Beruflich Dokumente
Kultur Dokumente
Acessórios de Tubulação - AT
Hochgeladen von
real_ariCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Acessórios de Tubulação - AT
Hochgeladen von
real_ariCopyright:
Verfügbare Formate
Rev.
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 12 de 12
ASME B31.3, B36.10, B36.19 ASTM A106, A53, A120, A134, A135, A139, A155, A211, A252, A333, A335 API 5L DIN 2441, 2440 Petrobrs N-1693 Acessrios de Tubulao Acessrios de Tubulao Industrial Senai (disponvel na inspeo) ASME/ANSI B16.5, B16.9, B16.11, B16.20, B16.25, B16.42, B36.10, B36.19, B2.1 ASTM A105, A182, A193, A194, A234, A312, A335, A350, A351, A420, A671 MSS-SP-6, SP-25, SP-45, SP-55 API 5B Vlvulas Handbook of valves Philip A. Schweitzer (disponvel na biblioteca) Acessrios de Tubulao Industrial Senai (disponvel na inspeo) Petrobrs N-2232 Vlvula Gaveta de Ao Fundido e Forjado Petrobrs N-2247 Vlvula Esfera em Ao para Uso Geral e Fire Safe Petrobrs N-2296 Vlvula Reteno tipo Portinhola Petrobrs N-2299 Vlvula Reteno tipo Wafer API 6D Specification for Pipeline Valves (Gate, Ball & Check Valves) API 594 Check Valves: Wafer, Wafer-Lug and Double Flanged Type API 598 Valve Inspection and Testing API 600 Steel Gate Valves Flanged and Butt-Welding Ends, Bolted and Pressure Seal Bonnets API 602 Compact Steel Gate Valves Flanged, Threaded, Welding and Extended-Body Ends API 609 Butterfly Valves: Double Flanged, Lug and Wafer-Type ASME B16.10, B16.34 ASTM A216, A217 BS 12266, BS 1873, BS 2080, BS 5351, BS 5352, BS 6755 MSS-SP-55 Testes Hidrosttico e Pneumtico Curso Inspetor de Soldagem FBTS (disponvel na inspeo) Armazenamento, Embalagem, Preservao e Transporte Petrobrs N-12 Acondicionamento e Embalagem de Vlvulas Segurana, Meio Ambiente e Sade - SMS Procedimento de Segurana e Higiene do Trabalho Senai (disponvel na inspeo) Intranet Setal\SMS Higiene e Segurana do Trabalho Telecurso 2000 (CD) (disponvel na biblioteca) Padres de SMS para Auditoria de Campo Petrobrs (disponvel na inspeo)
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 11 de 12
Matria Prima Normas tcnicas especficas (ABNT, SAE, AISI, ASTM, ASME, ANSI, DIN, API, MSS, etc) Materiais para Equipamentos de Processo Pedro C. Silva Telles (disponvel na biblioteca) Aos e Ferros Fundidos Vicente Chiaverini (disponvel na biblioteca) Metalografia de Produtos Siderrgicos Comuns Hubertus Colpaert Aos e Ligas Especiais Andr L. da Costa e Silva e Paulo R. Mei Principios de Cincia dos Materiais Lawrence Van Vlack Materiais Telecurso 2000 (fita vdeo) (disponvel na biblioteca) Processos de Fabricao Tecnologia Mecnica Vicente Chiaverini Princpios Metalrgicos de Fundio Voya Kondic Fundamentos da Usinagem dos Metais Dino Ferraresi Processos de fabricao Telecurso 2000 (fita vdeo e CD) (disponvel na biblioteca) Soldagem Curso de Inspetor de Soldagem FBTS (disponvel na inspeo) Symbols for Welding and Nondestructive Testing AWS A2.4 Petrobrs N-133 Soldagem Petrobrs N-2301 Elaborao da Documentao Tcnica da Soldagem Petrobrs N-1438 Soldagem - Terminologia Tratamento Trmico Aos e Ferros Fundidos Vicente Chiaverini (disponvel na biblioteca) Teoria dos Tratamentos Trmicos Ilia Novikov Metalografia de Produtos Siderrgicos Comuns Hubertus Colpaert Tratamento Trmico Telecurso 2000 (fita vdeo) (disponvel na biblioteca) Ensaios No Destrutivos Ensaios No Destrutivos ABM END LP, PM, RX e US ABENDE/Ricardo Andreucci (disponvel na inspeo) Petrobrs N-1590 Ensaio No Destrutivo Qualificao de Pessoal Procedimento Ensaios Mecnicos e Macrogrficos Ensaios Mecnicos de Materiais Metlicos Srgio Augusto de Souza (disponvel na biblioteca) Metalurgia Mecnica George Dieter Metalografia de Produtos Siderrgicos Comuns Hubertus Colpaert Ensaios Mecnicos Telecurso 2000 (fita vdeo e CD) (disponvel na biblioteca) Acabamento Superficial e Processos de Revestimento Corroso e Tratamentos Superficiais dos Metais ABM Tratamento de Superfcie Telecurso 2000 (fita vdeo) (disponvel na biblioteca) Tecnologia Mecnica Vicente Chiaverini Materiais para Equipamentos de Processo Pedro C. Silva Telles (disponvel na biblioteca) Pintura Industrial Corroso e Tratamentos Superficiais dos Metais ABM Pintura Industrial na Proteo Anticorrosiva Laerce Nunes e Alfredo C. Lobo (disponvel na biblioteca) Tintas Carlos Alberto Fazano Petrobrs N-9, N-13 Metrologia Metrologia Telecurso 2000 (fita vdeo e CD) (disponvel na biblioteca) Metrologia Senai (disponvel na inspeo) Tolerncia, Ajustes, Desvios e Anlise de Dimenses Agostinho, Rodrigues e Lirani Inspeo por Amostragem NBR 5426 Tubulao Tubulaes Industriais Pedro C. Silva Telles (disponvel na biblioteca)
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 10 de 12
o trabalho e dificuldades inerentes funo, conhecimento e experincia tcnica, at a embalagem, preservao e transporte para a obra. necessrio grande empenho do candidato, devendo dedicar-se muitas horas de estudo e passar por exames simulados. O conhecimento prvio em escolas tcnicas ou curso de engenharia, e/ou experincia anterior na rea industrial proporcionam uma boa base para alcanar um bom aproveitamento do treinamento. No caso do treinamento distncia, o candidato deve organizar a matria e o tempo disponvel para estudo. Seguir firmemente este objetivo e fazer provas simuladas para avaliao. A troca de conhecimentos e experincia com Inspetores Qualificados tambm uma boa prtica. Com o objetivo de orientar nos estudos, existe disponivel no Departamento de Inspeo da Setal resumos das diversas matrias com questes. O plano de estudo, naturalmente, fica a critrio de cada um, porm sugere-se um planejamento conforme a seqncia abaixo: Introduo, Aspectos Comportamentais e Documentao Tcnica Sistemas da Qualidade: termos, objetivos, responsabilidades, avaliao, requisitos Propriedade dos Materiais Processos de Fabricao Soldagem Tratamento Trmico Ensaios No Destrutivos Ensaios Mecnicos Acabamento Superficial Pintura Metrologia Inspeo por Amostragem Acessrios de Tubulao Vlvulas Testes Hidrosttico e Pneumtico Acondicionamento e Embalagem Segurana, Meio Ambiente e Sade SMS
Bibliografia Segue abaixo os documentos de referncia e normas tcnicas por disciplina do programa de treinamento, sendo que algumas publicaes esto disponveis no site da Petrobrs e outras na biblioteca da Setal. Introduo Petrobrs N-2033C ABC da Inspeo de Fabricao da Petrobrs Condies de Fornecimento de Material da Petrobrs CFM 2005 Instrues Gerais para Inspeo O-4605-00-SII-01 rev. 1 Aspectos Comportamentais Diretrizes Comportamentais e Responsabilidades do Inspetor O-4605-00-SII-02 rev. 0 Cdigo de tica da Petrobrs Documentao Tcnica ABC da Inspeo de Fabricao da Petrobrs (Requisitos de Inspeo, Rotina de Inspeo, Lista de Verificao, Plano da Qualidade ou Plano de Inspeo e Testes PIT) Petrobrs N-2301 Elaborao da Documentao Tcnica de Soldagem Normas Petrobrs aplicveis a procedimentos (soldagem, tratamento trmico, END, testes, pintura, etc) EN 10204 Inspeo de Documentos para Liberao de Produtos Metlicos Telecurso 2000 Leitura e Interpretao de Desenho Mecnico (disponvel na biblioteca) Sistemas da Qualidade Plano da Qualidade dos Servios de Inspeo e Diligenciamento de Fabricao do SERMAT GPQ-01 Qualidade Telecurso 2000 (fita vdeo e CD) (disponvel na biblioteca) NBR ISO 9000
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 9 de 12
Montagem e Testes de Tubulao Normalmente no canteiro de obras, so fabricadas as peas de tubulao, que consiste na sub-montagem prvia dos trechos onde existem curvas, derivaes, flanges, redues e outros acessrios. Esses trechos prmontados chamam-se spools. Evidentemente, esta fabricao acontece para tubulao com ligaes soldadas. O primeiro passo nesta fabricao o estudo dos desenhos isomtricos e a distribuio das peas pelos isomtricos, devendo cada pea ter sua numerao marcada claramente tinta, correspondente ao isomtrico. Nos desenhos devem estar indicadas as soldas de campo. As peas devem estar chanfradas ou preparadas para soldagem no local. As soldas devem ser mediante procedimentos qualificados e consumiveis adequados e devidamente controladas por uma inspeo previamente aprovada. Depois da construo dos spools, preparao para montagem, alinhamento e nivelamento, soldagem da tubulao, controle das soldas, tratamentos trmicos, montagem nos suportes, limpeza, ajustagem nos suportes, inspeo visual e dimensional, efetuado o teste de presso (teste hidrosttico) para verificao de possveis vazamentos.
Treinamento e Qualificao Sequi Acessrios de Tubulao Industrial uma das modalidades reconhecidas pela Petrobrs para inspetor de fabricao. Inicialmente o candidato deve fazer a leitura da norma N-2033, quanto s definies, escolaridade, experincia profissional, treinamento, acuidade visual e qualificao, observando se atende s exigncias da tabela B-1 (Requisitos Mnimos de Escolaridade e Experincia Profissional), satisfazer aos requisitos mnimos citados na tabela C-1 (Programa de Treinamento), e pleno conhecimento da tabela A-1 (Atividades Bsicas Exercidas pelo Inspetor de Fabricao). Exames de Qualificao Para obter a qualificao de Inspetor de Fabricao modalidade Acessrios de Tubulao (IF-AT), necessrio o candidato conseguir a aprovao no exame terico e no exame prtico. O exame terico consta de 50 questes de mltipla escolha. Tempo do exame = 2 horas. Somente aps aprovao neste exame, o candidato est apto para realizar o exame prtico. O exame prtico composto de 2 etapas: Etapa 1 = pintura industrial, que dividida em 3 provas: a) medio de espessura e teste de aderncia. Tempo de prova = 1 hora b) anlise de falhas de aplicao e defeitos de pintura. Tempo de prova = 30 min c) anlise de relatrio de inspeo de pintura (RIPI). Tempo de prova = 30 min Etapa 2 = normas, que est dividida em 3 provas: a) vlvula 1 (gaveta, globo e borboleta) = 4 estudos de caso, sendo 2 referente vlvula gaveta, 1 referente vlvula globo e 1 referente vlvula borboleta. Tempo de prova = 2 h b) vlvula 2 (esfera e reteno) = 3 estudos de caso, sendo 2 referente vlvula esfera e 1 referente vlvula de reteno. Tempo de prova = 2 h c) conexes = 3 estudos de caso sobre conexes que podem ser: curva, flange, t, joelho, reduo, etc. Tempo de prova = 1 h Para obter a qualificao na Petrobrs necessrio ser aprovado nas provas terica e prtica com nota mnima igual a 7. Planejamento do Estudo O assunto composto por vrias e diversificadas matrias, desde os documentos bsicos que fazem parte do pedido de compra, documentos e registros usados durante a inspeo, postura e aes do profissional perante
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 8 de 12
Os tipos de juntas de expanso so: De telescpio (slide joints): dois pedaos de tubos concntricos, que deslizam um sobre o outro. Absorvem somente movimentos axiais das tubulaes, quaisquer outros movimentos danificariam a junta em pouco tempo. De fole ou de sanfona (bellows joints): consistem de uma chapa fina flexivel em forma de gomos. No h riscos de vazamentos (no h gaxetas), podendo ser usadas em servios severos, com fluidos inflamveis, txicos, etc. Entretanto, um ponto fraco na tubulao, porque a resistncia mecnica do fole de chapa fina bem menor do que a dos tubos, estando tambm sujeita fadiga por servio ciclico e a maior desgaste por corroso e eroso. Devido a esse grande risco, que a ruptura sbita do fole, as soldas devem ser de topo, no menor numero possvel, de preferncia uma nica costura longitudinal, sem soldas circunferenciais, localizadas de forma a sofrerem o minimo com a deformao do fole e absolutamente perfeitas (controladas por raios-X, particulas magnticas, ultra-som, etc). Flexibilidade e Suportes de Tubulao Do ponto de vista da flexibilidade, o ideal seria que as tubulaes no tivessem nenhuma restrio, isto , pudessem dilatar-se e movimentar-se livremente para todos os lados quando ocorressem variaes de temperatura. Se esta situao fosse possvel, no haveria o aparecimento de tenses nos tubos, porm esta situao irrealizvel, pois necessrio restringir os movimentos causados pelas dilataes trmicas, proteger os equipamentos ligados tubulao e os pontos fracos da prpria tubulao, sub-dividir ou simplificar o comportamento quanto dilatao para facilitar o estudo da flexibilidade, aumentar a auto-capacidade da linha, isolar vibraes para diminuir a amplitude e evitar ressonncias, e melhorar a flexibilidade do sistema. Todo este estudo necessrio para que a flexibilidade da tubulao acontea como previsto e no aleatoriamente, evitando interferncias devido dilatao, evitar flechas exageradas, evitar deformaes exageradas em ramais finos, evitar movimentos laterais e angulares em juntas de expanso que s admitem movimentos axiais. Os esforos na tubulao precisam ser calculados para no alterar muito a grandeza dos esforos nos tubos e, consequentemente, das reaes nas suas extremidades onde os mesmos se ligam s vlvulas e outros equipamentos, exercendo foras considerveis sobre os pontos de fixao. A fora exercida pelo tubo absorvida pelo arrastamento dos pontos de fixao. Esta condio serve para evitar vazamentos em flanges e roscas, evitar a transmisso de esforos exagerados s carcaas de vlvulas e de equipamentos feitas em ferro fundido, os quais so incapazes de resistir a grandes esforos, podendo sofrer trincas ou fraturas. Serve tambm para evitar desalinhamentos em hastes de vlvulas ou em eixos de bombas, compressores, turbinas e outras mquinas, causando vazamentos, fugas internas, desgaste excessivo de gaxetas, mancais e buchas, ou mesmo empenos em eixos e hastes. J nos equipamentos estticos (tanques, vasos, torres, trocadores de calor), os esforos de tubulao, ainda que tenham valores elevados, em geral no tem grande importncia, no s porque podem ser toleradas pequenas deformaes locais nos bocais, como tambm porque as tenses resultantes dessas deformaes decrescem com o tempo, por um fenmeno semelhante ao relaxamento espontneo das tubulaes quentes. Os suportes de tubulao so dispositivos destinados a suportar pesos (peso prprio do tubo + vlvulas + acessrios, peso do fluido, peso do isolamento trmico, sobrecargas diversas como peso de pessoas, estruturas, plataformas, etc apoiadas na tubulao), e os demais esforos exercidos pelos tubos ou sobre os tubos (fora de atrito entre os tubos e os suportes, dilataes trmicas, golpe de ariete, aceleraes do fluido, ao do vento, vibraes), transmitindo-os diretamente ao solo, estruturas vizinhas, equipamentos, ou tubos prximos. Os suportes de tubulao para sustentar os pesos so classificados em: rgidos (apoiado, pendurado, que no permitem nenhum movimento vertical), semi-rigidos (pendurais, que transmitem o peso para cima), e no rgidos (suportes de mola e de contrapeso, que permitem o movimento vertical). Existem tambm os suportes para tubos leves (braadeiras, grampos, colares, pendurais). Os suportes destinados a limitar os movimentos dos tubos (restraints) so: dispositivos de fixao total (ancoragem), dispositivos apenas para movimentos axiais (guias), dispositivos que impedem o movimento em um sentido (batentes) e dispositivos que absorvem vibraes (contraventos). Suportes que absorvem as vibraes (amortecedores).
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 7 de 12
Alm dos purgadores, existem outros dispositivos separadores tambm usuais em tubulao industrial. As operaes mais comumente efetuadas por esses aparelhos so: separao de gua e/ou leo em tubos de ar comprimido e de outros gases separao de poeiras e slidos em suspenso em tubos de ar e de gases separao de ar e/ou gua em tubos de gasolina e de outros liquidos leves separao de ar em tubos de vapor. Os filtros (strainers, filters) tambm so aparelhos separadores para destinados a reter poeiras, slidos em suspenso e corpos estranhos, em correntes de liquidos ou de gases. Podem ser permanentes ou provisrios. Os filtros provisrios so peas que se intercalam nas tubulaes, prximo a bocais de entrada dos equipamentos (bombas, compressores, turbinas, etc), para evitar que sujeiras e corpos estranhos deixados nas tubulaes durante a montagem, penetrem nesses equipamentos quando o sistema for posto em funcionamento. Depois que as tubulaes j estiverem em funcionamento normal por algum tempo e, portanto, tiverem sido completamente lavadas pelo prprio fluido circulante, os filtros temporrios devero ser removidos. Os filtros provisrios mais comuns so os de discos de chapa perfurada ou cestas de tela de chapa fina. Os filtros permanentes so empregados nos casos em que uma tubulao com fluidos sujos possam sempre apresentar corpos estranhos, quando se quer uma purificao rigorosa e controlada do fluido circulante e nas tubulaes de entrada de equipamentos muito sensveis a corpos estranhos, como bombas de engrenagens, medidores volumtricos, certos tipos de purgadores, queimadores de caldeiras e de fornos, etc. Os filtros permanentes consistem geralmente de uma caixa de ao ou ferro fundido ou de bronze, com os bocais para as tubulaes de entrada e de sada, no interior da qual existem os elementos filtrantes e chicanas para conduzirem o fluido. Os elementos filtrantes mais comuns so: grades metlicas, chapas perfuradas, telas finas para filtragem grossa de lquidos; feltro, nylon, porcelana, papel, etc para filtragem fina de lquidos; e palhas metlicas, feltro, camura, etc para filtragem de gases. Juntas de Expanso Juntas de expanso so peas no rigidas que se intercalam nas tubulaes com a finalidade de absorver, total ou parcialmente, as dilataes provenientes das variaes de temperatura e tambm impedir a propagao de vibraes. Procura-se evitar o uso desses aparelhos nas tubulaes, deixando que o controle da dilatao trmica dos tubos seja efetuado pelo prprio traado da tubulao, com suas diversas mudanas de direo, de forma que a tubulao tenha flexibilidade prpria suficiente. Nos seguintes casos se justifica o emprego de juntas de expanso: quando o espao disponvel insuficiente para o traado da tubulao com flexibilidade capaz de absorver as dilataes, em tubulao de diametro muito grande (acima de 20), ou de material muito caro, onde haja interesse econmico em fazer o trajeto o mais curto possvel, em tubulao que, por exigncias de servio, devam ter trajetos diretos retilineos, com um minimo de perdas de carga ou de turbilhonamentos, em tubulao sujeitas a vibraes de grande amplitude, em certas tubulaes ligadas a equipamentos delicados, ou muito sensiveis. A junta de expanso servir, nesse caso, para evitar a possibilidade de transmisso de esforos da tubulao para o equipamento, para a ligao direta entre dois equipamentos. Uma grande desvantagem das juntas de expanso que constituem sempre um ponto fraco da tubulao, sujeito a defeitos, vazamentos, e a maior desgaste, podendo ter origem a srios acidentes, e com necessidade de constante inspeo e manuteno. Os principais movimentos que podem ter uma junta de expanso so: axial, angular e lateral (off set), ou ainda combinao desses movimentos. O movimento axial pode ser de compresso ou de distenso ou de ambos provenientes, em geral, da dilatao de trechos de tubos ligados junta de expanso. Os movimentos angulares e laterais so caractersticos de juntas de expanso situadas em tubulaes curtas entre dois vasos ou equipamentos, devido dilatao prpria desses vasos.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 6 de 12
Os tipos de vedao so: contato metal-metal, contado de um metal com um material resiliente (material elstico) e contato de um metal com outro metal que contm um material resiliente inserido na sua superfcie. A melhor vedao obtida na vedao metal-metal, mas pode acontecer um emperramento entre as superfcies. A vedao resisiliente obtida comprimindo-se a superficie do metal contra uma superficie de borracha ou plstico (soft surface). Este mtodo fornece um fechamento muito apertado e muito recomendado para fluidos que contm particulas slidas, embora seja limitado a servios em presses no muito altas. A vedao com uma superficie metlica contra outra superficie metlica que contm um material resiliente inserido proporciona a principal vedao por resilincia, auxiliada por uma vedao secundria metal-metal. Este tipo de vedao pode ser empregado em presses relativamente altas. Evitar vazamentos do fluido para o meio externo, ou vazamento de ar para dentro do sistema quando a linha estiver operando sob vcuo. Essas vedaes devem ser feitas na haste, nas conexes da vlvula e na unio do castelo com o corpo. O mtodo mais comum de vedao da haste por meio de uma caixa de preme-gaxeta que contm guarnies de material flexvel como grafite-asbestos, PTFE, asbestos com PTFE, etc. As guarnies devem ser slidas, tranadas, ou um enchimento com PTFE granulado, fibras de asbestos com PTFE, e outros. A vedao entre o corpo e o castelo pode ser por castelo rosqueado, ou com castelo flangeado e aparafusado, ou castelo selado por presso interna do prprio fluido, usado em linhas de alta presso e alta temperatura, e outras formas de construo. Os metais e ligas mais utilizados na fabricao das vlvulas so: bronzes, lates, ferro fundido, ao fundido, ao forjado, ao inoxidvel, ligas de nquel e aluminio. Os tipos mais usuais de vlvulas so: vlvulas de bloqueio (block valves): servem para estabelecer ou interromper o fluxo. Funcionam somente ou completamente abertas ou completamente fechadas. Existem as vlvulas gaveta (gate), macho (plug, cock), esfera (ball) e comporta ou guilhotina (slide, blast). Possuem baixa perda de carga. Vlvulas de regulagem (throttling valves): servem para controlar o fluxo. So vlvulas globo (globe), agulha (needle), controle (control), borboleta (butterfly), diafragma (diaphragm). Vlvulas que permitem o fluxo em um nico sentido: vlvulas de reteno (check), reteno e fechamento (stop-check), de p (foot). Vlvulas que controlam a presso a montante: vlvulas de segurana (safety), de alvio (relief), de contrapresso (back-pressure). Vlvulas que controlam a presso a jusante: vlvulas redutoras e reguladoras de presso. Os principais componentes de uma vlvula so o corpo (body), castelo (bonnet), mecanismo interno (trim) como haste, sede, anel da sede, disco, depois existem as gaxetas, volante, sistema de operao (engrenagens, alavanca, motor, automtica, etc). Purgadores, Separadores e Filtros Os purgadores de vapor (steam traps) so dispositivos automticos que separam e eliminam o condensado formado nas tubulaes e nos aparelhos de aquecimento, sem deixar escapar o vapor. Alm de removerem o condensado, eliminam tambm o ar e outros gases incondensveis (CO2, por exemplo), que possam estar presentes. O objetivo deste componente conservar a energia do vapor, pois o condensado no tem ao motora em mquinas a vapor, nem ao aquecedora eficiente. O condensado diminui muito a eficincia dos aparelhos de aquecimento a vapor (serpentinas, refervedores, aquecedores a vapor, autoclaves, estufas). Evita vibraes e golpes de ariete nas tubulaes, causados pelo condensado, quando empurrado pelo vapor em alta velocidade e por ser incompressivel. Evita a eroso rpida das palhetas das turbinas, que seria causada pelo impacto das gotas de condensado. Diminui os efeitos da corroso, o condensado combina-se com o CO2 existente no vapor formando o cido carbnico, de alta ao corrosiva. Evita a reduo da seo transversal til de escoamento do vapor devido acumulao do condensado. Evita o resfriamento do vapor em consequencia da mistura com o ar e outros gases. Os principais tipos de purgadores de vapor so: Mecnicos: agem por diferena de densidades. Podem ser de bia, panela invertida e panela aberta. Termostticos: agem por diferena de temperaturas. Podem ser de expanso metlica, expanso liquida e expanso balanceada (de fole). Especiais: so os termodinmicos e de impulso.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 5 de 12
Parafusos e Estojos para Flanges Os parafusos empregados para ligar um flange a outro e proporcionar o aperto da junta podem ser de dois tipos: parafuso de mquina (bolt) e estojos (stud bolt). Os parafusos de mquina so cilindricos com cabea integral e a parte rosqueada nunca abrange todo o corpo do parafuso. Os estojos so barras cilindricas rosqueadas com porcas e contraporcas independentes. A parte rosqueada pode ou no abranger todo o comprimento. Os estojos permitem melhor aperto do que os parafusos de mquina porque a parte mais fraca desses parafusos justamente a ligao do corpo com a cabea. O aperto dos parafusos de uma ligao flangeada traciona os parafusos, comprime a junta e introduz esforos de flexo nos flanges. Devido a isso, as normas fixam limites para a tenso de escoamento do ao dos parafusos. No aperto dos parafusos distingue-se o aperto inicial e o aperto residual. O aperto inicial faz com que a junta se adapte o mais perfeitamente possvel s faces dos flanges, amoldando-se a todas as imperfeies e irregularidades que possam existir. Este aperto, que dever ser suficiente para causar o escoamento do material das juntas, ser tanto mais forte quanto mais dura for a junta. O aperto residual combate o efeito da presso interna no tubo que tende a separar os flanges. Este aperto dever ser mais forte quanto maior for a presso interna. Na prtica, para evitar vazamentos, basta que o aperto residual tenha 1 a 2 vezes o valor da presso interna. Evidentemente, em qualquer ligao flangeada, o aperto residual deve ser somado ao aperto inicial. Vlvulas As vlvulas so dispositivos destinados a estabelecer, controlar e interromper o fluxo em uma tubulao. Em qualquer instalao, deve haver sempre o menor numero possvel de vlvulas, compatvel com o funcionamento das mesmas, porque so peas caras, onde sempre h a possibilidade de vazamentos, alm de introduzirem perdas de carga. Os principais fatores na escolha do tipo da vlvula a ser aplicada numa determinada tubulao ou equipamento so: Propriedades do fluido: liquido, gasoso ou pasta, densidade, viscosidade, corrosividade, grau de eroso. Perdas por frico do fluido: perdas de carga no interior da vlvula, que pode afetar o NPSH disponivel na linha de suco de uma bomba onde importante que NPSHd > NPSHr. Condies de operao: as presses maximas e minimas e temperaturas que influenciam na escolha da material da vlvula. Material de construo: vinculado a corrosividade e grau de eroso do fluido. comum usar material do corpo diferenciado do material do trim por razes de economia. Tamanho da vlvula. O projeto de uma vlvula deve considerar trs partes fundamentais: Projeto do elemento de controle do fluxo a parte que controla o fluxo do fluido dentro da vlvula, podendo ser pelo movimento de um disco ou plug (globo, agulha), ou pelo deslizamento de uma superfcie plana, cilindrica ou esfrica atravs de um orificio (gaveta, macho, esfera, guilhotina, pisto), ou pela rotao de um disco (borboleta, comporta), ou pelo movimento de uma material flexivel no interior da passagem do fluxo (diafragma). Projeto do movimento do elemento de controle Pode ser por meio de uma haste fixada no elemento que gira (gaveta com haste no ascendente, gaveta com disco giratrio, esfera, borboleta, macho), ou move-se longitudinalmente (gaveta OS & Y, globo, diafragma, guilhotina, pisto, segurana, de alivio), ou combina esses dois tipos de movimentos (globo, angular, agulha, diafragma), para ajustar a posio do elemento de controle. Excees so as vlvulas de reteno e algumas vlvulas de segurana e de regulagem que utiliza a prpria fora do fluido para esta operao. Mtodos de vedao Para evitar vazamentos do fluido a jusante quando a vlvula estiver fechada. Deve haver um fechamento bem apertado entre o elemento de controle e a sede da vlvula. Esses componentes precisam ser projetados para resistirem a mudanas de presso e/ou temperatura, bem como a tenses causadas pelas ligaes com a tubulao, sem distores ou desalinhamento das superfcies de vedao, bem como sua construo requer um bom controle dimensional e do acabamento.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 4 de 12
Rosqueado (screwed SCR): usados em tubos no soldveis (ferro fundido e alguns aos ligas no soldveis), e com tubos no metlicos. Aplicado tambm com tubos de ao e de ferro forjado em tubulaes secundrias. A norma ANSI B31 recomenda o uso de soldas de vedao entre o flange e o tubo, quando aplicado em servios com fluidos inflamveis, txicos ou perigosos. Encaixe (socket weld SW): semelhante ao sobreposto, porm mais resistente e com um encaixe completo para a ponta do tubo, dispensando a solda interna. Muito usado em tubulao de pequenos diametros at 2. Devido descontinuidade interna no se recomendam esses flanges para servios sujeitos corroso sob contato. Solto (lap joint): no so fixados, logo so capazes de deslizar livremente sobre o tubo. A grande vantagem que este flange no entra em contato com o fluido instalando-se uma virola (stub end), que servir de batente ao flange. Normalmente o flange fabricado em ao carbono e a tubulao em materiais especiais e caros (ao inoxidvel, liga de Ni, etc). Cego (blind): usados nas extremidades de linha ou fechamento de bocais.
A face de assentamento dos flanges pode ter vrios tipos de acabamento. Os mais usuais pela norma ANSI B16.5 so: Face com ressalto (raised face RF): o mais comum para flanges de ao, aplicvel para quaisquer condies de presso e temperatura. Face plana (flat face FF): muito usado em flanges de ferro fundido e outros materiais frgeis. O aperto da junta muito inferior ao obtido em um flange RF. Face para junta de anel (ring type joint RTJ): usado em servios severos, altas presses e temperaturas (vapor, hidrocarbonetos, fluidos perigosos, txicos, etc). Consegue-se uma melhor vedao com o mesmo grau de aperto dos parafusos. Face de macho e femea (male & female) e face de lingueta e ranhura (tongue & groove): usados em servios especiais com fluidos corrosivos, porque estando a junta confinada no haver quase contato entre o fluido e a junta. O acabamento da face de juno pode ter uma srie de pequenas ranhuras, podendo ser concntricas (concentric serrated), espiraladas com ranhura padro (stockfinish), espiraladas com ranhura espiral (spiral serrated) ou lisa (smooth finish). Na ausncia desta especificao, o acabamento ranhura padro. Juntas para Flanges Em todas as ligaes flangeadas existe sempre uma junta que o elemento de vedao. Para que no haja vazamento atravs da junta, necessrio que a presso exercida pelos parafusos seja bem superior presso interna do fluido, que tende a afastar os flanges. Quanto maior a presso do fluido, mais dura e resistente dever ser a junta. A junta tambm dever ser suficientemente deformvel e elstica para se amoldar s irregularidades das superfcies dos flanges, garantindo a vedao. Assim, as juntas duras exigem maior perfeio no acabamento das faces dos flanges e no alinhamento dos tubos. O material das juntas dever resistir ao corrosiva do fluido, bem como a toda faixa possivel de variao de temperatura. Os tipos mais usuais de juntas so: juntas no metlicas: sempre planas, usadas em flanges de face plana e com ressalto. Podem ser fabricadas em borracha natural, borrachas sintticas, amianto grafitado, material plstico, papelo hidrulico. Juntas metlicas em espiral: usadas quando existem grandes variaes de presso ou de temperatura. Possuem excelente elasticidade. Juntas metlicas folheadas: usadas em flanges de face com ressalto, em servios de altas presses e altas temperaturas. Juntas metlicas macias: possuem faces planas ou ranhuradas, usadas em flanges de face com ressalto, face macho e fmea e face de lingueta e ranhura. Juntas metlicas de anel: a dureza do material da junta deve ser sempre menor que a dureza do material do flange, sugerindo-se uma diferena de 30 HB. Empregadas para vapor e para hidrognio, hidrocarbonetos e outros servios de grande risco. Costumam tambm ser usadas para quaisquer servios em temperaturas acima de 550 oC. Em todas as juntas metlicas importante que o material da junta seja menos dura que o material dos flanges e possua bom acabamento.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 3 de 12
patenteados: juntas Dresser, Victaulic, Flexlock, Gibault, etc, so ligao no rigidas, permitindo sempre razovel movimento angular e pequeno movimento axial.
Quando o tubo tronco possui um dimetro maior que o do tubo ramal, a ligao mais usual atravs de solda direta de um tubo no outro (boca de lobo), com ou sem anel de reforo e nervuras. Esta derivao pode ser feita tambm por meio de luva (at 1), com colar ou com sela soldadas. Acessrios de Tubulao A finalidade do uso dos acessrios de tubulao fazer mudana de direo dos tubos, derivaes nos tubos, mudana de dimetro, ligaes entre os tubos e fechamento da extremidade de um tubo. Alguns dos principais acessrios (piping fittings) so: curvas (conformadas ou soldadas/gomadas), joelhos, ts, derivaes soldadas, peas em Y, cruzetas, selas (saddles), colares (sockolets, weldolets), anis de reforo, redues concntricas, redues excntricas, buchas, luvas, unies, flanges, niples, pestanas (stub ends), tampes, bujes. Outros acessrios de tubulao padronizados so figura 8 (spectacle) e raquete (paddle blind), os quais so usados quando se deseja um bloqueio rigoroso e absoluto na tubulao, por motivo de economia ou uso espordico. As juntas giratrias so acessrios que permitem o movimento de rotao axial em torno de um eixo que passa pela linha de centro do tubo, e discos de ruptura que so peas simples instaladas para a proteger uma tubulao de uma sobrepresso, construda com uma chapa fina calculada para se romper a uma dada presso. Esses acessrios podem ser ligados aos tubos atravs de solda de topo, solda de encaixe, rosqueado, flangeado, ponta e bolsa, compresso, etc. A resistncia mecnica desses acessrios deve ser equivalente do tubo de mesmo material e espessura correspondente respectiva classe. Flanges: Tipos e Faceamento Os flanges de ao carbono e de ao liga costumam ser fabricados por forjamento. At 400 oC e presses at 20 kg/cm2 aplica-se flanges conforme ASTM A181. Para temperaturas at 450 oC e presses mais altas, usase flanges conforme A105. Para flanges de ao liga, a norma mais empregada a A182. A presso admissvel do flange, para cada classe de presso nominal, depende da temperatura e do material do flange. As presses de trabalho, para qualquer material e qualquer classe, decrescem com o aumento da temperatura. Assim, o numero de classe (#) que representa a presso nominal, embora sirva para designar o flange, no significa a presso admissvel com que o flange pode trabalhar. Pela norma ANSI B16.5 estabelece, para cada dimetro e cada classe de presso, todas as dimenses dos flanges. Portanto, todos os flanges de mesmo dimetro e mesma classe tero suas dimenses exatamente iguais e se adaptaro ao mesmo tubo, entretanto, tero presses admissveis diferentes se forem de materiais diferentes. O uso de flanges na faixa de temperatura de fluncia resulta num decrscimo das foras dos parafusos, aliviando as tenses nos flanges, juntas e parafusos. Juntas flangeadas submetidas a gradientes trmicos tambm ficam sujeitas a um decrscimo das foras dos parafusos. Esta diminuio das foras nos parafusos reduz a capacidade da junta suportar as foras aplicadas sem vazamentos. Os acessrios flangeados em ferro fundido so fabricadas em face plana, abrangendo dimetros nominais de 1 at 24, em duas classes de presso de # 125 e # 250. Pela norma ANSI B16.5, os tipos de flanges so: Integral: usados em alguns casos de ferro fundido, o tipo mais antigo e mais resistente. Pescoo (welding neck - WN): o mais usado para quaisquer presses e temperaturas, o mais resistente, permite melhor aperto, menores tenses residuais decorrentes da soldagem e das diferenas de temperaturas. Sobreposto (slip-on SO): mais barato e mais fcil de instalar, a ligao feita com duas soldas em ngulo, uma interna e outra externa. Usado em servios no severos porque o aperto permissivel bem menor, as tenses residuais so elevadas e as descontinuidades de seo do origem a concentraes de esforos e facilitam a eroso e a corroso.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 2 de 12
Srie = 1000
P S
onde P = presso interna de trabalho (psig) S = tenso admissvel do material (psi) As serie existentes so: 10, 20, 30, 40, 60, 80, 100, 120, 140 e 160. Emprego das Tubulaes Industriais Os tubos podem ser usados em tubulao de processo (processamento, armazenagem e distribuio de fluidos), utilidades (fluidos auxiliares como rede de gua doce, gua salgada, vapor, condensado, ar comprimido), instrumentao (sinais de ar comprimido, fluidos para instrumentos automticos), transmisso hidrulica (liquidos sob presso para os comandos e servomecanismos hidrulicos), drenagem (coleta e conduo de efluentes), aduo (aquadutos), transporte (liquidos e gases a longas distncias como oleodutos e gasodutos), distribuio (gua, vapor, etc) e coleta (drenagem, esgotos). A seleo e a especificao dos materiais para fabricao dos tubos devem considerar os diversos fatores listados abaixo, porm no deve guardar nenhuma ordem de prioridade ou de importncia relativa, uma vez que so variveis caso a caso: condio de servio (presso e temperatura), fluido conduzido (concentrao, impurezas, pH, temperatura, corroso, contaminao), nivel de tenses do material (grandeza dos esforos, clculo da espessura), natureza dos esforos mecnicos (trao, compresso, flexo, choques, vibrao, cargas dinmicas), diametro do tubo (natureza do servio), sistema de ligaes, custo, segurana (risco potencial, rupturas, vazamentos), experincia prvia, facilidades de fabricao e montagem, velocidade do fluido (influncia da velocidade na resistncia a corroso e eroso), perdas de carga, facilidade na obteno do material, vida til. Meios de Ligao de Tubos Os diversos meios de ligao usados para conectar tubos servem para ligar os tubos entre si, como tambm para ligar os tubos a vlvulas, acessrios e outros equipamentos. A escolha do meio de ligao depende do material e dimetro do tubo, finalidade e localizao da ligao, custo, grau de segurana, presso e temperatura de trabalho, fluido contido, necessidade ou no de desmontagem, etc. Os principais meios de ligao so: rosqueadas (screwed joints): usadas em tubos at 4, de baixa responsabilidade (instalaes prediais, linha de gua, ar comprimido e condensado, baixa presso e temperatura ambiente), normalmente at roscas cnicas para garantir a vedao, o rosqueamento enfraquece a parede do tubo, devendo a serie ser no mnimo Sch. 80. So as nicas ligaes usadas para tubos galvanizados. Solda de topo (butt welding): para 2 e maiores, com ou sem metal de adio, so ligaes de responsabilidade, boa resistncia mecnica, estanqueidade perfeita, boa aparncia, facilidades na aplicao de isolamento trmico e de pintura, dispensa manuteno, requer mo de obra qualificada. solda de encaixe (socket welding): para tubos at 1 inclusive, com um nico cordo externo de solda em ngulo. Para tubos metlicos no ferrosos, pode ser por brasagem (brazing) ou solda fraca ou branca (soldering), com um anel de liga de solda que j vem embutido no encaixe. Para fazer a emenda, basta aquecer a luva por fora, fundindo o anel de solda. flangeadas (flanged joints): aplicadas em tubos de 2 e maiores para todos os materiais, facilmente desmontveis, garante perfeita continuidade do revestimento, podem ocorrer vazamentos, caro. ponta e bolsa (Bell and spigot joints): usado em tubulao de ferro fundido, concreto, FRP. compresso: usados para tubos de metais no ferrosos e de ao inoxidvel at 1, linhas de instrumentao e pequenas linhas de leo.
Rev. 0
ACESSRIOS DE TUBULAO
Treinamento Sequi C. A. Cappuzzo
Jan/06 1 de 12
Tubulao Tubos so condutos fechados, destinados principalmente ao transporte de fluidos lquidos, gasosos, pastosos ou slidos em suspenso. A grande maioria dos tubos funciona como conduto forado, isto , sem superfcie livre, com o fluido tomando toda a rea da seo transversal. Tubulao um conjunto de tubos e de seus diversos acessrios. Na nomenclatura americana, pipe a designao para tubos de conduo e tube usado para trocadores de calor, instrumentao. So diversos os materiais empregados na fabricao dos tubos, podendo ser metlicos ferrosos ou no ferrosos, no metlico (plstico, cimento amianto, concreto, borracha, cermica, etc), ou ainda metlicos com revestimento de plstico, borracha, asfalto, concreto, etc. O processo de fabricao de tubos sem costura pode ser por laminao, extruso, fundio, forjamento, e tubos com costura por soldagem (longitudinal, helicoidal). A solda pode ser de topo (butt weld) ou sobreposta (lap weld), com ou sem metal de adio. Os processos de soldagem usados so solda eltrica com metal de adio como arco submerso (SAW), ou com proteo gasosa (GMAW), e sem metal de adio por resistncia eltrica (ERW). A soldagem com eletrodo revestido raramente empregado por ser anti-econmica. Tubos em ao carbono so largamente empregados devido ao seu baixo custo, excelente qualidade mecnica e facilidade de conformao e soldagem. Nas indstrias de processamento, mais de 80% dos tubos so em ao carbono, que usado para gua doce, vapor de baixa presso, condensado, ar comprimido, leos, gases e muitos outros fluidos pouco corrosivos, em temperaturas desde 40oC e qualquer presso. A resistncia mecnica do ao carbono comea a sofrer forte reduo em temperaturas superiores a 400 oC, devido principalmente ao fenmeno da fluncia (creep). Em temperaturas superiores a 530 oC, o ao carbono sofre uma intensa oxidao superficial (scaling), quando exposto ao ar, com formao de grossas crostas de xidos. Os aos carbono podem ser acalmados (killed steel), com adio de at 0,1% de Si para eliminar os gases ou efeverscentes (rimmed steel), que no contm Si. Em temperaturas muito baixas o ao carbono apresenta um comportamento quebradio, ficando sujeito a fraturas frgeis repentinas. Isto pode ser evitado se o ao for normalizado para a obteno de uma granulao fina. Tubos de ao liga so empregados para servio em altas temperaturas, como o ao liga Mo e Cr-Mo, enquanto que tubos em ao liga contendo Ni so resistentes a baixas temperaturas. Esses tubos so mais caros, bem como a montagem e a soldagem bem mais difcil e mais cara, exigindo cuidados e tratamento trmico. Os tubos em ao inoxidvel mais importantes so os austenticos (classe 300) e os ferrticos (classe 400), que possuem alta resistncia fluncia e corroso. Todos os aos austenticos apresentam comportamento dctil mesmo em temperaturas extremamente baixas e tambm so fceis de soldar. J os ferrticos so mais baratos, menos sujeitos corroso alveolar ou sob tenso, com menor resistncia fluncia e corroso em geral, menos adequados para servios em baixa temperatura e mais difceis de soldar. Os aos tipo 304 e 316 e outros denominados de no-estabilizados so sujeitos a uma precipitao de carbonetos de Cr (sensitizao) quando submetidos a temperaturas entre 450 e 850 oC, diminuindo muito a resistncia corroso. Com a adio de Ti nos aos tipo 321 e de Nb nos aos tipo 347, tambm conhecidos como aos estabilizados, ou ento diminuindo o teor de carbono dos aos tipo 304L e 316L, este fenmeno controlado. Os fluidos que contem o on Cl-, podem causar severa corroso alveolar e sob tenso nos aos inoxidveis austenticos, devendo ser sempre evitada a aplicao desses tubos com este material. Para cada dimetro nominal de tubo, conforme as normas ANSI B36.10 (ao carbono e ao liga) e B36.19 (ao inoxidvel), so fabricados tubos com vrias espessuras de parede, entretanto o dimetro externo sempre o mesmo, variando apenas o dimetro interno. De 1/8 at 12, o dimetro nominal no coincide com o dimetro externo, e de 14 at 36 o dimetro nominal coincide com o dimetro externo. As extremidades dos tubos podem ser ponta lisa, ponta chanfrada e ponta rosqueada. Acima de 36 os tubos no so padronizados. Antes da norma ANSI B36.10, os tubos eram fabricados em trs espessuras diferentes conhecidas como peso normal (Standard S), extraforte (extra-strong XS) e duplo extra-forte (double extra-strong XXS). Atualmente, existem os nmeros de serie (Schedule number) para designar as espessuras dos tubos. Este nmero obtido aproximadamente pela seguinte expresso:
Das könnte Ihnen auch gefallen
- Simbolos ISADokument15 SeitenSimbolos ISAanon-484829100% (5)
- Correntes Dentadas PDFDokument4 SeitenCorrentes Dentadas PDFEber De Santi GouvêaNoch keine Bewertungen
- Aula 09 - Cálculos de RoscasDokument10 SeitenAula 09 - Cálculos de RoscasDouglas Gomes100% (11)
- A Área Do CírculoDokument5 SeitenA Área Do CírculoKelvin Carlos DornellesNoch keine Bewertungen
- DIMENSIONAMENTO EIXODokument2 SeitenDIMENSIONAMENTO EIXOreal_ariNoch keine Bewertungen
- Manual de TopografiaDokument205 SeitenManual de Topografiapatrickjman83% (6)
- DIMENSIONAMENTO EIXODokument2 SeitenDIMENSIONAMENTO EIXOreal_ariNoch keine Bewertungen
- Correntes Dentadas PDFDokument4 SeitenCorrentes Dentadas PDFEber De Santi GouvêaNoch keine Bewertungen
- Dim EixosDokument1 SeiteDim EixosGabriel CampanaroNoch keine Bewertungen
- 81 Exercícios Sobre Ultra-Som 11pDokument11 Seiten81 Exercícios Sobre Ultra-Som 11pwsfranca100% (8)
- Instrução Tecnica de ENDDokument2 SeitenInstrução Tecnica de ENDreal_ariNoch keine Bewertungen
- Tipos de ENDsDokument7 SeitenTipos de ENDsreal_ariNoch keine Bewertungen
- Questões de LPDokument2 SeitenQuestões de LPreal_ariNoch keine Bewertungen
- 81 Exercícios Sobre Ultra-Som 11pDokument11 Seiten81 Exercícios Sobre Ultra-Som 11pwsfranca100% (8)
- Ensaio Por Líquido PenetranteDokument9 SeitenEnsaio Por Líquido Penetrantemuricao100% (1)
- Eos Folder SuportesDokument8 SeitenEos Folder SuportesjuliocfteixeiraNoch keine Bewertungen
- Apostila EscadasDokument43 SeitenApostila EscadasThiarlle SdNoch keine Bewertungen
- Catálogo de Reatores e Luminárias - INTRAL PDFDokument176 SeitenCatálogo de Reatores e Luminárias - INTRAL PDFGlaucoNoch keine Bewertungen
- Padrões de liga de alumínio para fundiçãoDokument8 SeitenPadrões de liga de alumínio para fundiçãoadrbimNoch keine Bewertungen
- Portfolio GF Cardoso Maio 2020Dokument13 SeitenPortfolio GF Cardoso Maio 2020PedroserroNoch keine Bewertungen
- PumaWin 8.2 - Principais alterações no cálculo de flechas e limitações de negativosDokument9 SeitenPumaWin 8.2 - Principais alterações no cálculo de flechas e limitações de negativosBrett RogersNoch keine Bewertungen
- Disjuntor A Pequeno Volume de Oleo DSF ArevaDokument11 SeitenDisjuntor A Pequeno Volume de Oleo DSF Arevadanielmodena8885% (13)
- Curso SAP ABAP e BPMDokument10 SeitenCurso SAP ABAP e BPMcharlesjungbeckNoch keine Bewertungen
- Siglas e Abreviaturas de Segurança Do TrabalhoDokument10 SeitenSiglas e Abreviaturas de Segurança Do TrabalhoIsac Douglas Gomes de OliveiraNoch keine Bewertungen
- Fer Pinta 2011Dokument221 SeitenFer Pinta 2011jmcc2Noch keine Bewertungen
- Manual Central Cat-48 v05Dokument30 SeitenManual Central Cat-48 v05almeida737150% (4)
- Currículo DiogoDokument2 SeitenCurrículo DiogoAugusto NunesNoch keine Bewertungen
- Tampos Industriais: Características e FabricaçãoDokument16 SeitenTampos Industriais: Características e FabricaçãoAnonymous uL3JlWfhNoch keine Bewertungen
- Catalogo PROTEÇAO EletromarDokument22 SeitenCatalogo PROTEÇAO EletromarLuis VilelaNoch keine Bewertungen
- CURRICULUM VITAE-MU Akhtar - Portuguese Version1Dokument6 SeitenCURRICULUM VITAE-MU Akhtar - Portuguese Version1ubaidmpmNoch keine Bewertungen
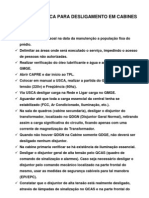
- Sequência básica para desligamento em cabines primáriasDokument2 SeitenSequência básica para desligamento em cabines primáriasMarcus Vinicius100% (1)
- Avaliação de Poeira Total e Respirável - NR 15Dokument2 SeitenAvaliação de Poeira Total e Respirável - NR 15Fábio Henrique100% (1)
- Jumil Lider TreliceDokument28 SeitenJumil Lider TreliceHermesson VagnerNoch keine Bewertungen
- Manual de Manutenção Ltm1350-6.1Dokument1.898 SeitenManual de Manutenção Ltm1350-6.1Gilbert OliveiraNoch keine Bewertungen
- CAMBOTA: EXTRACÇÃO E REPOSIÇÃODokument20 SeitenCAMBOTA: EXTRACÇÃO E REPOSIÇÃOeviton luisNoch keine Bewertungen
- Atividade Dia 17Dokument2 SeitenAtividade Dia 17Sandré SantosNoch keine Bewertungen
- Direção Defensiva e Legislação de TrânsitoDokument30 SeitenDireção Defensiva e Legislação de TrânsitoRoberto A. Costa100% (1)
- CBDS Modos, backup e restoreDokument8 SeitenCBDS Modos, backup e restoreclebertonantunesNoch keine Bewertungen
- Bombas de Vácuo Rotativas de Palhetas Bombas de Vacío Rotativas de Paletas Rotary Vane Vacuum PumpsDokument6 SeitenBombas de Vácuo Rotativas de Palhetas Bombas de Vacío Rotativas de Paletas Rotary Vane Vacuum PumpsFabio SantosNoch keine Bewertungen
- 1 Lista EsteqDokument1 Seite1 Lista EsteqElaine VianaNoch keine Bewertungen
- Instalações de Redes Elétricas em Envelope de ConcretoDokument9 SeitenInstalações de Redes Elétricas em Envelope de ConcretoaironraidNoch keine Bewertungen
- Controle Numérico Computadorizado: Fundamentos e ProgramaçãoDokument56 SeitenControle Numérico Computadorizado: Fundamentos e ProgramaçãoAndré Pimentel MoreiraNoch keine Bewertungen
- SRP3040 01Dokument8 SeitenSRP3040 01awys61434Noch keine Bewertungen
- Fispq. Swax 450Dokument9 SeitenFispq. Swax 450Dani RamosNoch keine Bewertungen
- Ventilação e Exaustão de Cozinha PDFDokument7 SeitenVentilação e Exaustão de Cozinha PDFYan CarlosNoch keine Bewertungen