Das könnte Ihnen auch gefallen
- Manual Trans and Transfer Case Parts CatalogueDokument339 SeitenManual Trans and Transfer Case Parts CatalogueBrad Franc67% (3)
- Engine 4JJ1Dokument254 SeitenEngine 4JJ1kidskung100% (22)
- 2003 Duramax Diesel SupplementDokument88 Seiten2003 Duramax Diesel SupplementDepot Enginnering100% (1)
- Ford AOD Transmissions: Rebuilding and Modifying the AOD, AODE and 4R70WVon EverandFord AOD Transmissions: Rebuilding and Modifying the AOD, AODE and 4R70WBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Borgeson Steering JointsDokument29 SeitenBorgeson Steering JointsKerry Murray100% (1)
- Ford Coyote Engines - Revised Edition: How to Build Max Performance: How to Build Max PerformanceVon EverandFord Coyote Engines - Revised Edition: How to Build Max Performance: How to Build Max PerformanceBewertung: 5 von 5 Sternen5/5 (1)
- Texas InsuranceDokument1 SeiteTexas InsuranceRambo50% (2)
- Pontiac VIN Decoder 1965-2002Dokument3 SeitenPontiac VIN Decoder 1965-2002trolav8Noch keine Bewertungen
- Index: THM 700-R4 (4L60)Dokument119 SeitenIndex: THM 700-R4 (4L60)victor agreda100% (1)
- Smittybilt2018 Catalog PDFDokument143 SeitenSmittybilt2018 Catalog PDFKotot HadisoemartoNoch keine Bewertungen
- TDR64 RebuildingTheNV5600Dokument6 SeitenTDR64 RebuildingTheNV5600Matthew Burkhalter100% (2)
- Chevrolet-Silverado 2002 en US Dac6563f98Dokument497 SeitenChevrolet-Silverado 2002 en US Dac6563f98Jairo DiazNoch keine Bewertungen
- EXJ - 799 Jeep XJ Service ManualDokument40 SeitenEXJ - 799 Jeep XJ Service Manualhottubdoc100% (1)
- XXXX 1997 Chevrolet Pickup K1500: I - System/Component Tests - 5.0L XXXX Highlighted Article TextDokument28 SeitenXXXX 1997 Chevrolet Pickup K1500: I - System/Component Tests - 5.0L XXXX Highlighted Article TextJose Gabriel Diaz100% (1)
- 2006 Big BlockDokument1 Seite2006 Big BlockMohannad Adnan ShariefNoch keine Bewertungen
- IN16-03 HINO PTO Wiring Instruction ManualDokument8 SeitenIN16-03 HINO PTO Wiring Instruction Manuallongtrandang5867100% (1)
- 1999 GMC C-SeriesDokument328 Seiten1999 GMC C-Seriesabdelbagi ibrahimNoch keine Bewertungen
- At DiagnosisDokument502 SeitenAt Diagnosisvixentd100% (2)
- Pontiac Engine Code Guide for 389 and 421 CID EnginesDokument54 SeitenPontiac Engine Code Guide for 389 and 421 CID EnginesPericoi100% (1)
- Jeep Parts List 2000 TJDokument323 SeitenJeep Parts List 2000 TJRobert L BuettnerNoch keine Bewertungen
- OBD-I and OBD-II: A Complete Guide to Diagnosis, Repair, and Emissions ComplianceVon EverandOBD-I and OBD-II: A Complete Guide to Diagnosis, Repair, and Emissions ComplianceNoch keine Bewertungen
- Antilock Brakes PDFDokument155 SeitenAntilock Brakes PDFManuel FernandezNoch keine Bewertungen
- Airbags PDFDokument251 SeitenAirbags PDFManuel FernandezNoch keine Bewertungen
- 2005 Chevrolet Tahoe/Suburban Owner ManualDokument530 Seiten2005 Chevrolet Tahoe/Suburban Owner ManualClaudio Hernández PobleteNoch keine Bewertungen
- Ax 15Dokument37 SeitenAx 15cwarren1067% (3)
- Jeep Parts List 2004 KJDokument527 SeitenJeep Parts List 2004 KJlilfrogerNoch keine Bewertungen
- 1999 Jeep TJ Wrangler Service Manual - IntroductionDokument27 Seiten1999 Jeep TJ Wrangler Service Manual - Introductionbfranklin33100% (1)
- Jeep XJ Fuse Box DiagramDokument16 SeitenJeep XJ Fuse Box Diagramandrei.verehaNoch keine Bewertungen
- 1992-2008 Yamaha YFM80 Badger Grizzly Raptor ATV'sDokument261 Seiten1992-2008 Yamaha YFM80 Badger Grizzly Raptor ATV'sav8ranger0% (1)
- PutcoProductCatalog-2014 v38CDokument40 SeitenPutcoProductCatalog-2014 v38CKPNoch keine Bewertungen
- Articles 1 10 PDFDokument32 SeitenArticles 1 10 PDFLuisYFer1Noch keine Bewertungen
- New Hemi Engine Swaps: How to Swap 5.7L, 6.1L, 6.4L & Hellcat Engines into Almost Anything: How to Swap 5.7L, 6.1L, 6.4L & Hellcat Engines into Almost AnythingVon EverandNew Hemi Engine Swaps: How to Swap 5.7L, 6.1L, 6.4L & Hellcat Engines into Almost Anything: How to Swap 5.7L, 6.1L, 6.4L & Hellcat Engines into Almost AnythingNoch keine Bewertungen
- Jeep Axel Transfer CaseDokument1 SeiteJeep Axel Transfer CaseManuel MachadoNoch keine Bewertungen
- AX5 TransDokument408 SeitenAX5 TransDan100% (5)
- TH400 Transmission Installation Guide - Case Lengths, Mods, Lines, Driveshaft FitmentDokument5 SeitenTH400 Transmission Installation Guide - Case Lengths, Mods, Lines, Driveshaft Fitmentiradanke100% (1)
- Specifications: Application Specification Metric EnglishDokument59 SeitenSpecifications: Application Specification Metric EnglishMauricio Casanova100% (1)
- 2007 DakotaDokument446 Seiten2007 DakotaLuis Barrera RamirezNoch keine Bewertungen
- NV 3500 Transmission Service ManualDokument41 SeitenNV 3500 Transmission Service Manualsteven100% (1)
- Jeep Grand Cherokee WK User ManualDokument448 SeitenJeep Grand Cherokee WK User ManualcenagyNoch keine Bewertungen
- Atlas Transfer Case Application GuideDokument47 SeitenAtlas Transfer Case Application GuideRobertNoch keine Bewertungen
- 2014 JP GrandCherokee SPDokument9 Seiten2014 JP GrandCherokee SPSteve RugeNoch keine Bewertungen
- 1992 ST-375-92-EDD Chevrolet CK Wiring ManualDokument298 Seiten1992 ST-375-92-EDD Chevrolet CK Wiring ManualNestor Amezcua100% (1)
- 2005DuramaxManual Like s10 Diesel Engines PDFDokument78 Seiten2005DuramaxManual Like s10 Diesel Engines PDFJe RelNoch keine Bewertungen
- 1997 XJ Service BookDokument1.724 Seiten1997 XJ Service Bookdane5502Noch keine Bewertungen
- Neon PerformanceDokument15 SeitenNeon Performanceluistorres19100% (1)
- 1999 Jeep TJ Wrangler Service Manual - 05. BrakesDokument38 Seiten1999 Jeep TJ Wrangler Service Manual - 05. Brakesbfranklin33100% (1)
- Eclipse PDFDokument381 SeitenEclipse PDFJayNarvaezNoch keine Bewertungen
- 05 TitanDokument344 Seiten05 TitanDavid ChalkerNoch keine Bewertungen
- 2004 f150 3v and 4r100 Heritage 5.4 Reference ValuesDokument12 Seiten2004 f150 3v and 4r100 Heritage 5.4 Reference Valuesjr100100100% (2)
- 1999 Jeep TJ Wrangler Service Manual - 23. BodyDokument84 Seiten1999 Jeep TJ Wrangler Service Manual - 23. Bodybfranklin33Noch keine Bewertungen
- Build Your Own Wooden Clock PlansDokument12 SeitenBuild Your Own Wooden Clock Planszotsenko85% (20)
- EXJ - 19A99 Jeep XJ Service ManualDokument12 SeitenEXJ - 19A99 Jeep XJ Service ManualhottubdocNoch keine Bewertungen
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorVon EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNoch keine Bewertungen
- Assembly (Rev 1)Dokument31 SeitenAssembly (Rev 1)Carlos Gabriel EstergaardNoch keine Bewertungen
- Power Door Locks Chevrolet S10Dokument11 SeitenPower Door Locks Chevrolet S10Maxi Sardi100% (1)
- PatternsDokument16 SeitenPatternsCarlos Gabriel EstergaardNoch keine Bewertungen
- WC5 Parts Fabrication: Author: J. RandleDokument48 SeitenWC5 Parts Fabrication: Author: J. RandleCarlos Gabriel Estergaard100% (1)
- X TrailDokument31 SeitenX TrailTito Campos NunezNoch keine Bewertungen
- Author: J. Randle: © 2005 Randle Design, LLC All Rights ReservedDokument2 SeitenAuthor: J. Randle: © 2005 Randle Design, LLC All Rights ReservedCarlos Gabriel EstergaardNoch keine Bewertungen
- Connection Diagram of Tig Maker (H.f. Unit) PDFDokument1 SeiteConnection Diagram of Tig Maker (H.f. Unit) PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Connection Diagram of Tig Maker (H.f. Unit) PDFDokument1 SeiteConnection Diagram of Tig Maker (H.f. Unit) PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Vdocuments - MX Caterpillar 926e Manuals Volu Caterpillar Wheel Loader Powershift ManualDokument7 SeitenVdocuments - MX Caterpillar 926e Manuals Volu Caterpillar Wheel Loader Powershift ManualAbdelbagi100% (1)
- 1998 Sec 7-Manual TransmissionDokument25 Seiten1998 Sec 7-Manual TransmissionAdal VeraNoch keine Bewertungen
- 2001 OLDSMOBILE BRAVADA Service Repair Manual PDFDokument37 Seiten2001 OLDSMOBILE BRAVADA Service Repair Manual PDFjkfmmsmefNoch keine Bewertungen
- Mitsubishi Eclipse Spyder 3.0LDokument97 SeitenMitsubishi Eclipse Spyder 3.0LrobertoNoch keine Bewertungen
- At Service E40dDokument5 SeitenAt Service E40ds.e. e.p.Noch keine Bewertungen
- 1999 Jeep TJ Wrangler Service Manual - 11. Exhaust SystemDokument6 Seiten1999 Jeep TJ Wrangler Service Manual - 11. Exhaust Systembfranklin33Noch keine Bewertungen
- URXS 7 ($ (: $XWRPDWLF 7udqvd (Oh 6ShhgDokument67 SeitenURXS 7 ($ (: $XWRPDWLF 7udqvd (Oh 6ShhgccbulgariaNoch keine Bewertungen
- JEEP WJ 2000 Service ManualDokument117 SeitenJEEP WJ 2000 Service Manualdoniluz0% (4)
- GBS-brochure-A4 UK 2017 LasercladdenDokument8 SeitenGBS-brochure-A4 UK 2017 LasercladdenCarlos Gabriel EstergaardNoch keine Bewertungen
- 26LS31 Differential Transmitter For HP-UHU PDFDokument1 Seite26LS31 Differential Transmitter For HP-UHU PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Technical Manual: Service and PartsDokument73 SeitenTechnical Manual: Service and PartsCarlos Gabriel EstergaardNoch keine Bewertungen
- M-DRO PC Digital Readout Interface: Technical InformationDokument20 SeitenM-DRO PC Digital Readout Interface: Technical InformationCarlos Gabriel EstergaardNoch keine Bewertungen
- 0349 301 027 R PDFDokument12 Seiten0349 301 027 R PDFawemetalNoch keine Bewertungen
- Bally 1981 Eight Ball Deluxe Manual PDFDokument54 SeitenBally 1981 Eight Ball Deluxe Manual PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- KP GP-30TDokument181 SeitenKP GP-30TCarlos Gabriel EstergaardNoch keine Bewertungen
- Anti Aircraft Ammunition 1949Dokument129 SeitenAnti Aircraft Ammunition 1949Carlos Gabriel EstergaardNoch keine Bewertungen
- Octagon Picnic TableDokument24 SeitenOctagon Picnic TableCarlos Gabriel Estergaard100% (1)
- Balanceo de Los Rotores Solidos NxpowerliteDokument13 SeitenBalanceo de Los Rotores Solidos NxpowerliteCarlos Gabriel EstergaardNoch keine Bewertungen
- WC5 Installation: Author: J. RandleDokument4 SeitenWC5 Installation: Author: J. RandleCarlos Gabriel EstergaardNoch keine Bewertungen
- Regenerative Powerdump Circuit PDFDokument4 SeitenRegenerative Powerdump Circuit PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Spot Welding Circuit DiagramDokument1 SeiteSpot Welding Circuit DiagramCarlos Gabriel EstergaardNoch keine Bewertungen
- 0349 301 027 R PDFDokument12 Seiten0349 301 027 R PDFawemetalNoch keine Bewertungen
- Forced Vibrations: K KX CX F XDokument178 SeitenForced Vibrations: K KX CX F XGhanshyam Barhate100% (2)
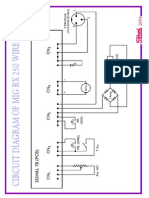
- Mig RX 250 Wire FeederDokument1 SeiteMig RX 250 Wire FeederkokiskoNoch keine Bewertungen
- Connection Diagram of Matel Gathering Machine Model 1990 PDFDokument1 SeiteConnection Diagram of Matel Gathering Machine Model 1990 PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Circuit Diagram of Welding Positioner PDFDokument2 SeitenCircuit Diagram of Welding Positioner PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Connection Diagram of Matel Gathering Machine Model 1990 PDFDokument1 SeiteConnection Diagram of Matel Gathering Machine Model 1990 PDFCarlos Gabriel EstergaardNoch keine Bewertungen
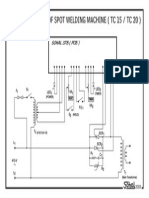
- Circuit Diagram of Spot Welding Machine (tc15tc20) PDFDokument1 SeiteCircuit Diagram of Spot Welding Machine (tc15tc20) PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Circuit Diagram of Projection Welding Machine PDFDokument1 SeiteCircuit Diagram of Projection Welding Machine PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Seem welding panel connection diagramDokument1 SeiteSeem welding panel connection diagramCarlos Gabriel EstergaardNoch keine Bewertungen
- Circuit Diagram of Mig XL Power Source PDFDokument1 SeiteCircuit Diagram of Mig XL Power Source PDFCarlos Gabriel EstergaardNoch keine Bewertungen
- Company CaseDokument4 SeitenCompany CaseRap PhaelNoch keine Bewertungen
- Honda OBD I Dtc Code GuideDokument4 SeitenHonda OBD I Dtc Code GuideskpppNoch keine Bewertungen
- Electric Powered Forklifts: B15T / B18T / B20T - 5Dokument4 SeitenElectric Powered Forklifts: B15T / B18T / B20T - 5DoDuyBacNoch keine Bewertungen
- Hybrid System Q&ADokument59 SeitenHybrid System Q&AbelkaidaNoch keine Bewertungen
- Dodge Neon CodesDokument3 SeitenDodge Neon Codesmecano_54Noch keine Bewertungen
- vw.b5.cl.1 Fac 7 PDFDokument1 Seitevw.b5.cl.1 Fac 7 PDFDirt JumpNoch keine Bewertungen
- Merida ETrilogy 2024Dokument4 SeitenMerida ETrilogy 2024MTB-VCONoch keine Bewertungen
- Ford SVT Focus PDFDokument16 SeitenFord SVT Focus PDFNancy GarciaNoch keine Bewertungen
- 9.contoh Soal Chapter 9 Kinds of TransportationDokument5 Seiten9.contoh Soal Chapter 9 Kinds of Transportationpriyo cirebonNoch keine Bewertungen
- Bx250aefph (2014) PDFDokument85 SeitenBx250aefph (2014) PDFAlbert DepanoNoch keine Bewertungen
- Site Equipment Surplus StatusDokument17 SeitenSite Equipment Surplus StatusEr Akshay ParmarNoch keine Bewertungen
- Application For Duplicate Motor Vehicle Certificate of Title (Fillable)Dokument1 SeiteApplication For Duplicate Motor Vehicle Certificate of Title (Fillable)Courtney LedNoch keine Bewertungen
- Polo Allstar LeafletDokument2 SeitenPolo Allstar LeafletZaraki KenpachiNoch keine Bewertungen
- Traffic Administration Group 1 BSC 3B Cdi 103Dokument16 SeitenTraffic Administration Group 1 BSC 3B Cdi 103Etang Chrisween R.Noch keine Bewertungen
- Week #21 Schedule May 17th - May 23rd 2020Dokument12 SeitenWeek #21 Schedule May 17th - May 23rd 2020Russell ChaseNoch keine Bewertungen
- Set The Roads On Fire: Bluesense Plus (Connected SUV)Dokument4 SeitenSet The Roads On Fire: Bluesense Plus (Connected SUV)vetkkarthikNoch keine Bewertungen
- Plano Eléctrico 795F PDFDokument54 SeitenPlano Eléctrico 795F PDFGabo GaboNoch keine Bewertungen
- Tesla Project ReportDokument20 SeitenTesla Project ReportMahesh KharatNoch keine Bewertungen
- Tire Code - Wikipedia, The Free EncyclopediaDokument12 SeitenTire Code - Wikipedia, The Free EncyclopediaManu SolomonNoch keine Bewertungen
- KAROQ - Accessories Brochure - Jan - 2019.Dokument25 SeitenKAROQ - Accessories Brochure - Jan - 2019.sujan settyNoch keine Bewertungen
- Proton Edar SDN BHD Proton Edar SDN BHD: East MalaysiaDokument5 SeitenProton Edar SDN BHD Proton Edar SDN BHD: East MalaysiachristopherlyeNoch keine Bewertungen
- Sunstrand Hydro Service ManualDokument69 SeitenSunstrand Hydro Service ManualjamesNoch keine Bewertungen
- Circle The Words That Lie Across, Backward Up, Down or DiagonallyDokument1 SeiteCircle The Words That Lie Across, Backward Up, Down or DiagonallySiti Rohayu RohanNoch keine Bewertungen
- DREAMS TO REALITYDokument4 SeitenDREAMS TO REALITYshubhaastro2827Noch keine Bewertungen
- Column1 MPC/KM: Vespa Vespa Vespa Vespa Vespa Vespa Vespa VespaDokument3 SeitenColumn1 MPC/KM: Vespa Vespa Vespa Vespa Vespa Vespa Vespa VespaKardinalna GreškaNoch keine Bewertungen