Das könnte Ihnen auch gefallen
- Multimachine Concrete Lathe Ver 1 10Dokument73 SeitenMultimachine Concrete Lathe Ver 1 10edgarinventor100% (1)
- Build Your Own Woodworking LatheDokument7 SeitenBuild Your Own Woodworking Latheziamele100% (2)
- Concrete LatheDokument41 SeitenConcrete Latherandom55Noch keine Bewertungen
- 4 Simple Cheap Tools For AfricaDokument18 Seiten4 Simple Cheap Tools For AfricaflerziNoch keine Bewertungen
- Metalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVon EverandMetalworkers' Hints and Tips for Home Machinists: Practical & Useful Advice for the Small ShopVic SmeedNoch keine Bewertungen
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfVon EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNoch keine Bewertungen
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkVon EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNoch keine Bewertungen
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- Compound Slide Wood LatheDokument6 SeitenCompound Slide Wood LatheJim100% (2)
- EDM ConstructionDokument8 SeitenEDM ConstructionNacer Mezghiche100% (1)
- Light Ball-Bearing Column GrinderDokument2 SeitenLight Ball-Bearing Column GrinderFernando Morocho100% (1)
- Hot AirEngine PDFDokument9 SeitenHot AirEngine PDFHenry PannellNoch keine Bewertungen
- Mill Keyways On LatheDokument1 SeiteMill Keyways On LatheJim100% (3)
- Model Internal Combustion EnginesDokument20 SeitenModel Internal Combustion EnginesRanjit RajendranNoch keine Bewertungen
- Lathe Tool Post Grinder PlansDokument5 SeitenLathe Tool Post Grinder Plansozland9Noch keine Bewertungen
- Center Punch Grinding JigDokument2 SeitenCenter Punch Grinding JigmododanNoch keine Bewertungen
- Simple Mini Tube Bender InstructionsDokument4 SeitenSimple Mini Tube Bender InstructionsMartin OngNoch keine Bewertungen
- Water Motor: Figure 105 Is A Perspective View of ADokument4 SeitenWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- RC Airplane Engine PlansDokument8 SeitenRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- Making The Keats Angle Plate From CastingsDokument15 SeitenMaking The Keats Angle Plate From CastingsJohn SmithNoch keine Bewertungen
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsVon EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNoch keine Bewertungen
- Bench MillDokument2 SeitenBench MillEdward Elric2Noch keine Bewertungen
- How To Build A MultimachineDokument80 SeitenHow To Build A MultimachineDoug Pfaff67% (6)
- True Up That Worn Lathe Chuck:, WFTHDokument1 SeiteTrue Up That Worn Lathe Chuck:, WFTHjsmith3455Noch keine Bewertungen
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopVon EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNoch keine Bewertungen
- Simple Boring BarDokument3 SeitenSimple Boring BarMike Nichlos100% (1)
- The Bare Minimum DIY LatheDokument5 SeitenThe Bare Minimum DIY Latheboon1961100% (1)
- Workshop Practice Series 02 Vertical Milling in The Home WorkshopDokument49 SeitenWorkshop Practice Series 02 Vertical Milling in The Home WorkshopParaschiv DariusNoch keine Bewertungen
- Lathe Modelling1Dokument4 SeitenLathe Modelling1Frenchwolf420Noch keine Bewertungen
- Make A Mini Milling MachineDokument31 SeitenMake A Mini Milling MachineArta Suta100% (1)
- CNC Touch Probe DrawingsDokument13 SeitenCNC Touch Probe DrawingsmikcomiNoch keine Bewertungen
- Lathe Cross-Sli Olders.: " DuplexDokument3 SeitenLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- 3 in 1 MachineDokument5 Seiten3 in 1 Machinemarandan85100% (1)
- Home Workshop Milling Machine GuideDokument31 SeitenHome Workshop Milling Machine Guidetaiwest100% (1)
- The DIYLILCNC Open Source Plans For A Low Cost EDokument12 SeitenThe DIYLILCNC Open Source Plans For A Low Cost EMarius DanilaNoch keine Bewertungen
- Plans For Small Horizontal Steam EngineDokument5 SeitenPlans For Small Horizontal Steam Engineglue2Noch keine Bewertungen
- 3 PhaseDokument9 Seiten3 PhaseArnulfo LavaresNoch keine Bewertungen
- Threading Operations of Lathe SystemDokument37 SeitenThreading Operations of Lathe SystemResshille Ann T. SalleyNoch keine Bewertungen
- The Degradation of The American MachinistDokument3 SeitenThe Degradation of The American MachinistAlberto CastiñeirasNoch keine Bewertungen
- Workshop Practice Series 07 The Art of WeldingDokument47 SeitenWorkshop Practice Series 07 The Art of WeldingJHANGIR KHANNoch keine Bewertungen
- Lathe Modelling 2Dokument2 SeitenLathe Modelling 2cesargramcko100% (1)
- Precision PressDokument4 SeitenPrecision PressFrenchwolf420Noch keine Bewertungen
- Flying Cart Hovercraft PlansDokument8 SeitenFlying Cart Hovercraft PlansJimNoch keine Bewertungen
- Clone of A Biesemeyer Table Saw FenceDokument4 SeitenClone of A Biesemeyer Table Saw FenceLyle Hornbaker100% (2)
- Belt SanderDokument2 SeitenBelt SanderFrenchwolf420Noch keine Bewertungen
- Vintage Power Tool Plans 1950sDokument180 SeitenVintage Power Tool Plans 1950sPierre799es100% (5)
- 3 in Shaper PDFDokument5 Seiten3 in Shaper PDFRob NairNoch keine Bewertungen
- Medium Sized DIY CNC 20 X 30 Work AreaDokument21 SeitenMedium Sized DIY CNC 20 X 30 Work AreaPatrick SawianNoch keine Bewertungen
- How To Build A Fuel LineDokument15 SeitenHow To Build A Fuel LineMech EngrNoch keine Bewertungen
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsVon EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNoch keine Bewertungen
- Homebrewing CapacitorsDokument3 SeitenHomebrewing CapacitorsMartin OngNoch keine Bewertungen
- Electric Light For The Farm PDFDokument234 SeitenElectric Light For The Farm PDFMartin OngNoch keine Bewertungen
- 77 Selected Circuits PDFDokument36 Seiten77 Selected Circuits PDFMartin OngNoch keine Bewertungen
- How To Convert Water Into Fuel by Building A DIY O PDFDokument7 SeitenHow To Convert Water Into Fuel by Building A DIY O PDFMartin OngNoch keine Bewertungen
- ModernLetterEngraving PDFDokument190 SeitenModernLetterEngraving PDFMartin OngNoch keine Bewertungen
- Radio Pocket Book PDFDokument52 SeitenRadio Pocket Book PDFMartin OngNoch keine Bewertungen
- Silver Zinc Sulphide PDFDokument4 SeitenSilver Zinc Sulphide PDFMartin OngNoch keine Bewertungen
- Homebrewing CapacitorsDokument3 SeitenHomebrewing CapacitorsMartin OngNoch keine Bewertungen
- Electric Light For The Farm PDFDokument234 SeitenElectric Light For The Farm PDFMartin OngNoch keine Bewertungen
- Parabolic Solar Oven PDFDokument9 SeitenParabolic Solar Oven PDFMartin OngNoch keine Bewertungen
- Make A Rotational Casting Machine For Under 150 PDFDokument8 SeitenMake A Rotational Casting Machine For Under 150 PDFMartin OngNoch keine Bewertungen
- Homemade Center Finder Tool Quick Cheap EasyDokument6 SeitenHomemade Center Finder Tool Quick Cheap EasyMartin OngNoch keine Bewertungen
- Teslahighfrequency Coil PDFDokument156 SeitenTeslahighfrequency Coil PDFMartin OngNoch keine Bewertungen
- How To Convert Water Into Fuel by Building A DIY O PDFDokument7 SeitenHow To Convert Water Into Fuel by Building A DIY O PDFMartin OngNoch keine Bewertungen
- Metalworking What To Make On The Lathe 1936 PDFDokument28 SeitenMetalworking What To Make On The Lathe 1936 PDFMartin Ong60% (5)
- Teslahighfrequency Coil PDFDokument156 SeitenTeslahighfrequency Coil PDFMartin OngNoch keine Bewertungen
- (I) Como Fazer Coisas No TornoDokument28 Seiten(I) Como Fazer Coisas No TornoLeconquestNoch keine Bewertungen
- 77 Selected Circuits PDFDokument36 Seiten77 Selected Circuits PDFMartin OngNoch keine Bewertungen
- Ruhmkorffinduction CoilDokument219 SeitenRuhmkorffinduction CoilMartin OngNoch keine Bewertungen
- Assemble A HHO Mini Torch From Plumbing Parts PDFDokument8 SeitenAssemble A HHO Mini Torch From Plumbing Parts PDFMartin OngNoch keine Bewertungen
- Parabolic Solar Oven PDFDokument9 SeitenParabolic Solar Oven PDFMartin OngNoch keine Bewertungen
- Assemble A HHO Mini Torch From Plumbing Parts PDFDokument8 SeitenAssemble A HHO Mini Torch From Plumbing Parts PDFMartin OngNoch keine Bewertungen
- Economy Hydraulic Shop Press PDFDokument9 SeitenEconomy Hydraulic Shop Press PDFMartin OngNoch keine Bewertungen
- Teslahighfrequency Coil PDFDokument156 SeitenTeslahighfrequency Coil PDFMartin OngNoch keine Bewertungen
- Wood Mold For GlassblowingDokument8 SeitenWood Mold For GlassblowingMartin OngNoch keine Bewertungen
- 3315-1947 Microphones and Loud Speakers PDFDokument30 Seiten3315-1947 Microphones and Loud Speakers PDFMartin OngNoch keine Bewertungen
- Economy Hydraulic Shop Press PDFDokument9 SeitenEconomy Hydraulic Shop Press PDFMartin OngNoch keine Bewertungen
- Bio Gas Plant Using Kitchen Waste PDFDokument6 SeitenBio Gas Plant Using Kitchen Waste PDFMartin OngNoch keine Bewertungen
- Modern Electroplating PDFDokument193 SeitenModern Electroplating PDFMartin Ong100% (2)
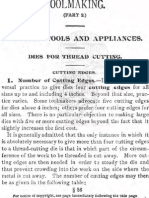
- Toolmaking Part 2Dokument45 SeitenToolmaking Part 2Martin OngNoch keine Bewertungen
- C-L-X VFD Type MV-105 or MC-HL: Product DataDokument2 SeitenC-L-X VFD Type MV-105 or MC-HL: Product DatacubarturNoch keine Bewertungen
- Marvin Te 01-08-22Dokument1 SeiteMarvin Te 01-08-22Rondie LabraNoch keine Bewertungen
- DoosanCARE - KIT - Ver1Dokument12 SeitenDoosanCARE - KIT - Ver1chady tanNoch keine Bewertungen
- Vibrating Wire Load CellDokument4 SeitenVibrating Wire Load Cells pradhanNoch keine Bewertungen
- Skema Freezer Dan ChillerDokument2 SeitenSkema Freezer Dan ChillerNurul AnnidaNoch keine Bewertungen
- CMP40 - 50sL (Lot No - 9585)Dokument284 SeitenCMP40 - 50sL (Lot No - 9585)Humberto Augusto de BorbaNoch keine Bewertungen
- INFO Technique - Technical - TechnischeDokument1 SeiteINFO Technique - Technical - TechnischePetro ServisasNoch keine Bewertungen
- Counter shaft box assembly parts listDokument1 SeiteCounter shaft box assembly parts listCampel SilvaNoch keine Bewertungen
- Loadcenter Eaton PDFDokument107 SeitenLoadcenter Eaton PDFBatzi LudNoch keine Bewertungen
- MessageDokument5 SeitenMessageNew UserNoch keine Bewertungen
- 1210Dokument6 Seiten1210harneakNoch keine Bewertungen
- Equivalencias Sufijos RodamientosDokument1 SeiteEquivalencias Sufijos RodamientosHector Maldonado100% (1)
- Entone Kamai 410 Quick Reference ManualDokument16 SeitenEntone Kamai 410 Quick Reference ManualUglyNoch keine Bewertungen
- Metric Size Charts PDFDokument3 SeitenMetric Size Charts PDF楊振成0% (1)
- Motorbook Chapter7 PDFDokument28 SeitenMotorbook Chapter7 PDFKraponis TylnessNoch keine Bewertungen
- Storage heater asbestos risk modelsDokument9 SeitenStorage heater asbestos risk modelsandresNoch keine Bewertungen
- Clutch Hino 4.5Dokument3 SeitenClutch Hino 4.5Yeam_90Noch keine Bewertungen
- 2019 LG Commercial - Parts Master BookDokument43 Seiten2019 LG Commercial - Parts Master BookLAUNDRY BROKERS100% (1)
- Bill of Materials - PlumbingDokument9 SeitenBill of Materials - PlumbingRoland CepedaNoch keine Bewertungen
- Installation of Wiring Systems and EnclosuresDokument8 SeitenInstallation of Wiring Systems and EnclosuresShimels ChekoleNoch keine Bewertungen
- Lathe Milling Tools Flute Slot Drills 2Dokument4 SeitenLathe Milling Tools Flute Slot Drills 2enricoNoch keine Bewertungen
- LPB040 Installation Guide (B - 2040139 - 1 - 5) - 1Dokument14 SeitenLPB040 Installation Guide (B - 2040139 - 1 - 5) - 1Fabian CruzNoch keine Bewertungen
- Unit 2 Traditional Machine TheoryDokument80 SeitenUnit 2 Traditional Machine Theorymandefro2Noch keine Bewertungen
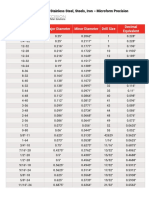
- TapDrill Chart Stainless Steel Iron Steel Microform PrecisionDokument2 SeitenTapDrill Chart Stainless Steel Iron Steel Microform PrecisionOdanasNoch keine Bewertungen
- Manual Colimador LaserDokument4 SeitenManual Colimador Lasertato57Noch keine Bewertungen
- Technical data sheet for industrial electrical equipmentDokument2 SeitenTechnical data sheet for industrial electrical equipmentJuan Esteban Benjumea BenjumeaNoch keine Bewertungen
- Harman Kardon-3458479517-JBL Bar 5.1 Owners Manual PortugueseDokument46 SeitenHarman Kardon-3458479517-JBL Bar 5.1 Owners Manual PortugueseJudson BorgesNoch keine Bewertungen
- Five Operations of Lathe MachineDokument1 SeiteFive Operations of Lathe MachineHarish PadmanabanNoch keine Bewertungen
- ASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002Dokument15 SeitenASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002yu gangNoch keine Bewertungen
- 2020 Klemsan Product CatalogueDokument199 Seiten2020 Klemsan Product CatalogueMiguel SánchezNoch keine Bewertungen