Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Cracking More Password Hashes With PatternsDokument69 SeitenCracking More Password Hashes With Patternsnarendran kNoch keine Bewertungen
- Secure Coding PracticesDokument19 SeitenSecure Coding PracticesdasNoch keine Bewertungen
- M750 SMDokument678 SeitenM750 SMkostas_sanNoch keine Bewertungen
- Campus Network Design GuideDokument34 SeitenCampus Network Design GuideFaKry NiZam50% (4)
- SAP APO - Master DataDokument4 SeitenSAP APO - Master Datapjabalera0% (1)
- D25 Brochure-EB356 PDFDokument8 SeitenD25 Brochure-EB356 PDFSalvador FayssalNoch keine Bewertungen
- WEDMDokument468 SeitenWEDMVignesh WaranNoch keine Bewertungen
- SD Card-1Dokument22 SeitenSD Card-1Kukuh WidodoNoch keine Bewertungen
- Massive Mimo Ahr (TDD) (5g Ran6.1 - Draft A)Dokument64 SeitenMassive Mimo Ahr (TDD) (5g Ran6.1 - Draft A)VVLNoch keine Bewertungen
- Dual 1×30 Multiplexer Card: 60 Differential Channels, Automatic CJC w/3720-ST AccessoryDokument2 SeitenDual 1×30 Multiplexer Card: 60 Differential Channels, Automatic CJC w/3720-ST AccessoryKukuh WidodoNoch keine Bewertungen
- Installation Manual: Paralleling and Protection Unit Type PPUDokument26 SeitenInstallation Manual: Paralleling and Protection Unit Type PPUKukuh WidodoNoch keine Bewertungen
- PCF 112D2MDokument2 SeitenPCF 112D2MKukuh WidodoNoch keine Bewertungen
- GCP-30 Series: Genset Control Package Mains & Generator Protection & ControlDokument4 SeitenGCP-30 Series: Genset Control Package Mains & Generator Protection & ControlKukuh WidodoNoch keine Bewertungen
- CautionDokument543 SeitenCautionKukuh WidodoNoch keine Bewertungen
- E 4980 A Sample ProgramDokument26 SeitenE 4980 A Sample ProgramKukuh WidodoNoch keine Bewertungen
- Modbus Master CommunicationDokument3 SeitenModbus Master CommunicationKukuh WidodoNoch keine Bewertungen
- ATV61 71 FDR Function With M340Dokument16 SeitenATV61 71 FDR Function With M340Kukuh WidodoNoch keine Bewertungen
- M218selection Guide en 201107Dokument7 SeitenM218selection Guide en 201107Kukuh WidodoNoch keine Bewertungen
- 28521-871.01.11-A (MSB Spec Data)Dokument1 Seite28521-871.01.11-A (MSB Spec Data)Kukuh WidodoNoch keine Bewertungen
- Reg Use ModbusDokument31 SeitenReg Use ModbusKukuh WidodoNoch keine Bewertungen
- 2 Wires, 3 Wires, or 4 Wires RTD (Resistance Temperature Detector) ?Dokument4 Seiten2 Wires, 3 Wires, or 4 Wires RTD (Resistance Temperature Detector) ?Kukuh WidodoNoch keine Bewertungen
- Station 2Dokument36 SeitenStation 2Kukuh WidodoNoch keine Bewertungen
- Rfvlslo: Assembly Drawing Sr1 SeriesDokument8 SeitenRfvlslo: Assembly Drawing Sr1 SeriesKukuh WidodoNoch keine Bewertungen
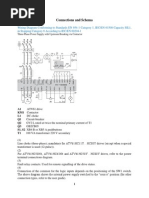
- Connections and SchemaDokument7 SeitenConnections and SchemaKukuh WidodoNoch keine Bewertungen
- Car PArk System ReportDokument152 SeitenCar PArk System Reportsnehal_patel_40% (1)
- Ip Project PDFDokument64 SeitenIp Project PDFKhushi KohliNoch keine Bewertungen
- Types of Operating SystemsDokument5 SeitenTypes of Operating Systemsqscftbhnskmjjn89% (9)
- Main One and Galaxy BackboneDokument3 SeitenMain One and Galaxy BackboneMania PauldoeNoch keine Bewertungen
- Top Ten Advantages: AGPS Server and Worldwide Reference Network™Dokument2 SeitenTop Ten Advantages: AGPS Server and Worldwide Reference Network™andrianNoch keine Bewertungen
- Simplicity Feature List Ver1.0 RevADokument25 SeitenSimplicity Feature List Ver1.0 RevAbuk ipahNoch keine Bewertungen
- Webinar Computer PetladDokument1 SeiteWebinar Computer PetladXyzNoch keine Bewertungen
- New Starters Guide: 2G and 3G MML CommandsDokument11 SeitenNew Starters Guide: 2G and 3G MML CommandsSam BNoch keine Bewertungen
- Lattice Data Sheet For iCE40LPDokument52 SeitenLattice Data Sheet For iCE40LPnsynpjuqtmNoch keine Bewertungen
- U200X Digital Microscope User ManualDokument46 SeitenU200X Digital Microscope User ManualFerum Sheikh FirdausNoch keine Bewertungen
- 2316-Article Text-8698-1-10-20220223Dokument17 Seiten2316-Article Text-8698-1-10-20220223Amal Aulia SafarullohNoch keine Bewertungen
- Revit Project ExpoDokument7 SeitenRevit Project ExpoRizki Tridamayanti SNoch keine Bewertungen
- SP201 - HandoutDokument45 SeitenSP201 - Handoutghad shadNoch keine Bewertungen
- DS3+ / DS4+: 2012 Volkswagen Tiguan THVWN1 CompatibleDokument26 SeitenDS3+ / DS4+: 2012 Volkswagen Tiguan THVWN1 CompatibleDale RankinNoch keine Bewertungen
- CloudBerry Backup For MS SQLDokument13 SeitenCloudBerry Backup For MS SQLTharindu NirushanNoch keine Bewertungen
- 55X8817 PC Convertable Technical Reference Volume 2 Feb86Dokument275 Seiten55X8817 PC Convertable Technical Reference Volume 2 Feb86kgrhoadsNoch keine Bewertungen
- Proteus Schematic ISIS 7.10 Help Converted by Atop CHM To PDFDokument223 SeitenProteus Schematic ISIS 7.10 Help Converted by Atop CHM To PDFTeddy KhantNoch keine Bewertungen
- Ansi Join SQLDokument45 SeitenAnsi Join SQLGul ZaibNoch keine Bewertungen
- Load FileDokument85 SeitenLoad FileNicolas EncisoNoch keine Bewertungen
- Invoice: Page 1 of 2Dokument2 SeitenInvoice: Page 1 of 2web supportNoch keine Bewertungen
- HELP! I'M CRASHING! (Tips For A More Stable GotR)Dokument2 SeitenHELP! I'M CRASHING! (Tips For A More Stable GotR)Trickster NovaNoch keine Bewertungen