Das könnte Ihnen auch gefallen
- Solved Passed Paper FCPS Part-2 DaleepDokument20 SeitenSolved Passed Paper FCPS Part-2 DaleepUmair AwanNoch keine Bewertungen
- Solved Passed Paper FCPS Part-1 DaleepDokument20 SeitenSolved Passed Paper FCPS Part-1 DaleepUmair AwanNoch keine Bewertungen
- Part 1: NUMBER: Dream Worldwide Unit 1Dokument9 SeitenPart 1: NUMBER: Dream Worldwide Unit 1DYNOOO GAMEINGNoch keine Bewertungen
- Part 1: Summary of The Entire SessionDokument3 SeitenPart 1: Summary of The Entire SessionDYNOOO GAMEINGNoch keine Bewertungen
- Part 1: Summary of The Entire SessionDokument4 SeitenPart 1: Summary of The Entire SessionUmair AwanNoch keine Bewertungen
- Part 1: NUMBER: Dream Worldwide Unit 1Dokument9 SeitenPart 1: NUMBER: Dream Worldwide Unit 1DYNOOO GAMEINGNoch keine Bewertungen
- Part 1: Summary of The Entire SessionDokument5 SeitenPart 1: Summary of The Entire Sessionmaruf100% (1)
- Part 1: Summary of The Entire Session:: Light FormsDokument7 SeitenPart 1: Summary of The Entire Session:: Light FormsUmair AwanNoch keine Bewertungen
- Part 1: Summary of The Entire SessionDokument4 SeitenPart 1: Summary of The Entire SessionmarufNoch keine Bewertungen
- Part 1: Summary of The Entire SessionDokument3 SeitenPart 1: Summary of The Entire SessionDYNOOO GAMEINGNoch keine Bewertungen
- Part 1: Three Kinds of Words in ArabicDokument5 SeitenPart 1: Three Kinds of Words in Arabicesma baharNoch keine Bewertungen
- Pair Group:: PART 2: Notes On Light & Heavy StatusDokument4 SeitenPair Group:: PART 2: Notes On Light & Heavy StatusDYNOOO GAMEINGNoch keine Bewertungen
- Pair Group:: PART 2: Notes On Light & Heavy StatusDokument4 SeitenPair Group:: PART 2: Notes On Light & Heavy StatusDYNOOO GAMEINGNoch keine Bewertungen
- PART 1: Summary of The Entire Session: in EnglishDokument4 SeitenPART 1: Summary of The Entire Session: in EnglishUmair AwanNoch keine Bewertungen
- Taking Ownership - Optimizing ProductivityDokument29 SeitenTaking Ownership - Optimizing ProductivityUmair AwanNoch keine Bewertungen
- Introduction To Petroleum Refinery OperationsDokument12 SeitenIntroduction To Petroleum Refinery Operationsvinhlhd83% (6)
- Taking Control of Your CareerDokument19 SeitenTaking Control of Your CareerUmair AwanNoch keine Bewertungen
- Part 1: Three Kinds of Words in ArabicDokument5 SeitenPart 1: Three Kinds of Words in Arabicesma baharNoch keine Bewertungen
- AlignmentDokument27 SeitenAlignmentdax100% (2)
- GEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceDokument20 SeitenGEMSS-G-05 Rev 03 - Quality Control - Quality AssuranceUmair Awan100% (1)
- A - Piping Joint HandbookDokument161 SeitenA - Piping Joint HandbookCharles Tauk100% (30)
- Factory Acceptance Test For PRVDokument4 SeitenFactory Acceptance Test For PRVUmair AwanNoch keine Bewertungen
- Section PF - Heating & VentilationDokument8 SeitenSection PF - Heating & VentilationUmair AwanNoch keine Bewertungen
- Factory Acceptance Test For RDDokument3 SeitenFactory Acceptance Test For RDUmair Awan100% (1)
- Minimum Quality Requirements For Epc Contractors PDFDokument47 SeitenMinimum Quality Requirements For Epc Contractors PDFUmair Awan100% (2)
- INTRODUCTION TO BALANCINGDokument40 SeitenINTRODUCTION TO BALANCINGdax100% (2)
- Tanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVDokument2 SeitenTanhov Industrial Co.,Ltd: ITP (Inspection and Test Plan) FOR PRVUmair AwanNoch keine Bewertungen
- Major Structures Steel Erection InspectionDokument4 SeitenMajor Structures Steel Erection InspectionYohannes GebreNoch keine Bewertungen
- GB 6654 Steel Plate StandardDokument14 SeitenGB 6654 Steel Plate Standardsiens2304Noch keine Bewertungen
- 20140718042050137Dokument11 Seiten20140718042050137bkprodhNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Garments FinishingDokument18 SeitenGarments FinishingJames_45Noch keine Bewertungen
- Analyzing a Trading Company's Supply ChainDokument3 SeitenAnalyzing a Trading Company's Supply ChainVasco TorgalNoch keine Bewertungen
- Street Furniture Factory and Prefabricated SystemsDokument36 SeitenStreet Furniture Factory and Prefabricated SystemsokisoundNoch keine Bewertungen
- Leaflet - IDEA StatiCa SteelDokument3 SeitenLeaflet - IDEA StatiCa SteelpgyzNoch keine Bewertungen
- The Formwork Catalogue Europe EnglishDokument604 SeitenThe Formwork Catalogue Europe EnglishSreten Obrenovic100% (1)
- CATIA V5 Composites Part DesignDokument1 SeiteCATIA V5 Composites Part DesignZahin RahmanNoch keine Bewertungen
- Operations Management - Final ExamDokument7 SeitenOperations Management - Final ExamMuhammad Ben Mahfouz Al-Zubairi75% (4)
- Finalvalue Usb FanDokument9 SeitenFinalvalue Usb FanDianne De FranciaNoch keine Bewertungen
- Site Layout Facilities For Complex ProjectsDokument10 SeitenSite Layout Facilities For Complex Projectsrodop82Noch keine Bewertungen
- 45 Manufacturing of High Precision BoresDokument169 Seiten45 Manufacturing of High Precision BoresTuấnAnhNoch keine Bewertungen
- Tolerances For Cold-Finished BarsDokument9 SeitenTolerances For Cold-Finished BarsugurNoch keine Bewertungen
- Scenport Constructions Company ProfileDokument12 SeitenScenport Constructions Company ProfileWaqas AbroNoch keine Bewertungen
- Brazing DictionaryDokument14 SeitenBrazing DictionaryAriel GermainNoch keine Bewertungen
- B.Sc. Industrial Engineer resumeDokument4 SeitenB.Sc. Industrial Engineer resumeGowtam ChowdhuryNoch keine Bewertungen
- 07910Dokument3 Seiten07910sethu1091Noch keine Bewertungen
- MT Series Chamber Furnaces GuideDokument6 SeitenMT Series Chamber Furnaces GuideAndyNoch keine Bewertungen
- CMC Changes and Regulatory ReportingDokument5 SeitenCMC Changes and Regulatory Reportingexicial87Noch keine Bewertungen
- Bangladesh & Global Studies Class NotesDokument3 SeitenBangladesh & Global Studies Class NotesanonymousNoch keine Bewertungen
- Mastertop 1325Dokument3 SeitenMastertop 1325Doby YuniardiNoch keine Bewertungen
- Hardening and hardness test methods overviewDokument1 SeiteHardening and hardness test methods overviewkdalavadi3905Noch keine Bewertungen
- Economical Structural SteelworkDokument117 SeitenEconomical Structural SteelworkArvee VermaNoch keine Bewertungen
- OGP Work Breakdown Structure for Production Platform ProjectDokument5 SeitenOGP Work Breakdown Structure for Production Platform ProjectZak ArisNoch keine Bewertungen
- Unitoperations and ProcessesDokument19 SeitenUnitoperations and ProcessesnirbhaykumarNoch keine Bewertungen
- (Corus) SHS Jointing - Flowdrill and Hollo-BoltDokument13 Seiten(Corus) SHS Jointing - Flowdrill and Hollo-Bolt_at_to_Noch keine Bewertungen
- Inventory Management: Answers To QuestionsDokument9 SeitenInventory Management: Answers To Questionsjinu220Noch keine Bewertungen
- Metallographic Sample Preparation and Microstructure ObservationDokument11 SeitenMetallographic Sample Preparation and Microstructure Observationafnanhanany50% (2)
- Overview of Construction IndustryDokument39 SeitenOverview of Construction IndustryHariz AkhmalNoch keine Bewertungen
- UPVC Pipe and Fittings 2011Dokument41 SeitenUPVC Pipe and Fittings 2011Sandi AslanNoch keine Bewertungen
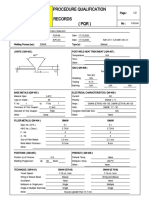
- Procedure Qualification Record PQRDokument2 SeitenProcedure Qualification Record PQRWalid BdeirNoch keine Bewertungen