Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SENR33120001 621E and 627E Tractor-Scraper Hydraulic System (SENR3312)Dokument2 SeitenSENR33120001 621E and 627E Tractor-Scraper Hydraulic System (SENR3312)CEVegaONoch keine Bewertungen
- Typical Exam Questions With Answers 2Dokument17 SeitenTypical Exam Questions With Answers 2Khadem Nuristani100% (1)
- Test ValueDokument2 SeitenTest Valueคุณชายธวัชชัย เจริญสุข100% (2)
- "JD" Series Pulling Tool: 4Jdc Operation ManualDokument4 Seiten"JD" Series Pulling Tool: 4Jdc Operation Manualsong Li100% (1)
- ASME PTC 22 (Gas Turbine Test Code)Dokument46 SeitenASME PTC 22 (Gas Turbine Test Code)Nanang Hanani Wijaya100% (5)
- Chapter - 7 Part I STDDokument75 SeitenChapter - 7 Part I STDBelkacem Achour100% (1)
- Industrial Attachment ReportDokument20 SeitenIndustrial Attachment ReportAlbert OjiamboNoch keine Bewertungen
- Flat Wakaf Mek Zainab P1Dokument1 SeiteFlat Wakaf Mek Zainab P1Nur NaziraNoch keine Bewertungen
- P PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokument4 SeitenP PH Hy Ys Siic Ca All P Prro Op Pe Errttiie Es S: W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MIon PopescuNoch keine Bewertungen
- Carrier Supra 644 Refrigeration Unit For TrucksDokument2 SeitenCarrier Supra 644 Refrigeration Unit For TrucksgoogleheadNoch keine Bewertungen
- CH1Dokument34 SeitenCH1none5402Noch keine Bewertungen
- P - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibreDokument8 SeitenP - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibrePunithan PunithanNoch keine Bewertungen
- R290 Quick Reference Card - Final-1Dokument4 SeitenR290 Quick Reference Card - Final-1Sauptik SinhaNoch keine Bewertungen
- TRF InspectionDokument15 SeitenTRF InspectionSonny RaymundoNoch keine Bewertungen
- ATD Unit-II NotesDokument25 SeitenATD Unit-II NotesSanjay KatreddyNoch keine Bewertungen
- Farooqi Mohammed Yousuf Saudi Arabia 17.00 YrsDokument5 SeitenFarooqi Mohammed Yousuf Saudi Arabia 17.00 YrsKirkD'costaNoch keine Bewertungen
- Spreader BrommaDokument414 SeitenSpreader BrommamaloxNoch keine Bewertungen
- General Purpose Butterfly ValvesDokument2 SeitenGeneral Purpose Butterfly Valvesphe zenNoch keine Bewertungen
- X X H H S S: Department of Mechanical EngineeringDokument5 SeitenX X H H S S: Department of Mechanical EngineeringSeila MolinaNoch keine Bewertungen
- Lecture - 09 - Dimensional Analysis and SimilitudeDokument11 SeitenLecture - 09 - Dimensional Analysis and SimilitudeHizana D.SNoch keine Bewertungen
- Mecanica MotoareDokument45 SeitenMecanica MotoareAutogrederNoch keine Bewertungen
- Slapdriver Interference Screwdriver SystemDokument8 SeitenSlapdriver Interference Screwdriver SystemFreddy Churata SuriNoch keine Bewertungen
- WascatorDokument87 SeitenWascatorRobinson SmithNoch keine Bewertungen
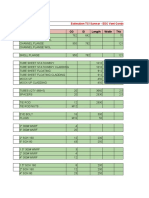
- Estimation TCI Sanmar - EDC Vent Condenser Tag No E-102Dokument5 SeitenEstimation TCI Sanmar - EDC Vent Condenser Tag No E-102Raviraj Shashikant PatilNoch keine Bewertungen
- Catalogo de Partes Blue BirdDokument112 SeitenCatalogo de Partes Blue Birdjhongua7Noch keine Bewertungen
- Experiment No.1 ObjectiveDokument4 SeitenExperiment No.1 ObjectivealiNoch keine Bewertungen
- PARKER TGK/THK MotorDokument36 SeitenPARKER TGK/THK MotorgugiNoch keine Bewertungen
- Designing Joists With End Moments - Updated 05-09Dokument14 SeitenDesigning Joists With End Moments - Updated 05-09amokhtaNoch keine Bewertungen
- JoysticksDokument12 SeitenJoysticksJuan Carlos Aragon CompiNoch keine Bewertungen
- Lab Report No 6 Bs PhysicsDokument6 SeitenLab Report No 6 Bs PhysicsITZ SUFYANNoch keine Bewertungen