Das könnte Ihnen auch gefallen
- Protesis Ad-ModumDokument7 SeitenProtesis Ad-ModumGabriel MolinaNoch keine Bewertungen
- Distancia Entre Centros VernierDokument2 SeitenDistancia Entre Centros VernierAlonso Palma AlatorreNoch keine Bewertungen
- Practica RugosimetroDokument9 SeitenPractica RugosimetroTeddy100% (2)
- (Schaum - William W.seto) Vibraciones MecanicasDokument174 Seiten(Schaum - William W.seto) Vibraciones MecanicasPriscilla Salazar94% (36)
- Norma Chilena Nch2928 2005Dokument5 SeitenNorma Chilena Nch2928 2005transiente2010Noch keine Bewertungen
- Deyries Bernard - Historia de La Musica en Comics PDFDokument120 SeitenDeyries Bernard - Historia de La Musica en Comics PDFJeiler Garrido100% (2)
- Medicion de RugosidadesDokument22 SeitenMedicion de RugosidadesFernandoiNoch keine Bewertungen
- Estados SuperficialesDokument12 SeitenEstados SuperficialesCristian VizcainoNoch keine Bewertungen
- Practica 6 Acabado SuperficialDokument5 SeitenPractica 6 Acabado SuperficialDelper5270Noch keine Bewertungen
- RoscasDokument23 SeitenRoscasHugo Vela GarciaNoch keine Bewertungen
- M08 T07 Metrología Acústica (SRG)Dokument36 SeitenM08 T07 Metrología Acústica (SRG)Oriana IsabelNoch keine Bewertungen
- Medicion CoberturaDokument92 SeitenMedicion CoberturaRoberto RevinsacNoch keine Bewertungen
- Procedimiento de Calibracion para Calibres de Límites para RoscasDokument3 SeitenProcedimiento de Calibracion para Calibres de Límites para RoscasClaudio Castellanos AldunateNoch keine Bewertungen
- Reporte Balanza Clase Iiii-InacalDokument3 SeitenReporte Balanza Clase Iiii-InacalMETROLOGIANoch keine Bewertungen
- Guia para La Calibracion de Multimetros Digitales 2019-V1Dokument28 SeitenGuia para La Calibracion de Multimetros Digitales 2019-V1Emmanuel EntzanaNoch keine Bewertungen
- Calibración de Termómetro de Liquido en VidrioDokument16 SeitenCalibración de Termómetro de Liquido en VidrioFiliberto Conde MayoNoch keine Bewertungen
- As 105673 Im-7000 C 613980 MX 2010-3 PDFDokument36 SeitenAs 105673 Im-7000 C 613980 MX 2010-3 PDFDANIEL DOMINGUEZNoch keine Bewertungen
- Calculo Balanza Clase Iiii-InacalDokument6 SeitenCalculo Balanza Clase Iiii-InacalMETROLOGIANoch keine Bewertungen
- Durometro Shore ADokument7 SeitenDurometro Shore AFrancisco HernandezNoch keine Bewertungen
- Os 30969 22 FSVL-CCTH 08972Dokument12 SeitenOs 30969 22 FSVL-CCTH 08972Operaciones Estaciones CreatusNoch keine Bewertungen
- Calibracion Equipo de UtDokument1 SeiteCalibracion Equipo de UtHenry GonzalezNoch keine Bewertungen
- Calibración Del AnemometroDokument17 SeitenCalibración Del AnemometroClider NiñoNoch keine Bewertungen
- Mess CC Tep 0012 2019Dokument3 SeitenMess CC Tep 0012 2019Diego Pérez ReyesNoch keine Bewertungen
- Pea 02Dokument10 SeitenPea 02Andres CastroNoch keine Bewertungen
- Manual de Operacion Termocupla - 935005Dokument10 SeitenManual de Operacion Termocupla - 935005déborah_rosalesNoch keine Bewertungen
- Incert. Caratula PDFDokument12 SeitenIncert. Caratula PDFleoNoch keine Bewertungen
- L04 Daniel CanoDokument60 SeitenL04 Daniel CanoDanielNoch keine Bewertungen
- NMX CH 036 1994 InstrumentosDokument13 SeitenNMX CH 036 1994 InstrumentosClaudio Rivera GutierrezNoch keine Bewertungen
- NTC1372Dokument27 SeitenNTC1372jeigocNoch keine Bewertungen
- A4 - Determinacion de RugosidadDokument13 SeitenA4 - Determinacion de RugosidadLaza MecanizadosNoch keine Bewertungen
- FiltrosDokument2 SeitenFiltrosMaría Claudia Ossa MondragonNoch keine Bewertungen
- WB1230 MX HardnessTesterBrochure PDFDokument40 SeitenWB1230 MX HardnessTesterBrochure PDFRyan JenkinsNoch keine Bewertungen
- Estimación de IncertidumbreDokument12 SeitenEstimación de IncertidumbreVania MPNoch keine Bewertungen
- Protocolo Mesa de PlanitudDokument11 SeitenProtocolo Mesa de PlanitudMiguel1123333Noch keine Bewertungen
- MetrologíaDokument12 SeitenMetrologíamartin cataldoNoch keine Bewertungen
- Ensayo de Aptitud Par TorsionalDokument5 SeitenEnsayo de Aptitud Par TorsionalMaldonado CarlosNoch keine Bewertungen
- Pruebas de AptitudDokument16 SeitenPruebas de AptitudFrancisco HernandezNoch keine Bewertungen
- Analisis Falla FatigaDokument104 SeitenAnalisis Falla FatigaChino100% (1)
- Procedimiento de Calibracion de Gage de RoscasDokument6 SeitenProcedimiento de Calibracion de Gage de RoscasJuanNoch keine Bewertungen
- Procedimiento de Calibración de Mesa de GranitoDokument4 SeitenProcedimiento de Calibración de Mesa de GranitoJavier EmilianoNoch keine Bewertungen
- P-0784-12 Petroweets S.A.S 4626 Luis PDFDokument4 SeitenP-0784-12 Petroweets S.A.S 4626 Luis PDFSERGIO CELIS ARIZANoch keine Bewertungen
- PDFDokument5 SeitenPDFeduardoNoch keine Bewertungen
- Mediciones PrecisasDokument13 SeitenMediciones PrecisasHugo HerreraNoch keine Bewertungen
- Rdi-239 Error Máx Permitido Equipos Rv.2 CemtDokument1 SeiteRdi-239 Error Máx Permitido Equipos Rv.2 CemthassanjarabaNoch keine Bewertungen
- Practica de Inspeccion USN 58LDokument7 SeitenPractica de Inspeccion USN 58LRomeroNoch keine Bewertungen
- NTC4513Dokument13 SeitenNTC4513dianacaro8807Noch keine Bewertungen
- Bases de Metrologia 2019Dokument143 SeitenBases de Metrologia 2019davidNoch keine Bewertungen
- Electronica e ImanesDokument69 SeitenElectronica e ImanesAriel Oswaldo Monroy FulaNoch keine Bewertungen
- 6ej-Evalu Cenam Calculo IncertidumbresDokument34 Seiten6ej-Evalu Cenam Calculo IncertidumbresJose Domingo Palomino MartinezNoch keine Bewertungen
- Boletin 66 PDFDokument8 SeitenBoletin 66 PDFLuis MendozaNoch keine Bewertungen
- Informe 2 de RugosidadDokument12 SeitenInforme 2 de RugosidadKevin Calderon P.100% (1)
- Estimación Incertidumbre Pasantías Regla Escala CintaDokument30 SeitenEstimación Incertidumbre Pasantías Regla Escala CintaChristian QuijanoNoch keine Bewertungen
- Trazabilidad e IncertidumbreDokument18 SeitenTrazabilidad e IncertidumbreDiana HernandezNoch keine Bewertungen
- Informe Baño SecoDokument8 SeitenInforme Baño SecoNestor VesgaNoch keine Bewertungen
- Norma de Calibracion de InstrumentosDokument56 SeitenNorma de Calibracion de Instrumentosvictor serrano perez100% (1)
- Metrologia y Normalizacion . - DurezaDokument7 SeitenMetrologia y Normalizacion . - DurezaNizayet Jacinto CruzNoch keine Bewertungen
- Calibracion de Fuerza Interpretación de Normas PDFDokument6 SeitenCalibracion de Fuerza Interpretación de Normas PDFRissi CHNoch keine Bewertungen
- Metodologia CatequisticaDokument2 SeitenMetodologia CatequisticaJavier ConstantinoNoch keine Bewertungen
- Metrologia Dimensional 1Dokument35 SeitenMetrologia Dimensional 1ADOLFONoch keine Bewertungen
- 09 ElemDokument10 Seiten09 ElemJuan Carlos Díaz GaravitoNoch keine Bewertungen
- Tipos de Superficie-RugosidadDokument10 SeitenTipos de Superficie-RugosidadPedro Luis Suarez VillamizarNoch keine Bewertungen
- RUGOSIDADDokument8 SeitenRUGOSIDADIreneMartínezTríttonNoch keine Bewertungen
- RugosidadDokument8 SeitenRugosidadMarco ZepedaNoch keine Bewertungen
- RugosidadDokument20 SeitenRugosidadoscgonzalezNoch keine Bewertungen
- Bridas DinDokument21 SeitenBridas DinAnonymous tDc6VWIEAmNoch keine Bewertungen
- Corrector de EstiloDokument1 SeiteCorrector de Estilotransiente2010Noch keine Bewertungen
- Procesos de Soldeo y Corte DiscontinuidadesDokument61 SeitenProcesos de Soldeo y Corte Discontinuidadestransiente2010Noch keine Bewertungen
- La Nueva Cancion ChilenaDokument13 SeitenLa Nueva Cancion ChilenaAdrián Vázquez Solís100% (1)
- Soldadura IlustracionesDokument11 SeitenSoldadura Ilustracionestransiente2010100% (1)
- El Gobierno de Salvador AllendeDokument354 SeitenEl Gobierno de Salvador Allendemytrt3100% (4)
- Araucaria de Chile N 42 1988 PDFDokument222 SeitenAraucaria de Chile N 42 1988 PDFtransiente2010Noch keine Bewertungen
- Uniones y Tipos de SoldaduraDokument39 SeitenUniones y Tipos de Soldaduratransiente2010Noch keine Bewertungen
- Reguladores de PresionDokument5 SeitenReguladores de Presiontransiente2010Noch keine Bewertungen
- Uniones y Tipos de SoldaduraDokument39 SeitenUniones y Tipos de Soldaduratransiente2010Noch keine Bewertungen
- SmawDokument34 SeitenSmawtransiente2010Noch keine Bewertungen
- Manual+Introduccion+a+Los+END UnlockedDokument248 SeitenManual+Introduccion+a+Los+END UnlockedCarlos BadilloNoch keine Bewertungen
- Seguridad en GasesDokument59 SeitenSeguridad en Gasestransiente2010Noch keine Bewertungen
- Oficio de Tinieblas Galileo - FragDokument7 SeitenOficio de Tinieblas Galileo - Fragtransiente2010Noch keine Bewertungen
- La Nueva Canción de Chile - T.L.Vladimirskaya, S.N (119 Pags)Dokument119 SeitenLa Nueva Canción de Chile - T.L.Vladimirskaya, S.N (119 Pags)transiente2010Noch keine Bewertungen
- PG 019Dokument1 SeitePG 019transiente2010Noch keine Bewertungen
- Tabla Rugosidad SuperficialDokument1 SeiteTabla Rugosidad Superficialtransiente2010Noch keine Bewertungen
- El Albertío Rompe El Silencio, Habla El Inspirador de Violeta ParraDokument3 SeitenEl Albertío Rompe El Silencio, Habla El Inspirador de Violeta ParraodemNoch keine Bewertungen
- Tablas EsfDokument5 SeitenTablas EsfFelipe Gil VenegasNoch keine Bewertungen
- Certification Manual For Welding Inspectors BoliviaDokument4 SeitenCertification Manual For Welding Inspectors Boliviatransiente2010100% (1)
- Tabla Tolerancias GeometricasDokument1 SeiteTabla Tolerancias Geometricastransiente2010Noch keine Bewertungen
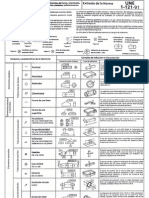
- Tabla Clases de SoldadurasDokument1 SeiteTabla Clases de Soldadurastransiente2010Noch keine Bewertungen
- Símbolos Gráficos en ElectricidadDokument138 SeitenSímbolos Gráficos en Electricidadweas77694% (17)
- Tabla Potencia de MaquinasDokument1 SeiteTabla Potencia de Maquinastransiente2010Noch keine Bewertungen
- Tabla Recomendaciones para Piezas SoldadasDokument11 SeitenTabla Recomendaciones para Piezas Soldadastransiente2010Noch keine Bewertungen
- Tabla Areas y Distancias de FigurasDokument8 SeitenTabla Areas y Distancias de Figurastransiente2010Noch keine Bewertungen
- Propiedades Termicas de Liquidos y GasesDokument2 SeitenPropiedades Termicas de Liquidos y Gasestransiente2010Noch keine Bewertungen
- Iga 4 2023 IDokument52 SeitenIga 4 2023 IAnthony Wilson Becerra VillalobosNoch keine Bewertungen
- Tema 14 Ruta Ciclo de Krebs. Autor Alexander Sanchez Lamas.Dokument19 SeitenTema 14 Ruta Ciclo de Krebs. Autor Alexander Sanchez Lamas.Alexander SanchezNoch keine Bewertungen
- Lab-Taller 3-MicroscopioDokument15 SeitenLab-Taller 3-MicroscopioNicole KesslerNoch keine Bewertungen
- El Tema de La Mayoría de Edad en KANTDokument3 SeitenEl Tema de La Mayoría de Edad en KANTjjpardy0% (1)
- Como Hacer Un Descargo en Un Pad de La Ley 30057 Modelo de Descargos de Presuntas Faltas Conforme A La Ley 30057Dokument2 SeitenComo Hacer Un Descargo en Un Pad de La Ley 30057 Modelo de Descargos de Presuntas Faltas Conforme A La Ley 30057Pablo Lazaro TorreNoch keine Bewertungen
- Ficha 1. Reinos e ImperiosDokument2 SeitenFicha 1. Reinos e ImperiosRasec RodriguezNoch keine Bewertungen
- Guiones Del Podcast Sobre Mesopotamia - Equipo5 - Grupo1av40Dokument31 SeitenGuiones Del Podcast Sobre Mesopotamia - Equipo5 - Grupo1av40Edgar TorresNoch keine Bewertungen
- Contrato Ronal Leon HuamanDokument3 SeitenContrato Ronal Leon HuamanJohn JHNoch keine Bewertungen
- Amauta - MujeresDokument17 SeitenAmauta - MujeresRaúl Eduardo SilvaNoch keine Bewertungen
- Cartilla Números EnterosDokument7 SeitenCartilla Números Enterosf excelNoch keine Bewertungen
- Unidade 4. MARICHAL, C. (Espanhol) El Peso de Plata Hispanoamericano Como Moneda Universal Del Antiguo Régimen (Siglos XVI A XVIII)Dokument20 SeitenUnidade 4. MARICHAL, C. (Espanhol) El Peso de Plata Hispanoamericano Como Moneda Universal Del Antiguo Régimen (Siglos XVI A XVIII)Leonardo MarquesNoch keine Bewertungen
- Por Qué Bajan Los Precios Internacionales de Los MetalesDokument7 SeitenPor Qué Bajan Los Precios Internacionales de Los MetalesPepeFarfanNoch keine Bewertungen
- Planeación Agosto y SeptDokument21 SeitenPlaneación Agosto y SeptUriel LeyvaNoch keine Bewertungen
- COM. 1° - Programacion AnualDokument10 SeitenCOM. 1° - Programacion AnualeusebiaNoch keine Bewertungen
- La Mas Profunda Aceptacion SirioDokument1 SeiteLa Mas Profunda Aceptacion SirioGabrielNoch keine Bewertungen
- Contrato de Arrendamiento de Predio RuralDokument4 SeitenContrato de Arrendamiento de Predio RuralTales de MiletoNoch keine Bewertungen
- Malla Curricular Matematicas FinancierasDokument2 SeitenMalla Curricular Matematicas FinancierasAsistentequiposcc ColpatriaNoch keine Bewertungen
- 2.estudio Mecanica de SuelosDokument23 Seiten2.estudio Mecanica de SuelosAlinser Alcántara CabrejosNoch keine Bewertungen
- Carlos Enrique Climent López - Urgencias Psquiatricas PDFDokument63 SeitenCarlos Enrique Climent López - Urgencias Psquiatricas PDFSanty P Vásconez CalderónNoch keine Bewertungen
- Hvid 500197208519 16253299 PDFDokument2 SeitenHvid 500197208519 16253299 PDFChristopher MejiasNoch keine Bewertungen
- Sumas y Restas HeterogeneasDokument6 SeitenSumas y Restas Heterogeneasjhon michael100% (1)
- AntologíaDokument113 SeitenAntologíaJackeline Flores SaucedaNoch keine Bewertungen
- Ex Op Carpintero de Encofrado MetálicoDokument3 SeitenEx Op Carpintero de Encofrado MetálicoBer Seloque HicisteNoch keine Bewertungen
- Organizador Visual Competencias GerencialesDokument4 SeitenOrganizador Visual Competencias GerencialesLESLIE STEPHANIE DIAZ ROMERONoch keine Bewertungen
- Caso Clínico ERADokument26 SeitenCaso Clínico ERANatacha HaydeéNoch keine Bewertungen
- Barriguete Alejandro Mod2Act1Dokument6 SeitenBarriguete Alejandro Mod2Act1Alejandro Barriguete BorrellNoch keine Bewertungen
- PL 014-17 Politica Criminal y PenitenciariaDokument324 SeitenPL 014-17 Politica Criminal y PenitenciariaAndres Felipe Lloreda JaramilloNoch keine Bewertungen
- Practica 8 - Hidraulica y Neumatica - 5E2Dokument7 SeitenPractica 8 - Hidraulica y Neumatica - 5E2FABIOLA CASTRO HERNANDEZNoch keine Bewertungen
- Descuento Comercial PDFDokument5 SeitenDescuento Comercial PDFJesús Rivas100% (3)