Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- PT Tech HPTO12HXX-XXX Power Take OffDokument27 SeitenPT Tech HPTO12HXX-XXX Power Take OffRonald100% (5)
- Elevator Maintenance ManualDokument27 SeitenElevator Maintenance ManualBadal BiswasNoch keine Bewertungen
- Air Brake Work BookDokument47 SeitenAir Brake Work BookRudolf Oppermann50% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDokument40 SeitenWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanNoch keine Bewertungen
- Kingsbury Leg ComponentsDokument3 SeitenKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Porsche 928 1982 Service InformationDokument55 SeitenPorsche 928 1982 Service InformationwaggcasNoch keine Bewertungen
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDokument46 SeitenEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDokument46 SeitenEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Oisd Standard - 194 For Restricted Circulation Only: Government of India, Ministry of Petroleum & Natural GasDokument38 SeitenOisd Standard - 194 For Restricted Circulation Only: Government of India, Ministry of Petroleum & Natural GasmkkamarajNoch keine Bewertungen
- GP170501 Human Factors in Plant Design PDFDokument27 SeitenGP170501 Human Factors in Plant Design PDFegfernandez21100% (1)
- 19 KKKKKKKKKKKKKKKKKKDokument4 Seiten19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- SD 25 eDokument20 SeitenSD 25 ejbsb1100% (1)
- Cartuchos Sandvik PDFDokument16 SeitenCartuchos Sandvik PDFJefatura de Planta Invemet PeruNoch keine Bewertungen
- User Instructions: ERPN-M Centrifugal PumpsDokument37 SeitenUser Instructions: ERPN-M Centrifugal Pumpstexwan_Noch keine Bewertungen
- Manual PerforadoraDokument42 SeitenManual PerforadoraFrancisco Gajardo100% (1)
- FCC Unit TURNAROUNDDokument6 SeitenFCC Unit TURNAROUNDGroover ContrerasNoch keine Bewertungen
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDokument2 SeitenPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanNoch keine Bewertungen
- V106 Relative Motion Record FormDokument0 SeitenV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDokument20 SeitenUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Field Balancing Large Rotating MachineryDokument26 SeitenField Balancing Large Rotating MachineryShantanu SamajdarNoch keine Bewertungen
- Article 6hy JytjuytDokument7 SeitenArticle 6hy JytjuytHatem AbdelrahmanNoch keine Bewertungen
- Article 6hy JytjuytDokument7 SeitenArticle 6hy JytjuytHatem AbdelrahmanNoch keine Bewertungen
- Dynamic Stresses Hydro Power Plant RKAggarwalDokument22 SeitenDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanNoch keine Bewertungen
- The Magnetic Center Finding Using Vibrating Wire TechniqueDokument6 SeitenThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanNoch keine Bewertungen
- Fault Zone - : Air GapDokument0 SeitenFault Zone - : Air GapHatem AbdelrahmanNoch keine Bewertungen
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDokument130 SeitenHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanNoch keine Bewertungen
- Don't Get Soft: Cover Series: Installation Best PracticesDokument6 SeitenDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Gei 100351Dokument32 SeitenGei 100351Hatem Abdelrahman100% (1)
- Prec Maint March 2007Dokument9 SeitenPrec Maint March 2007Hatem AbdelrahmanNoch keine Bewertungen
- Icmtech435435 345435 43543Dokument63 SeitenIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- 1q07 Beat Freq Back To BasicsDokument3 Seiten1q07 Beat Freq Back To BasicsHatem AbdelrahmanNoch keine Bewertungen
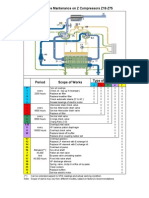
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDokument1 SeitePreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanNoch keine Bewertungen
- Vibrations NotesDokument43 SeitenVibrations NotesNicolas LuchmunNoch keine Bewertungen
- Customer Application Centers: Global Accessibility To Our TechnologyDokument1 SeiteCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanNoch keine Bewertungen
- Best Practices: Asset Condition ManagementDokument2 SeitenBest Practices: Asset Condition ManagementHatem AbdelrahmanNoch keine Bewertungen
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDokument2 SeitenWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanNoch keine Bewertungen
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDokument4 SeitenIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanNoch keine Bewertungen
- 1q03 3500 22mDokument4 Seiten1q03 3500 22mscribdkhatnNoch keine Bewertungen
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Dokument1 SeiteHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanNoch keine Bewertungen
- Ontario Power Generation's Nanticoke Power PlantDokument3 SeitenOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanNoch keine Bewertungen
- 2 Q 01 HanifanDokument2 Seiten2 Q 01 HanifanHatem AbdelrahmanNoch keine Bewertungen
- Modulo de Control de Osmosis PDFDokument15 SeitenModulo de Control de Osmosis PDFrafaelNoch keine Bewertungen
- Tech Manual: 5.12", 10,000 PSI WORKING PRESSURE Es Series, 3,000 Psi Hydraulics Quad BopDokument25 SeitenTech Manual: 5.12", 10,000 PSI WORKING PRESSURE Es Series, 3,000 Psi Hydraulics Quad BopJavier RivasNoch keine Bewertungen
- 08 - Enriquecedor de Oxigeno AS-DDokument61 Seiten08 - Enriquecedor de Oxigeno AS-DCRISTIAN ALEXANDER SALDANA GARZONNoch keine Bewertungen
- BRT-100 User ManualDokument2 SeitenBRT-100 User ManualEricNoch keine Bewertungen
- Material Selection GuideDokument2 SeitenMaterial Selection GuideshervinyNoch keine Bewertungen
- OPS 1 Maintenance ManualDokument10 SeitenOPS 1 Maintenance ManualMustang33Noch keine Bewertungen
- 06 Pasteur Eng enDokument8 Seiten06 Pasteur Eng enVukasin ZivicNoch keine Bewertungen
- H 3 1 Third Generation FA5ADokument6 SeitenH 3 1 Third Generation FA5AjlmunozvNoch keine Bewertungen
- Gen Set 30 KVA HA 494Dokument20 SeitenGen Set 30 KVA HA 494Pankaj TiwariNoch keine Bewertungen
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDokument2 SeitenAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006Noch keine Bewertungen
- Gas Cylinders RulesDokument9 SeitenGas Cylinders Ruleshani_shaabanNoch keine Bewertungen
- Indian StandardDokument17 SeitenIndian StandardMd Tajijul IslamNoch keine Bewertungen
- m359 Rev e Ecl Plus-1Dokument78 Seitenm359 Rev e Ecl Plus-1isaias100% (1)
- NeumaticaDokument39 SeitenNeumaticaJulian DiazNoch keine Bewertungen
- 9b. 2013catalogDokument96 Seiten9b. 2013catalogEny Sri RyNoch keine Bewertungen
- Protective Covers: N N N NDokument2 SeitenProtective Covers: N N N NMNoch keine Bewertungen
- Maintenance Cylinder Booster Unit MAN PDFDokument12 SeitenMaintenance Cylinder Booster Unit MAN PDFgmegoulis_772534693Noch keine Bewertungen
- Scroll Chiller TenderDokument61 SeitenScroll Chiller Tenderjun005Noch keine Bewertungen
- MegaTherm 500 1825Dokument32 SeitenMegaTherm 500 1825jose luisNoch keine Bewertungen