Das könnte Ihnen auch gefallen
- Toyota Production System GlossaryDokument9 SeitenToyota Production System GlossaryJuan PabloNoch keine Bewertungen
- Just-In-Time and Kanban: Push or Pull?Dokument43 SeitenJust-In-Time and Kanban: Push or Pull?cristianpetriceanNoch keine Bewertungen
- 7-Steps Service OperationDokument66 Seiten7-Steps Service OperationWagih Abd El-Aziz77% (22)
- Toyota Production System - FinalDokument49 SeitenToyota Production System - FinalUday Kumar GantiNoch keine Bewertungen
- HR's Role in The Lean Organizational Journey: Changed The World, The Concepts of Lean Started More Than 90 Years AgoDokument10 SeitenHR's Role in The Lean Organizational Journey: Changed The World, The Concepts of Lean Started More Than 90 Years AgoNataša Ivanić TankosićNoch keine Bewertungen
- Toyota Production SystemDokument32 SeitenToyota Production SystemWali ul Islam100% (3)
- Analysis of Teachers Motivation On The Overall Performance ofDokument16 SeitenAnalysis of Teachers Motivation On The Overall Performance ofAlexander DeckerNoch keine Bewertungen
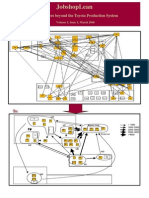
- Job Shop LeanDokument29 SeitenJob Shop LeanSyuhadah Khusaini100% (1)
- Heijunka 1 Production ScheduleDokument15 SeitenHeijunka 1 Production Schedulenavin.rohilla7564Noch keine Bewertungen
- 1 Lean GlossaryDokument7 Seiten1 Lean GlossaryHilalAldemirNoch keine Bewertungen
- 精益办公 Lean officeDokument90 Seiten精益办公 Lean officeanthony2069100% (2)
- Andon PDFDokument24 SeitenAndon PDFFrilya Andarni Saragih SumbayakNoch keine Bewertungen
- The Toyota WayDokument45 SeitenThe Toyota WayRishi Kesavaram100% (3)
- Takt TimeDokument4 SeitenTakt Timemj123Noch keine Bewertungen
- Cross Docking A Complete Guide - 2020 EditionVon EverandCross Docking A Complete Guide - 2020 EditionBewertung: 1 von 5 Sternen1/5 (1)
- Error Proofing SeminarDokument34 SeitenError Proofing SeminarRiadh JellaliNoch keine Bewertungen
- MRP I, MRP II and Capacity PlanningDokument36 SeitenMRP I, MRP II and Capacity PlanningKarthik SridharNoch keine Bewertungen
- Lean Maintenance ArticleDokument9 SeitenLean Maintenance Articleive23Noch keine Bewertungen
- Kanban: Presented byDokument12 SeitenKanban: Presented byshrutesNoch keine Bewertungen
- LEAN Continuous Improvement KaizenDokument4 SeitenLEAN Continuous Improvement KaizenHafis BonterNoch keine Bewertungen
- 4 Kaizen Text - New VersionDokument38 Seiten4 Kaizen Text - New VersionjasminkamilinNoch keine Bewertungen
- Ato WebinarDokument119 SeitenAto WebinarMario MNoch keine Bewertungen
- Preventive Methods in Logistics Poka-Yoke and Failure Mode and Effect Analysis (FMEA)Dokument5 SeitenPreventive Methods in Logistics Poka-Yoke and Failure Mode and Effect Analysis (FMEA)Lukman Wan Mat DaudNoch keine Bewertungen
- Lean Manufacturing & TPMDokument2 SeitenLean Manufacturing & TPMEdward GermánNoch keine Bewertungen
- Report KanbanDokument28 SeitenReport KanbanNadaNoch keine Bewertungen
- SIPOCDokument6 SeitenSIPOCGJ SavarisNoch keine Bewertungen
- TMM plant facing seat supply issues due to product proliferation at KFS supplierDokument2 SeitenTMM plant facing seat supply issues due to product proliferation at KFS supplierRashmi Ekka0% (1)
- Using Lean Techniques to Improve Ready Wear EfficiencyDokument7 SeitenUsing Lean Techniques to Improve Ready Wear Efficiencyhemlata2014Noch keine Bewertungen
- Operations Management Assignment - Lean Flow Design StudyDokument20 SeitenOperations Management Assignment - Lean Flow Design StudyRachit SrivastavaNoch keine Bewertungen
- JIT Operations Management Week 14Dokument37 SeitenJIT Operations Management Week 14Muhammad Arsalan ChouhanNoch keine Bewertungen
- QC Story KmanDokument63 SeitenQC Story Kmanzulmohd1Noch keine Bewertungen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- The Two Key Principles of Toyota Production System Were Just in Time and JidokaDokument2 SeitenThe Two Key Principles of Toyota Production System Were Just in Time and JidokaF13 NIECNoch keine Bewertungen
- Chapter 5 - Lean SystemDokument58 SeitenChapter 5 - Lean Systemrichard tiamNoch keine Bewertungen
- The 8 Deadly Lean Wastes - DOWNTIME: #1 DefectsDokument6 SeitenThe 8 Deadly Lean Wastes - DOWNTIME: #1 DefectsRam Kumar100% (1)
- Lean Manufacturing 2014Dokument5 SeitenLean Manufacturing 2014api-366590421Noch keine Bewertungen
- The 14 Principles of the Toyota WayDokument7 SeitenThe 14 Principles of the Toyota Wayraydiamond4uNoch keine Bewertungen
- Optimizing Production Processes Using SMED AnalysisDokument9 SeitenOptimizing Production Processes Using SMED AnalysishajiNoch keine Bewertungen
- Lean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariDokument20 SeitenLean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariNelum WijekoonNoch keine Bewertungen
- Volkswagen's Lean SuccessDokument2 SeitenVolkswagen's Lean SuccessSumeth Daluwatta100% (1)
- 111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BDokument20 Seiten111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BFatima AsifNoch keine Bewertungen
- KanbanDokument4 SeitenKanbanAnonymous TXTpRqiNoch keine Bewertungen
- Chapter 14 Products and ProcessesDokument7 SeitenChapter 14 Products and ProcessesKamble AbhijitNoch keine Bewertungen
- Single-Minute Exchange of Die (SMED) State of Art Literature Review PDFDokument19 SeitenSingle-Minute Exchange of Die (SMED) State of Art Literature Review PDFvoiceofmehmoodNoch keine Bewertungen
- Chapter 6 Production Activity ControlDokument7 SeitenChapter 6 Production Activity ControlKamble AbhijitNoch keine Bewertungen
- A Method For TPT ReductionDokument114 SeitenA Method For TPT ReductionEbrahim HanashNoch keine Bewertungen
- Seminar Report On Lean ManufacturingDokument26 SeitenSeminar Report On Lean ManufacturingAbhishek BhardwajNoch keine Bewertungen
- What Is Kanban?Dokument17 SeitenWhat Is Kanban?Andrés AvilésNoch keine Bewertungen
- Facility Layout - AteneonlineDokument32 SeitenFacility Layout - AteneonlineKashifgee6100% (1)
- Supply Chain Management - Applications and Simulations - M. Habib (Intech, 2011) WWDokument264 SeitenSupply Chain Management - Applications and Simulations - M. Habib (Intech, 2011) WWEddie MylesNoch keine Bewertungen
- FLEXCON Energy SimulationDokument31 SeitenFLEXCON Energy Simulationmano7428Noch keine Bewertungen
- Lean Management AssignmentDokument14 SeitenLean Management AssignmentNatala WillzNoch keine Bewertungen
- Enterprise Dynamics TutorialDokument66 SeitenEnterprise Dynamics TutorialBaracNoch keine Bewertungen
- Improvement of Plant Layout by Using 5S Technique-An Industrial Case StudyDokument6 SeitenImprovement of Plant Layout by Using 5S Technique-An Industrial Case StudyIJMERNoch keine Bewertungen
- ToyotaDokument7 SeitenToyotaHang NadimNoch keine Bewertungen
- Job ProductionDokument4 SeitenJob ProductionTiana 'Chandie' ChandlerNoch keine Bewertungen
- Kaizen Forms & ChecklistsDokument12 SeitenKaizen Forms & ChecklistsLuis ArreguinNoch keine Bewertungen
- Lean Thinking in the Warehouse: Eliminating Waste and Improving FlowDokument15 SeitenLean Thinking in the Warehouse: Eliminating Waste and Improving FlowAhmed HasanNoch keine Bewertungen
- 10 Commandmens of KaikakuDokument3 Seiten10 Commandmens of Kaikakupolypro78Noch keine Bewertungen
- Kanban AssignmentDokument12 SeitenKanban AssignmentআশরাফুলইসলামNoch keine Bewertungen
- Improving Manufacturing Productivity Through Lean TechniquesDokument4 SeitenImproving Manufacturing Productivity Through Lean TechniquesVikas SuryavanshiNoch keine Bewertungen
- Tasks For Completion: Quality ObjectivesDokument2 SeitenTasks For Completion: Quality ObjectivesAmit PintoNoch keine Bewertungen
- Project Report On Maynard Operation Sequence TechniqueDokument9 SeitenProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNoch keine Bewertungen
- Applications of Statistics SixSigmaDokument30 SeitenApplications of Statistics SixSigmaSanz LukeNoch keine Bewertungen
- Seminar On Optimisation of Process Parameters For Lean Manufacturing in Medium and Large Industries - An Indian PerspectiveDokument42 SeitenSeminar On Optimisation of Process Parameters For Lean Manufacturing in Medium and Large Industries - An Indian PerspectivesataooNoch keine Bewertungen
- Implementing KANBANDokument6 SeitenImplementing KANBANcyberabadNoch keine Bewertungen
- Standardized Work PDFDokument9 SeitenStandardized Work PDFMurat TerziNoch keine Bewertungen
- Just in Time System: Anuradha Kushwaha Harshpreet Kaur Vrinda GuptaDokument19 SeitenJust in Time System: Anuradha Kushwaha Harshpreet Kaur Vrinda GuptaVrinda GuptaNoch keine Bewertungen
- Chapter 1. Introduction: 1.1. BackgroundDokument92 SeitenChapter 1. Introduction: 1.1. BackgroundSanjay KmrNoch keine Bewertungen
- Drum Buffer Rope A Complete Guide - 2021 EditionVon EverandDrum Buffer Rope A Complete Guide - 2021 EditionBewertung: 1 von 5 Sternen1/5 (1)
- Project Quality Management A Complete Guide - 2019 EditionVon EverandProject Quality Management A Complete Guide - 2019 EditionNoch keine Bewertungen
- Assessment of Housing Conditions For A Developing Urban Slum Using Geospatial AnalysisDokument17 SeitenAssessment of Housing Conditions For A Developing Urban Slum Using Geospatial AnalysisAlexander DeckerNoch keine Bewertungen
- Availability, Accessibility and Use of Information Resources and Services Among Information Seekers of Lafia Public Library in Nasarawa StateDokument13 SeitenAvailability, Accessibility and Use of Information Resources and Services Among Information Seekers of Lafia Public Library in Nasarawa StateAlexander DeckerNoch keine Bewertungen
- Assessment of Relationships Between Students' Counselling NeedsDokument17 SeitenAssessment of Relationships Between Students' Counselling NeedsAlexander DeckerNoch keine Bewertungen
- Asymptotic Properties of Bayes Factor in One - Way Repeated Measurements ModelDokument17 SeitenAsymptotic Properties of Bayes Factor in One - Way Repeated Measurements ModelAlexander DeckerNoch keine Bewertungen
- Assessment of The Practicum Training Program of B.S. Tourism in Selected UniversitiesDokument9 SeitenAssessment of The Practicum Training Program of B.S. Tourism in Selected UniversitiesAlexander DeckerNoch keine Bewertungen
- Assessment of Teachers' and Principals' Opinion On Causes of LowDokument15 SeitenAssessment of Teachers' and Principals' Opinion On Causes of LowAlexander DeckerNoch keine Bewertungen
- Availability and Use of Instructional Materials and FacilitiesDokument8 SeitenAvailability and Use of Instructional Materials and FacilitiesAlexander DeckerNoch keine Bewertungen
- Assessment of Knowledge, Attitude and Practices Concerning Food Safety Among Restaurant Workers in Putrajaya, MalaysiaDokument10 SeitenAssessment of Knowledge, Attitude and Practices Concerning Food Safety Among Restaurant Workers in Putrajaya, MalaysiaAlexander DeckerNoch keine Bewertungen
- Assessment of Some Micronutrient (ZN and Cu) Status of Fadama Soils Under Cultivation in Bauchi, NigeriaDokument7 SeitenAssessment of Some Micronutrient (ZN and Cu) Status of Fadama Soils Under Cultivation in Bauchi, NigeriaAlexander DeckerNoch keine Bewertungen
- Application of The Diagnostic Capability of SERVQUAL Model To An Estimation of Service Quality Gaps in Nigeria GSM IndustryDokument14 SeitenApplication of The Diagnostic Capability of SERVQUAL Model To An Estimation of Service Quality Gaps in Nigeria GSM IndustryAlexander DeckerNoch keine Bewertungen
- Attitude of Muslim Female Students Towards Entrepreneurship - A Study On University Students in BangladeshDokument12 SeitenAttitude of Muslim Female Students Towards Entrepreneurship - A Study On University Students in BangladeshAlexander DeckerNoch keine Bewertungen
- Barriers To Meeting The Primary Health Care Information NeedsDokument8 SeitenBarriers To Meeting The Primary Health Care Information NeedsAlexander DeckerNoch keine Bewertungen
- Assessment of Survivors' Perceptions of Crises and Retrenchments in The Nigeria Banking SectorDokument12 SeitenAssessment of Survivors' Perceptions of Crises and Retrenchments in The Nigeria Banking SectorAlexander DeckerNoch keine Bewertungen
- Assessment of The Skills Possessed by The Teachers of Metalwork in The Use of Computer Numerically Controlled Machine Tools in Technical Colleges in Oyo StateDokument8 SeitenAssessment of The Skills Possessed by The Teachers of Metalwork in The Use of Computer Numerically Controlled Machine Tools in Technical Colleges in Oyo StateAlexander Decker100% (1)
- Are Graduates From The Public Authority For Applied Education and Training in Kuwaiti Meeting Industrial RequirementsDokument10 SeitenAre Graduates From The Public Authority For Applied Education and Training in Kuwaiti Meeting Industrial RequirementsAlexander DeckerNoch keine Bewertungen
- Assessment of Productive and Reproductive Performances of CrossDokument5 SeitenAssessment of Productive and Reproductive Performances of CrossAlexander DeckerNoch keine Bewertungen
- Assessing The Effect of Liquidity On Profitability of Commercial Banks in KenyaDokument10 SeitenAssessing The Effect of Liquidity On Profitability of Commercial Banks in KenyaAlexander DeckerNoch keine Bewertungen
- Analysis The Performance of Life Insurance in Private InsuranceDokument10 SeitenAnalysis The Performance of Life Insurance in Private InsuranceAlexander DeckerNoch keine Bewertungen
- Applying Multiple Streams Theoretical Framework To College Matriculation Policy Reform For Children of Migrant Workers in ChinaDokument13 SeitenApplying Multiple Streams Theoretical Framework To College Matriculation Policy Reform For Children of Migrant Workers in ChinaAlexander DeckerNoch keine Bewertungen
- Assessment of Factors Responsible For Organizational PoliticsDokument7 SeitenAssessment of Factors Responsible For Organizational PoliticsAlexander DeckerNoch keine Bewertungen
- Assessment in Primary School Mathematics Classrooms in NigeriaDokument8 SeitenAssessment in Primary School Mathematics Classrooms in NigeriaAlexander DeckerNoch keine Bewertungen
- Antibiotic Resistance and Molecular CharacterizationDokument12 SeitenAntibiotic Resistance and Molecular CharacterizationAlexander DeckerNoch keine Bewertungen
- Assessment For The Improvement of Teaching and Learning of Christian Religious Knowledge in Secondary Schools in Awgu Education Zone, Enugu State, NigeriaDokument11 SeitenAssessment For The Improvement of Teaching and Learning of Christian Religious Knowledge in Secondary Schools in Awgu Education Zone, Enugu State, NigeriaAlexander DeckerNoch keine Bewertungen
- Application of Panel Data To The Effect of Five (5) World Development Indicators (WDI) On GDP Per Capita of Twenty (20) African Union (AU) Countries (1981-2011)Dokument10 SeitenApplication of Panel Data To The Effect of Five (5) World Development Indicators (WDI) On GDP Per Capita of Twenty (20) African Union (AU) Countries (1981-2011)Alexander DeckerNoch keine Bewertungen
- An Investigation of The Impact of Emotional Intelligence On Job Performance Through The Mediating Effect of Organizational Commitment-An Empirical Study of Banking Sector of PakistanDokument10 SeitenAn Investigation of The Impact of Emotional Intelligence On Job Performance Through The Mediating Effect of Organizational Commitment-An Empirical Study of Banking Sector of PakistanAlexander DeckerNoch keine Bewertungen
- Antioxidant Properties of Phenolic Extracts of African Mistletoes (Loranthus Begwensis L.) From Kolanut and Breadfruit TreesDokument8 SeitenAntioxidant Properties of Phenolic Extracts of African Mistletoes (Loranthus Begwensis L.) From Kolanut and Breadfruit TreesAlexander DeckerNoch keine Bewertungen
- An Overview of The Environmental Policies To Ensure SafeDokument9 SeitenAn Overview of The Environmental Policies To Ensure SafeAlexander DeckerNoch keine Bewertungen
- Analyzing The Economic Consequences of An Epidemic Outbreak-Experience From The 2014 Ebola Outbreak in West AfricaDokument9 SeitenAnalyzing The Economic Consequences of An Epidemic Outbreak-Experience From The 2014 Ebola Outbreak in West AfricaAlexander DeckerNoch keine Bewertungen
- HeijunkaDokument7 SeitenHeijunkaCyrano14Noch keine Bewertungen
- Esterline TechnologiesDokument5 SeitenEsterline TechnologiesTiago Vaz Pais0% (1)
- History of Lean ManufacturingDokument29 SeitenHistory of Lean Manufacturingsunilkhairnar38Noch keine Bewertungen
- How Toyota Achieved Success Through Its Unique Management PhilosophyDokument66 SeitenHow Toyota Achieved Success Through Its Unique Management PhilosophyKakon AnmonaNoch keine Bewertungen
- Mayur SIP ReeportDokument41 SeitenMayur SIP Reeportvijay choudhariNoch keine Bewertungen
- Toyota Production System BrochureDokument20 SeitenToyota Production System Brochureranjan349100% (1)
- JIT X HeijunkaDokument7 SeitenJIT X HeijunkaGuilherme AlcantaraNoch keine Bewertungen
- 4 Waste Overview All Types of Wastes and HeijunkaDokument95 Seiten4 Waste Overview All Types of Wastes and Heijunkaالبراء عسيريNoch keine Bewertungen
- Strategic Management and Porter's Five Forces AnalysisDokument8 SeitenStrategic Management and Porter's Five Forces AnalysisSheetal IyerNoch keine Bewertungen
- Sisprod Kelompok 3Dokument13 SeitenSisprod Kelompok 3Rettrikar KNoch keine Bewertungen
- Toyota Production System EssentialsDokument13 SeitenToyota Production System EssentialsRageemRNoch keine Bewertungen
- Lean Laboratory Implementation - Ivy Leung PDFDokument12 SeitenLean Laboratory Implementation - Ivy Leung PDFkcbijuNoch keine Bewertungen
- Lean Management Principles: by Prof. Rene T. DomingoDokument46 SeitenLean Management Principles: by Prof. Rene T. Domingomdkhandave9106Noch keine Bewertungen
- MP Report FinalDokument45 SeitenMP Report FinalAdina IsmailNoch keine Bewertungen
- Inventory MGMTDokument35 SeitenInventory MGMTPawan Vintu71% (7)
- KanbanDokument16 SeitenKanbanManoj DhageNoch keine Bewertungen
- Handout Tps-LeanDokument92 SeitenHandout Tps-LeanmanuelNoch keine Bewertungen
- Add-On Tool LMPC - Lean Manufacturing - Planning & Control - SAP BlogsDokument8 SeitenAdd-On Tool LMPC - Lean Manufacturing - Planning & Control - SAP BlogsPrasad ShanwareNoch keine Bewertungen
- Introduction To Lean Manufacturing SAPDokument55 SeitenIntroduction To Lean Manufacturing SAPJalal Masoumi KozekananNoch keine Bewertungen