Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Medabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink ForumsDokument5 SeitenMedabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink Forumsdegraded 4resterNoch keine Bewertungen
- Windows System Shortcut CommandsDokument2 SeitenWindows System Shortcut CommandsVenkatesh YerraNoch keine Bewertungen
- Micro - Systemic Bacteriology Questions PDFDokument79 SeitenMicro - Systemic Bacteriology Questions PDFShashipriya AgressNoch keine Bewertungen
- Induction Motor Steady-State Model (Squirrel Cage) : MEP 1422 Electric DrivesDokument21 SeitenInduction Motor Steady-State Model (Squirrel Cage) : MEP 1422 Electric DrivesSpoiala DragosNoch keine Bewertungen
- Ankle Injury EvaluationDokument7 SeitenAnkle Injury EvaluationManiDeep ReddyNoch keine Bewertungen
- Carpentry Grade 8 Week 1 2Dokument20 SeitenCarpentry Grade 8 Week 1 2SANTIAGO ALVISNoch keine Bewertungen
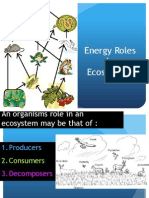
- Energy-Roles-In-Ecosystems-Notes-7 12bDokument10 SeitenEnergy-Roles-In-Ecosystems-Notes-7 12bapi-218158367Noch keine Bewertungen
- Donnan Membrane EquilibriaDokument37 SeitenDonnan Membrane EquilibriamukeshNoch keine Bewertungen
- Chestionar 2Dokument5 SeitenChestionar 2Alex AndruNoch keine Bewertungen
- Controlled DemolitionDokument3 SeitenControlled DemolitionJim FrancoNoch keine Bewertungen
- Sample Interview Questions For Planning EngineersDokument16 SeitenSample Interview Questions For Planning EngineersPooja PawarNoch keine Bewertungen
- Rs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Dokument19 SeitenRs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Mdpn. Salvador67% (3)
- Route Clearence TeamDokument41 SeitenRoute Clearence Teamctenar2Noch keine Bewertungen
- Dept & Sem: Subject Name: Course Code: Unit: Prepared byDokument75 SeitenDept & Sem: Subject Name: Course Code: Unit: Prepared by474 likithkumarreddy1Noch keine Bewertungen
- 1 Prof Chauvins Instructions For Bingham CH 4Dokument35 Seiten1 Prof Chauvins Instructions For Bingham CH 4Danielle Baldwin100% (2)
- Jurnal Vol. IV No.1 JANUARI 2013 - SupanjiDokument11 SeitenJurnal Vol. IV No.1 JANUARI 2013 - SupanjiIchsan SetiadiNoch keine Bewertungen
- Percentage and Profit & Loss: Aptitude AdvancedDokument8 SeitenPercentage and Profit & Loss: Aptitude AdvancedshreyaNoch keine Bewertungen
- Ose Sample QuotationDokument37 SeitenOse Sample Quotationrj medelNoch keine Bewertungen
- Atom SDDokument5 SeitenAtom SDatomsa shiferaNoch keine Bewertungen
- Introduction To FluidizationDokument9 SeitenIntroduction To FluidizationEriCisacNoch keine Bewertungen
- DevOps Reference CardDokument2 SeitenDevOps Reference CardIntizarchauhanNoch keine Bewertungen
- Transposable Elements - Annotated - 2020Dokument39 SeitenTransposable Elements - Annotated - 2020Monisha vNoch keine Bewertungen
- Shift in Business Strategy of 10 Minute School - B2B To B2CDokument40 SeitenShift in Business Strategy of 10 Minute School - B2B To B2CSadiaNoch keine Bewertungen
- Revised Corporation Code - Non Stock Close and Special CorporationsDokument19 SeitenRevised Corporation Code - Non Stock Close and Special CorporationsVenziel PedrosaNoch keine Bewertungen
- English 2nd Quarter Week 7 Connotation DenotationDokument28 SeitenEnglish 2nd Quarter Week 7 Connotation DenotationEdward Estrella GuceNoch keine Bewertungen
- 2001 Ford F150 ManualDokument296 Seiten2001 Ford F150 Manualerjenkins1100% (2)
- CUET 2022 General Test 6th October Shift 1Dokument23 SeitenCUET 2022 General Test 6th October Shift 1Dhruv BhardwajNoch keine Bewertungen
- ANS145 - Beef Cattle ProductionDokument52 SeitenANS145 - Beef Cattle ProductionEgie BulawinNoch keine Bewertungen
- Uts Cmo Module 5Dokument31 SeitenUts Cmo Module 5Ceelinah EsparazNoch keine Bewertungen
- Nse 2Dokument5 SeitenNse 2dhaval gohelNoch keine Bewertungen