Das könnte Ihnen auch gefallen
- Recetas Comida EcuatorianaDokument5 SeitenRecetas Comida EcuatorianaJose Luis GonzálezNoch keine Bewertungen
- Cocina GriegaDokument6 SeitenCocina GriegaAna MariaNoch keine Bewertungen
- Cocina Espanola PDFDokument61 SeitenCocina Espanola PDFjohnnathanmoraNoch keine Bewertungen
- El Gran Libro de La Cocina Ecuatoriana PDFDokument105 SeitenEl Gran Libro de La Cocina Ecuatoriana PDFMiguel Velez68% (41)
- FFFFFDokument1 SeiteFFFFFJose Luis GonzálezNoch keine Bewertungen
- Verificacion de PostulacionesDokument15 SeitenVerificacion de PostulacionesJose Luis GonzálezNoch keine Bewertungen
- Prueba ImpresionDokument1 SeitePrueba ImpresionJose Luis GonzálezNoch keine Bewertungen
- 86 BookespDokument485 Seiten86 BookespEduardo José García PérezNoch keine Bewertungen
- Caratuoa SophieDokument1 SeiteCaratuoa SophieJose Luis GonzálezNoch keine Bewertungen
- Catalago Fluinort 2011 (PERNOS)Dokument52 SeitenCatalago Fluinort 2011 (PERNOS)Miguel FarahNoch keine Bewertungen
- Calificacion Soldadores 2005Dokument46 SeitenCalificacion Soldadores 2005Jose Luis GonzálezNoch keine Bewertungen
- Producto Academico N°2 - Grupo N°2Dokument4 SeitenProducto Academico N°2 - Grupo N°2LENIN ELVIN NAVARRO ALVAREZNoch keine Bewertungen
- Instrucciones de Un MotorDokument27 SeitenInstrucciones de Un Motoredge_575Noch keine Bewertungen
- Ejercicios de Cilindros y RedondosDokument5 SeitenEjercicios de Cilindros y RedondosJhonatan Jorge Villavicencio RamosNoch keine Bewertungen
- U3 Descripción Del MovimientoDokument6 SeitenU3 Descripción Del MovimientoNati OtarolaNoch keine Bewertungen
- Biomicanica GersonDokument8 SeitenBiomicanica GersonChristina GuevaraNoch keine Bewertungen
- Aproximación de ReynoldsDokument8 SeitenAproximación de ReynoldsJeanLugoNoch keine Bewertungen
- Pruebas de MotorDokument2 SeitenPruebas de MotorAaron Bellido SanchezNoch keine Bewertungen
- Sistema de TransmisionDokument11 SeitenSistema de Transmisionyajairavera91Noch keine Bewertungen
- DerivacionDokument6 SeitenDerivacionPablo Cesar Poma ArrateaNoch keine Bewertungen
- PRACTICA 1 Viscosimetro SayboltDokument3 SeitenPRACTICA 1 Viscosimetro SayboltJose Manuel TorresNoch keine Bewertungen
- PACKER DE PRODUCCION OriginalDokument9 SeitenPACKER DE PRODUCCION OriginalAnonymous q4Gyi06Noch keine Bewertungen
- Wildman - Viscosidad, Vida Útil y Costo de MantenimientoDokument7 SeitenWildman - Viscosidad, Vida Útil y Costo de MantenimientoJohnatan AgudeloNoch keine Bewertungen
- Check List y ArranqueDokument5 SeitenCheck List y ArranqueWilliam ThomasNoch keine Bewertungen
- Mecanismo biela-manivela: funcionamiento y cálculo de ángulosDokument3 SeitenMecanismo biela-manivela: funcionamiento y cálculo de ángulosJoshua Nessus Aragonès SalazarNoch keine Bewertungen
- TurbomaquinasDokument1 SeiteTurbomaquinasFer LaraNoch keine Bewertungen
- Termodinámica y gases idealesDokument4 SeitenTermodinámica y gases idealesMaría de los Milagros LedesmaNoch keine Bewertungen
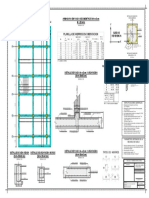
- Cimentacion HormigonDokument1 SeiteCimentacion HormigonIngJonathanGarciaNoch keine Bewertungen
- Diseño de uniones atornilladas resistentes a momento - Parte 1Dokument79 SeitenDiseño de uniones atornilladas resistentes a momento - Parte 1nagenolNoch keine Bewertungen
- Criterios de Estructuración Sismo Resistente en EdificiosDokument107 SeitenCriterios de Estructuración Sismo Resistente en EdificiosJLuiss UPaadillaa100% (1)
- Ciclo de Gases Ideales para TurbinaDokument9 SeitenCiclo de Gases Ideales para TurbinaPetra MendezNoch keine Bewertungen
- Mecanica - de - Fluidos Examen 01 g01Dokument1 SeiteMecanica - de - Fluidos Examen 01 g01Giancarlo GeraldinoNoch keine Bewertungen
- Medicion de Flujo Por Presion Diferencial - DP FlowDokument80 SeitenMedicion de Flujo Por Presion Diferencial - DP FlowAlberto SilvaNoch keine Bewertungen
- Examen Final 1Dokument1 SeiteExamen Final 1Gabriela Gemio LujanNoch keine Bewertungen
- Fisica y Quimica-44Dokument89 SeitenFisica y Quimica-44susotilosNoch keine Bewertungen
- Identificación de Actuadores y SensoresDokument2 SeitenIdentificación de Actuadores y SensoresAlejo RinconNoch keine Bewertungen
- 09 - Embrague y Freno FMDokument19 Seiten09 - Embrague y Freno FMdamian_k19Noch keine Bewertungen
- P. Instalaciones SanitariasDokument3 SeitenP. Instalaciones Sanitariasedificaciones y servicios gamaNoch keine Bewertungen
- 5 Montaje de Poleas Planas Op 1Dokument82 Seiten5 Montaje de Poleas Planas Op 1mavarcosNoch keine Bewertungen
- Excavadoras 25 Toneladas JS 240 LSNDokument11 SeitenExcavadoras 25 Toneladas JS 240 LSNArturoCanalizoNoch keine Bewertungen
- Modernización y Determinación de Los Parámetros de Funcionamiento en Tiempo Real de Los Bancos de Pruebas Ciclo Otto y DieselDokument11 SeitenModernización y Determinación de Los Parámetros de Funcionamiento en Tiempo Real de Los Bancos de Pruebas Ciclo Otto y DieselModelinTresdNoch keine Bewertungen