Das könnte Ihnen auch gefallen
- Fabricación de Argollas en Hierro ForjadoDokument33 SeitenFabricación de Argollas en Hierro Forjadoanon_543754156Noch keine Bewertungen
- Documento - Bobina de TeslaDokument6 SeitenDocumento - Bobina de TeslaLuis ArredondoNoch keine Bewertungen
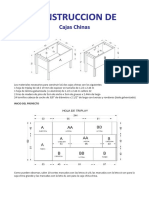
- Caja ChinaDokument23 SeitenCaja ChinaMauricio80% (5)
- Tutorial Básico de FontaneriaDokument66 SeitenTutorial Básico de FontaneriaSevero CQNoch keine Bewertungen
- Documentacion Tecnica Puerta de GarajeDokument19 SeitenDocumentacion Tecnica Puerta de Garajeluisvillacampa98Noch keine Bewertungen
- Bobina de TeslaDokument16 SeitenBobina de Teslalscpayo2620100% (9)
- Caja China PDFDokument14 SeitenCaja China PDFLuis EnriqueNoch keine Bewertungen
- Cómo Doblar TuberíasDokument25 SeitenCómo Doblar Tuberíassaul dussanNoch keine Bewertungen
- Pernos y RoscasDokument24 SeitenPernos y RoscasClaudio CuevasNoch keine Bewertungen
- Cañones y CureñasDokument47 SeitenCañones y Cureñasindumarnicaragua100% (1)
- Antena Satelital - Antena Lindenblad de 70 CMDokument16 SeitenAntena Satelital - Antena Lindenblad de 70 CMfujyreefNoch keine Bewertungen
- Caja ChinaDokument14 SeitenCaja ChinaRodolfo Rojas Villanueva80% (25)
- Realización Del Fileteado de Un Agujero, Tornillo o Esparrago Roscado ManualmenteDokument11 SeitenRealización Del Fileteado de Un Agujero, Tornillo o Esparrago Roscado ManualmenteSasaNoch keine Bewertungen
- 01 Extruder Unit Assembly EsDokument38 Seiten01 Extruder Unit Assembly EsIvan LorenzattiNoch keine Bewertungen
- EscuadraDokument10 SeitenEscuadraguz123Noch keine Bewertungen
- Construccion Turbina de 10 Pies Diámetro Con Veleta Oscilante - AerogeneradorDokument58 SeitenConstruccion Turbina de 10 Pies Diámetro Con Veleta Oscilante - Aerogeneradornanden.fer6973Noch keine Bewertungen
- Como Hacer Un Taladro Casero Taladro Mecanico o ManualDokument3 SeitenComo Hacer Un Taladro Casero Taladro Mecanico o ManualInversionesRdj100% (1)
- Cajas ChinasDokument20 SeitenCajas ChinasGuillermo Gonzalez Arce100% (11)
- Dobladora de Tubos 1Dokument9 SeitenDobladora de Tubos 1Oscar RamirezNoch keine Bewertungen
- PIA MetrologiaDokument7 SeitenPIA MetrologiaJose De Jesus MonteroNoch keine Bewertungen
- Generador EolicoDokument11 SeitenGenerador EolicoAlejandro Gonzalez LuengasNoch keine Bewertungen
- Peque AeroDokument9 SeitenPeque Aerojhon fredy gonzalez oNoch keine Bewertungen
- Como Construir Una Guillotina para EncuadernacionDokument7 SeitenComo Construir Una Guillotina para EncuadernacionAndreaNoch keine Bewertungen
- Calculadora de DomosDokument5 SeitenCalculadora de Domosre_Verde69Noch keine Bewertungen
- Tornilleria y SoldaduraDokument34 SeitenTornilleria y SoldaduraLuis Jesus Perez NetoNoch keine Bewertungen
- Cómo fabricar un broche de caja de joyería de 6 piezasDokument6 SeitenCómo fabricar un broche de caja de joyería de 6 piezasJoyasLoniNoch keine Bewertungen
- Construir Un Mejor Motor Stirling - Cargos A CuentaDokument8 SeitenConstruir Un Mejor Motor Stirling - Cargos A Cuentapl1066hp2168Noch keine Bewertungen
- Torno CaseroDokument18 SeitenTorno CaseroHector JurcichNoch keine Bewertungen
- Hágalo Usted Mismo Cómo Hacer Una Guitarra Eléctrica - Mi Mecánica PopularDokument8 SeitenHágalo Usted Mismo Cómo Hacer Una Guitarra Eléctrica - Mi Mecánica PopularMensoya CheliNoch keine Bewertungen
- Prensa casera herreríaDokument21 SeitenPrensa casera herreríaDeivid Banner100% (1)
- Tipos de Roscas: Métricas, UNF, UNC, BSF y másDokument24 SeitenTipos de Roscas: Métricas, UNF, UNC, BSF y másyesdamac24Noch keine Bewertungen
- Como Hacer Construir Un BoteDokument7 SeitenComo Hacer Construir Un BoteMaikol Guevara100% (3)
- Tornillos y tuercas: elementos mecánicos claveDokument26 SeitenTornillos y tuercas: elementos mecánicos clavejorbusNoch keine Bewertungen
- Tipos de roscas y sus parámetrosDokument42 SeitenTipos de roscas y sus parámetrosjocexdNoch keine Bewertungen
- Tornillos y SujetadoresDokument35 SeitenTornillos y SujetadoresJesús ZazaNoch keine Bewertungen
- MMM Roscado A ManoDokument4 SeitenMMM Roscado A ManoJuan Adrian Malla UyaguariNoch keine Bewertungen
- Abeja RobotDokument7 SeitenAbeja RobotLener ReyesNoch keine Bewertungen
- Cómo construir una turbina Tesla con menos deDokument5 SeitenCómo construir una turbina Tesla con menos dePedro José Molina DomènechNoch keine Bewertungen
- Examen Tema 2Dokument6 SeitenExamen Tema 2Ruben Joya SIerraNoch keine Bewertungen
- Reporte Bobina de TeslaDokument13 SeitenReporte Bobina de TeslaAna LaraNoch keine Bewertungen
- Cómo Hacer Una Dolly Sobre RielesDokument5 SeitenCómo Hacer Una Dolly Sobre RielesDavid GuerraNoch keine Bewertungen
- Examen Tema 2Dokument6 SeitenExamen Tema 2Ruben Joya SIerraNoch keine Bewertungen
- Cómo construir un generador hidroeléctrico casero paso a pasoDokument9 SeitenCómo construir un generador hidroeléctrico casero paso a pasoEdwin Malca OreNoch keine Bewertungen
- Como Se Fabrica La TubaDokument6 SeitenComo Se Fabrica La TubawalfamottaunadNoch keine Bewertungen
- Antena Satelital Experimental para Banda CDokument35 SeitenAntena Satelital Experimental para Banda Crubis Carlos AraujoNoch keine Bewertungen
- Sesión RoscasDokument13 SeitenSesión RoscasmikeNoch keine Bewertungen
- El Elevador de MotosDokument14 SeitenEl Elevador de MotosAntonio CompanyNoch keine Bewertungen
- Como Construir Una Turbina Tesla (Con Foto)Dokument7 SeitenComo Construir Una Turbina Tesla (Con Foto)Mario German Suarez100% (1)
- Construya Su CanoaDokument11 SeitenConstruya Su CanoaJavi Rodríguez50% (2)
- Informe-Unión Cono TruncadoDokument24 SeitenInforme-Unión Cono TruncadoJoseph LlangariNoch keine Bewertungen
- Construcción de prensa-escuadra de herreríaDokument14 SeitenConstrucción de prensa-escuadra de herreríaalfredo de la hoz100% (1)
- TornillosDokument42 SeitenTornillosAlexis Ace HdzNoch keine Bewertungen
- Para Realizar Esfera de PlasmaDokument8 SeitenPara Realizar Esfera de Plasmaconerita100% (6)
- Pequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetVon EverandPequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetBewertung: 4 von 5 Sternen4/5 (3)
- Patrón de ganchillo Evie y Lilly, Muñecas con vestidosVon EverandPatrón de ganchillo Evie y Lilly, Muñecas con vestidosNoch keine Bewertungen
- Decora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaVon EverandDecora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Trucos Caseros para El Mobiliario en Madera, Talaya AmbronaDokument6 SeitenTrucos Caseros para El Mobiliario en Madera, Talaya AmbronaHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Historia de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesDokument86 SeitenHistoria de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesRenato FarabeufNoch keine Bewertungen
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDokument14 SeitenNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Prensa Rápida Con Cuña A 30ºDokument3 SeitenPrensa Rápida Con Cuña A 30ºHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Literatura y Fuentes para El Peritaje Del Mueble Antiguo EspañolDokument22 SeitenLiteratura y Fuentes para El Peritaje Del Mueble Antiguo Españolseguimiento graduadosNoch keine Bewertungen
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDokument39 SeitenTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Bisagra Cazoleta Ficha DUCASSEDokument2 SeitenBisagra Cazoleta Ficha DUCASSECristian Muschietti0% (1)
- Guía Sencilla para Hacer Mortajas Con El RouterDokument1 SeiteGuía Sencilla para Hacer Mortajas Con El RouterHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Revista Fine WoodWorking, Vol. 215, Año 2010Dokument100 SeitenRevista Fine WoodWorking, Vol. 215, Año 2010Hugo Alfredo Ordóñez Chocano100% (3)
- Plantilla Mango SerruchoDokument1 SeitePlantilla Mango SerruchoHugo Alfredo Ordóñez Chocano100% (1)
- Gramil SencilloDokument5 SeitenGramil SencilloHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDokument14 SeitenNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Tabla de Equivalencias de Brocas y MachuelosDokument1 SeiteTabla de Equivalencias de Brocas y MachuelosHugo Alfredo Ordóñez Chocano88% (8)
- Curso Fundamental de Oficios de La Madera, Enseñanza PDFDokument60 SeitenCurso Fundamental de Oficios de La Madera, Enseñanza PDFHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- For MaletasDokument167 SeitenFor MaletasMynor Figueroa FuentesNoch keine Bewertungen
- For MaletasDokument167 SeitenFor MaletasMynor Figueroa FuentesNoch keine Bewertungen
- Manual de Prácticas de Laboratorio de ConcretoDokument73 SeitenManual de Prácticas de Laboratorio de Concretorle0n100% (2)
- Norma NTG 41054 - Especificaciones Bloques Huecos de ConcretoDokument14 SeitenNorma NTG 41054 - Especificaciones Bloques Huecos de ConcretoFelix Maurelio Canchari MallquiNoch keine Bewertungen
- Platina Columna VigaDokument1 SeitePlatina Columna VigaHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Libro PlasticidadDokument76 SeitenLibro PlasticidadcquintanillaNoch keine Bewertungen
- Tubos de Las Prensas de TuboDokument9 SeitenTubos de Las Prensas de TuboHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- ESA+FSA Guia - Juntas y Bridas - EspanolDokument54 SeitenESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorNoch keine Bewertungen
- Reguladores para Gases, HarrisDokument88 SeitenReguladores para Gases, HarrisHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Fijaciones Fisher FBA-FWADokument2 SeitenFijaciones Fisher FBA-FWAHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Técnicas de Unión, Soporte para Tableros y EstantesDokument1 SeiteTécnicas de Unión, Soporte para Tableros y EstantesHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Whirpool AWO D43430 EsDokument2 SeitenWhirpool AWO D43430 EsHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Sika Acril TechoDokument3 SeitenSika Acril TechoHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Eternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaDokument14 SeitenEternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaHugo Alfredo Ordóñez Chocano100% (2)
- Chimeneas y FumisteriaDokument4 SeitenChimeneas y FumisteriaHugo Alfredo Ordóñez ChocanoNoch keine Bewertungen
- Norma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMADokument98 SeitenNorma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMAHugo Alfredo Ordóñez Chocano100% (2)
- Ficha Tecnica Tornillo Cab Hex Tirafondo 1 4 X 40Dokument1 SeiteFicha Tecnica Tornillo Cab Hex Tirafondo 1 4 X 40dllocceNoch keine Bewertungen
- Ficha Tecnica de Acero Inox 316Dokument2 SeitenFicha Tecnica de Acero Inox 316Presupuestos FagomaNoch keine Bewertungen
- Formato de InformeDokument4 SeitenFormato de InformeFelix Croquer0% (1)
- E-MIN-xx Construcción de Chimenea Vertical Con Camara de IzajeDokument4 SeitenE-MIN-xx Construcción de Chimenea Vertical Con Camara de IzajeSeguridad Alfa S.A.Noch keine Bewertungen
- Proceso Obtencion Del AceroDokument2 SeitenProceso Obtencion Del AceroPaye N. D-hNoch keine Bewertungen
- Registro Fotografico Semanal (10 Al 15 Mayo 2021)Dokument6 SeitenRegistro Fotografico Semanal (10 Al 15 Mayo 2021)Anderson MoralesNoch keine Bewertungen
- Equipo 6 Método Redox y Ión-ElectrónDokument21 SeitenEquipo 6 Método Redox y Ión-ElectrónEliud VeraNoch keine Bewertungen
- Carta de Garantía Curva Horizontal - VerticalDokument2 SeitenCarta de Garantía Curva Horizontal - VerticalLuis Enciso M.Noch keine Bewertungen
- Leyenda pictogramasDokument64 SeitenLeyenda pictogramasInfo GeekNoch keine Bewertungen
- Práctica - N10 - Tratamientos TermicosDokument6 SeitenPráctica - N10 - Tratamientos TermicosPaola EstefanyNoch keine Bewertungen
- Informe de Practicas Reactoes Quimicos Anas RianiDokument26 SeitenInforme de Practicas Reactoes Quimicos Anas RianiAlfonso Bermejo CarcelesNoch keine Bewertungen
- FUNDAMENTOS DEL MECANIZADODokument140 SeitenFUNDAMENTOS DEL MECANIZADOJORGE SCIGLIANONoch keine Bewertungen
- Análisis Estructural de Una Cercha Tipo FINKDokument11 SeitenAnálisis Estructural de Una Cercha Tipo FINKMauricio Mendizabal0% (1)
- Catalogo INCASADokument8 SeitenCatalogo INCASAclaudia navarroNoch keine Bewertungen
- Listado de Herramientas Montaje KobaDokument18 SeitenListado de Herramientas Montaje KobaMilton caraballoNoch keine Bewertungen
- Acero Ciclo de VidaDokument106 SeitenAcero Ciclo de VidaMariana Pérez FelixNoch keine Bewertungen
- Preguntas de Repaso Capitulo 26Dokument8 SeitenPreguntas de Repaso Capitulo 26jossue50% (2)
- Cálculo del diámetro de broca para roscar con machoDokument1 SeiteCálculo del diámetro de broca para roscar con machowilson alejandroNoch keine Bewertungen
- Pqr-Asme BPVC IxDokument2 SeitenPqr-Asme BPVC IxMATEONoch keine Bewertungen
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDokument12 SeitenFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialFREDDY ZTNoch keine Bewertungen
- Fundición en Molde PermanenteDokument15 SeitenFundición en Molde PermanenteJoel Honorio Marin67% (3)
- Reporte Practica 5 Destilacion ESIQIEDokument22 SeitenReporte Practica 5 Destilacion ESIQIEAraceli GarcíaNoch keine Bewertungen
- Pintura y Barnices ISO 12944-6Dokument5 SeitenPintura y Barnices ISO 12944-6sara0% (1)
- Hoja de Proceso Grupo 1Dokument1 SeiteHoja de Proceso Grupo 1JHORMAN ALEXIS ARENAS HENAONoch keine Bewertungen
- Alambres y ClavosDokument31 SeitenAlambres y ClavosLuis E. Peralta100% (1)
- Reporte Obtencion de DifenilcarbinolDokument1 SeiteReporte Obtencion de Difenilcarbinoljulio vazquezNoch keine Bewertungen
- Presupuesto Fabricaciones MenoresDokument21 SeitenPresupuesto Fabricaciones Menoresspider3486Noch keine Bewertungen
- Diapositivas ManualidadesDokument19 SeitenDiapositivas ManualidadesAna Maria Zapata FarroNoch keine Bewertungen
- Analisis de Costos Unitarios - Sanca - Parte12Dokument2 SeitenAnalisis de Costos Unitarios - Sanca - Parte12Royce MarcNoch keine Bewertungen
- Solución Correcta Taller2Dokument9 SeitenSolución Correcta Taller2chripsNoch keine Bewertungen