeitenPsychometric Success Mechanical Reasoning - Practice Test 1 PDFKonul AlizadehNoch keine Bewertungen
- F-02 Fabric Inspection ManualDokument13 SeitenF-02 Fabric Inspection Manualzoomerfins22100% (1)
- Ammonia Tech Manual 2002Dokument28 SeitenAmmonia Tech Manual 2002Talha Bin Zubair0% (1)
- Training Module For Finishing Checkers in A Garment FactoryDokument26 SeitenTraining Module For Finishing Checkers in A Garment FactoryVachan Abhilekh Thakur100% (3)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
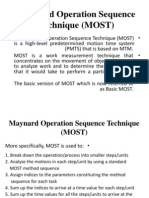
- Maynard Operation Sequence Technique (MOST)Dokument8 SeitenMaynard Operation Sequence Technique (MOST)VivekNoch keine Bewertungen
- Psychometric Success Abstract Reasoning - Practice Test 1Dokument13 SeitenPsychometric Success Abstract Reasoning - Practice Test 1Ambrose Zaffar75% (16)
- Aerie Inspection ManualDokument40 SeitenAerie Inspection Manualzoomerfins2250% (4)
- Proteccion Contra Sobretensiones PDFDokument84 SeitenProteccion Contra Sobretensiones PDFgilbertomjcNoch keine Bewertungen
- Six Sigma For The Apparel IndustryDokument2 SeitenSix Sigma For The Apparel IndustryNhan NguyenNoch keine Bewertungen
- Six Sigma in Textile IndustryDokument4 SeitenSix Sigma in Textile IndustrySyed Adnan Naqvi100% (1)
- TLS PDFDokument36 SeitenTLS PDFAmrita KhatriNoch keine Bewertungen
- Implementing Industrial Engineering As A Tool in The IndustryDokument37 SeitenImplementing Industrial Engineering As A Tool in The IndustryMeenal GraceNoch keine Bewertungen
- 1 Implementation of Six Sigma To MinimizeDokument8 Seiten1 Implementation of Six Sigma To MinimizeSHASHANK ROHITNoch keine Bewertungen
- Formula#1Dokument13 SeitenFormula#1AuraNoch keine Bewertungen
- Factory Report 2Dokument6 SeitenFactory Report 2Chen Wei Sassei-KetsuNoch keine Bewertungen
- Consulting Guideline - Quality AssuranceDokument81 SeitenConsulting Guideline - Quality AssuranceSuhail IqbalNoch keine Bewertungen
- Rationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementDokument57 SeitenRationalizing Sampling Efficiency of An Export House Through Effective Inventory ManagementanishaNoch keine Bewertungen
- Apparel Quality Management: Assignment Ii Total Quality Management Practices in Opex Group, BangladeshDokument11 SeitenApparel Quality Management: Assignment Ii Total Quality Management Practices in Opex Group, BangladeshShivani JayanthNoch keine Bewertungen
- Garments InspectionDokument69 SeitenGarments InspectionZubair ShafqatNoch keine Bewertungen
- Fast React Evolve Case Study MaduraDokument2 SeitenFast React Evolve Case Study MaduraNt93100% (1)
- Lean in Apparel IndustryDokument52 SeitenLean in Apparel IndustryWaqar Afzal100% (1)
- Sewing Quality Control SOPDokument3 SeitenSewing Quality Control SOPsok daraNoch keine Bewertungen
- Quality Management EssentialsDokument24 SeitenQuality Management EssentialsBiraj GhimireNoch keine Bewertungen
- Quality Control in Apparel IndustryDokument17 SeitenQuality Control in Apparel Industrygayathri dinesanNoch keine Bewertungen
- Fabric Defects: - Causes - Types - 4 Point System For MeasuringDokument8 SeitenFabric Defects: - Causes - Types - 4 Point System For MeasuringTarang MathurNoch keine Bewertungen
- QCM - Quality Control in Garments IndustryDokument21 SeitenQCM - Quality Control in Garments IndustrysatexNoch keine Bewertungen
- 20 Ways To Improve Productivity in Garment Production and Planning CapacityDokument8 Seiten20 Ways To Improve Productivity in Garment Production and Planning CapacityCucak RowoNoch keine Bewertungen
- QC Tools in Apparel Industry Submitted by Priyanka KumariDokument22 SeitenQC Tools in Apparel Industry Submitted by Priyanka Kumaripriyanka royNoch keine Bewertungen
- Productivity in Apparel ManufacturingDokument7 SeitenProductivity in Apparel ManufacturingAmar Nath PrasadNoch keine Bewertungen
- 5S Implementation at The Trim Store and Sampling DepartmentDokument17 Seiten5S Implementation at The Trim Store and Sampling DepartmentAbhishek KumarNoch keine Bewertungen
- Cutting Room Planning: ATDC, BhubaneswarDokument37 SeitenCutting Room Planning: ATDC, BhubaneswarBinoy MundaNoch keine Bewertungen
- Quality Management in Apparel Industry PDFDokument9 SeitenQuality Management in Apparel Industry PDFJyoti Rawal0% (1)
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDokument80 SeitenImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedNoch keine Bewertungen
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDokument50 SeitenArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaNoch keine Bewertungen
- Various Ways to Improve Productivity in the Garment IndustryDokument7 SeitenVarious Ways to Improve Productivity in the Garment IndustryShoaib AzizNoch keine Bewertungen
- GarmentDokument10 SeitenGarmentTran Quoc VietNoch keine Bewertungen
- How To Estimate Garment Production?: Formula For Production EstimationDokument2 SeitenHow To Estimate Garment Production?: Formula For Production EstimationMuruganathan M Muruganathan MNoch keine Bewertungen
- Fabric Quality HandbookDokument51 SeitenFabric Quality HandbookMorshed MahamudNoch keine Bewertungen
- Lecture-01 (TQM-Introduction To Quality Control Management) PDFDokument30 SeitenLecture-01 (TQM-Introduction To Quality Control Management) PDFZahid Hasan OpuNoch keine Bewertungen
- Plant LayoutDokument113 SeitenPlant LayoutMadhusmita BoroNoch keine Bewertungen
- Improvement of Productivity of A Sewing Line by Using Line Balancing TechniqueDokument22 SeitenImprovement of Productivity of A Sewing Line by Using Line Balancing TechniqueAronno ChowdhuryNoch keine Bewertungen
- Best Practice of Garments Washing Factory SOP WORKDokument20 SeitenBest Practice of Garments Washing Factory SOP WORKMd IslamNoch keine Bewertungen
- Apparel Quality Management - 11 Sewing Performance AnalysisDokument36 SeitenApparel Quality Management - 11 Sewing Performance AnalysisNadarajNoch keine Bewertungen
- Cutting and Spreading Fabric EfficientlyDokument7 SeitenCutting and Spreading Fabric EfficientlyAlemu HaileNoch keine Bewertungen
- Role of MerchandiserDokument16 SeitenRole of MerchandiserStutiGoenkaNoch keine Bewertungen
- Quality Control & Control ChartsDokument23 SeitenQuality Control & Control ChartsEdelyn AgadNoch keine Bewertungen
- Training and Development of Supervisor For Garment Manufacturing IndustriesDokument16 SeitenTraining and Development of Supervisor For Garment Manufacturing IndustriesNaresh Yadav100% (1)
- Atlabs: Apparel Testing LaboratoriesDokument1 SeiteAtlabs: Apparel Testing Laboratoriesnavinvijay2Noch keine Bewertungen
- Standardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Dokument8 SeitenStandardization of Apparel Manufacturing Industry Focusing On "Cutting Section"Anish RajNoch keine Bewertungen
- Fabric UtilizationDokument8 SeitenFabric Utilizationranjann349Noch keine Bewertungen
- Process Flow Chart of Banswara Garment Kadaiya Unit AvinashDokument23 SeitenProcess Flow Chart of Banswara Garment Kadaiya Unit AvinashakashNoch keine Bewertungen
- Garment L-IDokument70 SeitenGarment L-Isiyoum negashNoch keine Bewertungen
- Apparel Production Systems ExplainedDokument25 SeitenApparel Production Systems ExplainedPuja PrasadNoch keine Bewertungen
- Role of IT in Lean ManufacturingDokument6 SeitenRole of IT in Lean ManufacturingNatala WillzNoch keine Bewertungen
- Quality Control in Garment IndustryDokument4 SeitenQuality Control in Garment IndustryOnlineClothing Study100% (1)
- 7 Common Myths About Manufacturing Management: What Chinese Factory Managers Need To KnowDokument20 Seiten7 Common Myths About Manufacturing Management: What Chinese Factory Managers Need To KnowraiyanduNoch keine Bewertungen
- Study On Lean Manufacturing Process in Garments ProductionDokument4 SeitenStudy On Lean Manufacturing Process in Garments ProductionAnaliza IcsNoch keine Bewertungen
- Training On Industrial Engineering Basics For RMGDokument2 SeitenTraining On Industrial Engineering Basics For RMGSalil BiswasNoch keine Bewertungen
- Quality Controls in Cutting RoomDokument34 SeitenQuality Controls in Cutting RoomSehrish NaveedNoch keine Bewertungen
- Complete Care LabellingDokument12 SeitenComplete Care Labellingimran24Noch keine Bewertungen
- Carr and Latham's Technology of Clothing ManufactureVon EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerBewertung: 4 von 5 Sternen4/5 (1)
- Everything You Need To Know About What Is Six Sigma PDFDokument11 SeitenEverything You Need To Know About What Is Six Sigma PDFganes krishNoch keine Bewertungen
- Six Sigma Breakthroughs in Quality: Industrial Engineering 361Dokument7 SeitenSix Sigma Breakthroughs in Quality: Industrial Engineering 361khaire_crNoch keine Bewertungen
- The Six Sigma Method: Boost quality and consistency in your businessVon EverandThe Six Sigma Method: Boost quality and consistency in your businessBewertung: 3 von 5 Sternen3/5 (2)
- Six SigmaDokument5 SeitenSix SigmaramakgpxNoch keine Bewertungen
- Six Sigma ModuleDokument35 SeitenSix Sigma ModuleDeanne Colleen Dela CruzNoch keine Bewertungen
- Maintenance ManagementDokument218 SeitenMaintenance Managementzoomerfins22100% (17)
- Fabric and Apparel Performance Testing ProtocolDokument23 SeitenFabric and Apparel Performance Testing Protocolzoomerfins22Noch keine Bewertungen
- Productivity Improvement ChecklistDokument6 SeitenProductivity Improvement Checklistzoomerfins22Noch keine Bewertungen
- Chapter 5 - Production Planning and ControlDokument43 SeitenChapter 5 - Production Planning and Controlzoomerfins22Noch keine Bewertungen
- C-TPAT Requirements For Import Suppliers - v3 (English Version)Dokument12 SeitenC-TPAT Requirements For Import Suppliers - v3 (English Version)zoomerfins22Noch keine Bewertungen
- Manufacturing Excellence IntroductionDokument65 SeitenManufacturing Excellence Introductionzoomerfins22Noch keine Bewertungen
- Marker ModesDokument6 SeitenMarker ModesSumit KumarNoch keine Bewertungen
- Psychometric Success Spatial Ability - Practice Test 1 PDFDokument12 SeitenPsychometric Success Spatial Ability - Practice Test 1 PDFsalica4gbNoch keine Bewertungen
- Work Measurement Techniques - MostDokument31 SeitenWork Measurement Techniques - Mostzoomerfins22Noch keine Bewertungen
- Man Ex KL479Dokument23 SeitenMan Ex KL479Ankit DixitNoch keine Bewertungen
- The Balanced Scorecard ApproachDokument15 SeitenThe Balanced Scorecard ApproachRobin PalmerNoch keine Bewertungen
- Atlanta Apparel2012.SmlDokument64 SeitenAtlanta Apparel2012.Smlzoomerfins22Noch keine Bewertungen
- Embroidery TrainingDokument30 SeitenEmbroidery Trainingzoomerfins22Noch keine Bewertungen
- Lycra HistoryDokument20 SeitenLycra HistorySwapnil PatilNoch keine Bewertungen
- Psychometric Success Numerical Ability - Reasoning Practice Test 1Dokument7 SeitenPsychometric Success Numerical Ability - Reasoning Practice Test 1mita000Noch keine Bewertungen
- Psychometric Success Numerical Ability - Computation Practice Test 1 PDFDokument7 SeitenPsychometric Success Numerical Ability - Computation Practice Test 1 PDFMudiare UjeNoch keine Bewertungen
- A&F Method OfInspectionDokument26 SeitenA&F Method OfInspectionzoomerfins22100% (1)
- WRAP HandbookDokument63 SeitenWRAP Handbookzoomerfins220% (1)
- World Cat - Global Quality Assurance: Title: Best Practice Factory Handbook To: (PUMA/WC,)Dokument68 SeitenWorld Cat - Global Quality Assurance: Title: Best Practice Factory Handbook To: (PUMA/WC,)zoomerfins22Noch keine Bewertungen
- World Cat - Global Quality Assurance: Title: Best Practice Factory Handbook To: (PUMA/WC,)Dokument68 SeitenWorld Cat - Global Quality Assurance: Title: Best Practice Factory Handbook To: (PUMA/WC,)zoomerfins22Noch keine Bewertungen
- Sewing With Knit FabricDokument8 SeitenSewing With Knit FabricGarmentLearnerNoch keine Bewertungen
- Durango GS 6-7 Helitack OutreachDokument4 SeitenDurango GS 6-7 Helitack OutreachdcgmNoch keine Bewertungen
- M2030 PA300 Siren Data Sheet 5-2021Dokument2 SeitenM2030 PA300 Siren Data Sheet 5-2021parak014Noch keine Bewertungen
- Automatic Transaxle PDFDokument50 SeitenAutomatic Transaxle PDFdemos70100% (1)
- PENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALDokument12 SeitenPENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALleo adoNoch keine Bewertungen
- Metaphors As Ammunition The Case of QueeDokument19 SeitenMetaphors As Ammunition The Case of QueeMarijana DragašNoch keine Bewertungen
- Filtros MaquinasDokument34 SeitenFiltros MaquinasAndres AlfonzoNoch keine Bewertungen
- Boutique Olive Oil Machines Catalogue ENG5Dokument33 SeitenBoutique Olive Oil Machines Catalogue ENG5Younesse EL BraiNoch keine Bewertungen
- JSA .Hendra Pouring Congcrete by Mixer TruckDokument2 SeitenJSA .Hendra Pouring Congcrete by Mixer TruckMuhamad Rizki AzisNoch keine Bewertungen
- CSO Skull SeriesDokument2 SeitenCSO Skull SeriesWilchanNoch keine Bewertungen
- Sharp LC 50le440u ProspectoDokument2 SeitenSharp LC 50le440u ProspectovwcxlNoch keine Bewertungen
- Briefing Paper No 4 CV Electrification 30 11 17 PDFDokument5 SeitenBriefing Paper No 4 CV Electrification 30 11 17 PDFAlex WoodrowNoch keine Bewertungen
- Nutrition and Athletic PerformanceDokument16 SeitenNutrition and Athletic PerformancemarisolNoch keine Bewertungen
- SPECIFIC GRAVITY - DENSITY OF HYDRAULIC CEMENT (IS - 4031-Part 11-1988)Dokument6 SeitenSPECIFIC GRAVITY - DENSITY OF HYDRAULIC CEMENT (IS - 4031-Part 11-1988)Pritha DasNoch keine Bewertungen
- JJ309 Fluid Mechanics Unit 6Dokument30 SeitenJJ309 Fluid Mechanics Unit 6Adib AzharNoch keine Bewertungen
- Mast Bending Stress Calculation: Antenna 1Dokument6 SeitenMast Bending Stress Calculation: Antenna 1Vinay KumarNoch keine Bewertungen
- ArtsDokument5 SeitenArtsRhovi Christine AbandoNoch keine Bewertungen
- Making Soap From WoodDokument6 SeitenMaking Soap From WoodmastabloidNoch keine Bewertungen
- Brosur Sy135cDokument9 SeitenBrosur Sy135cDenny KurniawanNoch keine Bewertungen
- Chefs at HomeDokument4 SeitenChefs at Homezbdv2kyzv7Noch keine Bewertungen
- Canadian Wood Council Publications and Tools For Wood Design Robertson RocchiDokument62 SeitenCanadian Wood Council Publications and Tools For Wood Design Robertson RocchiDj MacNoch keine Bewertungen
- Florence Nightingale: The Lady with the LampDokument18 SeitenFlorence Nightingale: The Lady with the LampsrinivasanaNoch keine Bewertungen
- Energy Analysis of Closed Systems BreakdownDokument31 SeitenEnergy Analysis of Closed Systems Breakdownايات امجد امجدNoch keine Bewertungen
- TacoDokument12 SeitenTaconguyennhan2190Noch keine Bewertungen
- WPS Ernicu 7 R1 3 6 PDFDokument4 SeitenWPS Ernicu 7 R1 3 6 PDFandresNoch keine Bewertungen
- 800-40 Suspencion ChalmersDokument7 Seiten800-40 Suspencion ChalmersJhonatan Velasquez CastellanosNoch keine Bewertungen
- The Focus Shooting Method CourseDokument48 SeitenThe Focus Shooting Method CourseKobiXDNoch keine Bewertungen
- ElectrochemistryDokument24 SeitenElectrochemistryZainul AbedeenNoch keine Bewertungen
- Mic ProjectDokument12 SeitenMic Projectsarthakjoshi012Noch keine Bewertungen