Das könnte Ihnen auch gefallen
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionVon EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNoch keine Bewertungen
- Article Coal-FiredDokument3 SeitenArticle Coal-FiredClaudia MmsNoch keine Bewertungen
- Material Aspects of A 700 C Power Plant 4Dokument7 SeitenMaterial Aspects of A 700 C Power Plant 4malsttarNoch keine Bewertungen
- Scientific American Supplement, No. 633, February 18, 1888Von EverandScientific American Supplement, No. 633, February 18, 1888Noch keine Bewertungen
- Creep Failure of HP Modified Reformer TubeDokument20 SeitenCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Boiler Materials For USC Plants IJPGC 2000Dokument22 SeitenBoiler Materials For USC Plants IJPGC 2000pawanumarji1100% (1)
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsVon EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNoch keine Bewertungen
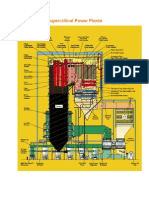
- Highly Efficient Supercritical Power Plants ExplainedDokument57 SeitenHighly Efficient Supercritical Power Plants Explainedmkchy12100% (4)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesVon EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Materials Research for Ultra-Supercritical Steam TurbinesDokument12 SeitenMaterials Research for Ultra-Supercritical Steam Turbinesmahmood750Noch keine Bewertungen
- The Application Aspects of Self-Recuperative and Self-Regenerative Burners in Thermal DevicesDokument7 SeitenThe Application Aspects of Self-Recuperative and Self-Regenerative Burners in Thermal DevicesGerardo LopezNoch keine Bewertungen
- Supercritical MetallurgyDokument28 SeitenSupercritical MetallurgyVishal ModiNoch keine Bewertungen
- Engineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioDokument10 SeitenEngineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioCHONKARN CHIABLAMNoch keine Bewertungen
- Control Continuous Annealing Copper Strips ModellingDokument18 SeitenControl Continuous Annealing Copper Strips ModellingKUNAL GUPTANoch keine Bewertungen
- Brayton CycleDokument6 SeitenBrayton CycleDurjoy ChakrabortyNoch keine Bewertungen
- Sru Heat ExchangerDokument29 SeitenSru Heat ExchangerJordan Young100% (1)
- An Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteamDokument15 SeitenAn Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteammogirevansNoch keine Bewertungen
- Energies 13 03655 PDFDokument22 SeitenEnergies 13 03655 PDFNavamani PrakashNoch keine Bewertungen
- USC Steam Turbine TechnologyDokument17 SeitenUSC Steam Turbine TechnologyteijarajNoch keine Bewertungen
- Multiple-Kilowatt-Class Graphite Heater For Large Hollow Cathode IgnitionDokument12 SeitenMultiple-Kilowatt-Class Graphite Heater For Large Hollow Cathode IgnitionMADDI MADHAV.Noch keine Bewertungen
- How Are Supercritical Boilers Different From Subcritical BoilersDokument2 SeitenHow Are Supercritical Boilers Different From Subcritical BoilerssbmmlaNoch keine Bewertungen
- Candidate Materials For Advanced HTGRS: Lineo Makhele-Lekala Philip EnnisDokument15 SeitenCandidate Materials For Advanced HTGRS: Lineo Makhele-Lekala Philip EnnisnothingNoch keine Bewertungen
- Cyclic Operation CompileDokument11 SeitenCyclic Operation CompileprabodhvkNoch keine Bewertungen
- Engineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioDokument3 SeitenEngineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioKhaled HamodiNoch keine Bewertungen
- Waste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasDokument8 SeitenWaste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasROHIT CHOUDHURYNoch keine Bewertungen
- Materials Selection For High Temperature Metal RecuperatorsDokument6 SeitenMaterials Selection For High Temperature Metal RecuperatorsrezaNoch keine Bewertungen
- Recovering Heat When Generating PowerDokument8 SeitenRecovering Heat When Generating Poweraliscribd46Noch keine Bewertungen
- ENVIRONMENT/HEAT TRANSFER - Waste Heat RecoveryDokument4 SeitenENVIRONMENT/HEAT TRANSFER - Waste Heat Recoverycvolkan1100% (1)
- BoilerDokument29 SeitenBoilerMadhan RajNoch keine Bewertungen
- Esl Ie 85 05 120Dokument10 SeitenEsl Ie 85 05 120losmoscasbrNoch keine Bewertungen
- Bhel JournalDokument68 SeitenBhel JournalChaitanya Raghav SharmaNoch keine Bewertungen
- Effect of Steam Pressure on Oxidation of 9Cr 1Mo SteelDokument9 SeitenEffect of Steam Pressure on Oxidation of 9Cr 1Mo SteelPravin KumarNoch keine Bewertungen
- 14th IHPC Conference Thermosyphon Heater DesignDokument6 Seiten14th IHPC Conference Thermosyphon Heater DesignNatarajan RavisankarNoch keine Bewertungen
- Materials Development For Boilers and Steam Turbines Operating at 700 °CDokument19 SeitenMaterials Development For Boilers and Steam Turbines Operating at 700 °CAnonymous lmCR3SkPrKNoch keine Bewertungen
- Blast Stove ModelDokument2 SeitenBlast Stove Modelnag_akNoch keine Bewertungen
- Rethink Specifications For Fired HeatersDokument7 SeitenRethink Specifications For Fired HeatersAhmed SeliemNoch keine Bewertungen
- Heat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020Dokument4 SeitenHeat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020li xianNoch keine Bewertungen
- Conversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentDokument10 SeitenConversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentRoberto Macias NNoch keine Bewertungen
- Damage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDokument4 SeitenDamage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDzul Cem EdataNoch keine Bewertungen
- Chimneys and Natural DraftDokument16 SeitenChimneys and Natural Draftวิทวัส นิเทียนNoch keine Bewertungen
- Optimization of Steam Cycles With Respect To Supercritical ParametersDokument7 SeitenOptimization of Steam Cycles With Respect To Supercritical ParametersBac Duy NguyenNoch keine Bewertungen
- Reformer Furnace 02Dokument8 SeitenReformer Furnace 02Cesar Armando LanzNoch keine Bewertungen
- Mathematical Procedure For Predicting Tube Metal Temperature in The Second Stage Reheater of The Operating Flexibly Steam BoilerDokument12 SeitenMathematical Procedure For Predicting Tube Metal Temperature in The Second Stage Reheater of The Operating Flexibly Steam BoilerraitoNoch keine Bewertungen
- Stone IiDokument7 SeitenStone IiAngie Natalia Morales DucuaraNoch keine Bewertungen
- 2008 - SADRNEZHAAD - Mathematical Model For A Straight Grate Iron Ore Pellet Induration Process PDFDokument7 Seiten2008 - SADRNEZHAAD - Mathematical Model For A Straight Grate Iron Ore Pellet Induration Process PDFKrol Prieto100% (1)
- Supercritical and UltraDokument13 SeitenSupercritical and UltraSachin GangwarNoch keine Bewertungen
- Supercritical Steam TurbinesDokument18 SeitenSupercritical Steam TurbinesAnonymous NUn6MESx100% (2)
- Design Features of Advanced Ultrasupercritical PlantsDokument6 SeitenDesign Features of Advanced Ultrasupercritical PlantstuanphamNoch keine Bewertungen
- AHTR Design Options for Advanced High-Temperature ReactorDokument19 SeitenAHTR Design Options for Advanced High-Temperature Reactorjammy36Noch keine Bewertungen
- Waste Management: Fabio Dal Magro, Haoxin Xu, Gioacchino Nardin, Alessandro RomagnoliDokument10 SeitenWaste Management: Fabio Dal Magro, Haoxin Xu, Gioacchino Nardin, Alessandro RomagnoliKARAN KHANNANoch keine Bewertungen
- Cryogenic Heatexchanger Unit LNG PlantDokument6 SeitenCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- Coal Gasification Process For Us IndustryDokument19 SeitenCoal Gasification Process For Us Industrymourinho2Noch keine Bewertungen
- Experience With The Operation of A Test-RIG For 70Dokument5 SeitenExperience With The Operation of A Test-RIG For 70Anonymous KzJcjGCJbNoch keine Bewertungen
- Igtc2003tokyo ts098Dokument7 SeitenIgtc2003tokyo ts0981hass1Noch keine Bewertungen
- How To Select A Heat PipeDokument3 SeitenHow To Select A Heat PipeAdrian NiżnikowskiNoch keine Bewertungen
- Pvp1996-Vol336 3Dokument4 SeitenPvp1996-Vol336 3dogusNoch keine Bewertungen
- 2nd Part of CalculationDokument26 Seiten2nd Part of CalculationLohith NatarajNoch keine Bewertungen
- Numerical and Experimental Study On Biased Tube Temperature Problem in Tangential Firing BoilerDokument22 SeitenNumerical and Experimental Study On Biased Tube Temperature Problem in Tangential Firing BoilerraitoNoch keine Bewertungen
- Luftfilter-+-404671 EN BADokument5 SeitenLuftfilter-+-404671 EN BAshaonaaNoch keine Bewertungen
- Klemmenkasten-+-383303 EN PDBDokument3 SeitenKlemmenkasten-+-383303 EN PDBshaonaaNoch keine Bewertungen
- Ex Essential Explosion Protection Rstahl B enDokument56 SeitenEx Essential Explosion Protection Rstahl B enshaonaaNoch keine Bewertungen
- Charles Mendel-Spanish Short Stories For BeginnersDokument79 SeitenCharles Mendel-Spanish Short Stories For BeginnersMicheal Goodman100% (6)
- Datasheet 3SE5162Dokument3 SeitenDatasheet 3SE5162shaonaaNoch keine Bewertungen
- SBU Micro-Switch 07-2017 enDokument3 SeitenSBU Micro-Switch 07-2017 enshaonaaNoch keine Bewertungen
- Valve Magzine Force and Direction Controls For Valve ActuatorsDokument3 SeitenValve Magzine Force and Direction Controls For Valve ActuatorsshaonaaNoch keine Bewertungen
- Iom SC-VDokument53 SeitenIom SC-VshaonaaNoch keine Bewertungen
- CO 3-Way Pneumatic Valve ManualDokument41 SeitenCO 3-Way Pneumatic Valve ManualshaonaaNoch keine Bewertungen
- Controls IQ Range-E861Dokument44 SeitenControls IQ Range-E861Juan ValecillosNoch keine Bewertungen
- Inspection and Test Plan For Pressure Safety Valve PDFDokument3 SeitenInspection and Test Plan For Pressure Safety Valve PDFsherviny100% (3)
- ASCO Solenoid Engineering SpecsDokument26 SeitenASCO Solenoid Engineering SpecsviruspoolNoch keine Bewertungen
- Switch Box Sbu Switch Box Sbu: Technical DataDokument3 SeitenSwitch Box Sbu Switch Box Sbu: Technical DatashaonaaNoch keine Bewertungen
- Sqex 05.2 - Sqex 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 1-Phase Ac MotorsDokument4 SeitenSqex 05.2 - Sqex 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 1-Phase Ac MotorsshaonaaNoch keine Bewertungen
- En bf880 PDFDokument1 SeiteEn bf880 PDFshaonaaNoch keine Bewertungen
- BellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsDokument4 SeitenBellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsAnkit GandhiNoch keine Bewertungen
- DDokument47 SeitenDshaonaaNoch keine Bewertungen
- BS 6990Dokument28 SeitenBS 6990E Hammam El MissiryNoch keine Bewertungen
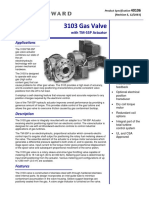
- 3103 Gas Valve: ApplicationsDokument4 Seiten3103 Gas Valve: ApplicationsshaonaaNoch keine Bewertungen
- Defining WOG TBDokument2 SeitenDefining WOG TBJavier Caamaño VillafañeNoch keine Bewertungen
- Is 1200 - 17-1985Dokument11 SeitenIs 1200 - 17-1985parvezNoch keine Bewertungen
- Creative Time - Manage The Mundane - Create The ExtraordinaryDokument32 SeitenCreative Time - Manage The Mundane - Create The ExtraordinarySolomon100% (3)
- Is 383 Specification For Coarse and Fine Aggregates From Nat.180180049Dokument21 SeitenIs 383 Specification For Coarse and Fine Aggregates From Nat.180180049love9Noch keine Bewertungen
- XLB Brochure Americas PDFDokument8 SeitenXLB Brochure Americas PDFshaonaaNoch keine Bewertungen
- 1725Dokument10 Seiten1725Er Ravinder Reddy DevireddyNoch keine Bewertungen
- Hot WorkDokument20 SeitenHot WorkmarceloNoch keine Bewertungen
- Is:2386 1Dokument22 SeitenIs:2386 1Ramesh0% (1)
- 806Dokument21 Seiten806ajay_4811Noch keine Bewertungen
- Indian Standard: Specification FOR Single Faced Sluice Gates (200 To 1200 MM Size.)Dokument25 SeitenIndian Standard: Specification FOR Single Faced Sluice Gates (200 To 1200 MM Size.)gpskumar22Noch keine Bewertungen
- Construction of Stone Masonry-Code of Practice: Indian StandardDokument8 SeitenConstruction of Stone Masonry-Code of Practice: Indian Standardsaifullah629Noch keine Bewertungen
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Dokument39 SeitenPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
- Sayre Materia Medica-3Dokument87 SeitenSayre Materia Medica-3ven_bams5840Noch keine Bewertungen
- DNB Paper - IDokument7 SeitenDNB Paper - Isushil chaudhari100% (7)
- Lincoln Pulse On PulseDokument4 SeitenLincoln Pulse On PulseEdison MalacaraNoch keine Bewertungen
- Lyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticDokument13 SeitenLyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticJayr Mercado0% (1)
- DR-M260 User Manual ENDokument87 SeitenDR-M260 User Manual ENMasa NourNoch keine Bewertungen
- Clean Milk ProductionDokument19 SeitenClean Milk ProductionMohammad Ashraf Paul100% (3)
- Patent for Fired Heater with Radiant and Convection SectionsDokument11 SeitenPatent for Fired Heater with Radiant and Convection Sectionsxyz7890Noch keine Bewertungen
- Quaternary Protoberberine Alkaloids (Must Read)Dokument26 SeitenQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNoch keine Bewertungen
- Reinforced Concrete Beam DesignDokument13 SeitenReinforced Concrete Beam Designmike smithNoch keine Bewertungen
- KoyoDokument4 SeitenKoyovichitNoch keine Bewertungen
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDokument7 SeitenEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersNoch keine Bewertungen
- SB Z Audio2Dokument2 SeitenSB Z Audio2api-151773256Noch keine Bewertungen
- 11bg USB AdapterDokument30 Seiten11bg USB AdapterruddyhackerNoch keine Bewertungen
- KAC-8102D/8152D KAC-9102D/9152D: Service ManualDokument18 SeitenKAC-8102D/8152D KAC-9102D/9152D: Service ManualGamerAnddsNoch keine Bewertungen
- 2 - Elements of Interior DesignDokument4 Seiten2 - Elements of Interior DesignYathaarth RastogiNoch keine Bewertungen
- Validation Master PlanDokument27 SeitenValidation Master PlanPrashansa Shrestha85% (13)
- Aleister Crowley and the SiriansDokument4 SeitenAleister Crowley and the SiriansJCMNoch keine Bewertungen
- Detection and Attribution Methodologies Overview: Appendix CDokument9 SeitenDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadNoch keine Bewertungen
- 2 - Soil-Only Landfill CoversDokument13 Seiten2 - Soil-Only Landfill Covers齐左Noch keine Bewertungen
- Certificate Testing ResultsDokument1 SeiteCertificate Testing ResultsNisarg PandyaNoch keine Bewertungen
- Hyperbaric WeldingDokument17 SeitenHyperbaric WeldingRam KasturiNoch keine Bewertungen
- 1.2 - Sewing Machine and Special AttachmentsDokument3 Seiten1.2 - Sewing Machine and Special Attachmentsmaya_muth0% (1)
- Revolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationDokument14 SeitenRevolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationKIU PUBLICATION AND EXTENSIONNoch keine Bewertungen
- CG Module 1 NotesDokument64 SeitenCG Module 1 Notesmanjot singhNoch keine Bewertungen
- Internal Audit ChecklistDokument18 SeitenInternal Audit ChecklistAkhilesh Kumar75% (4)
- Helmitin R 14030Dokument3 SeitenHelmitin R 14030katie.snapeNoch keine Bewertungen
- Soil LiquefactionDokument12 SeitenSoil LiquefactionKikin Kikin PelukaNoch keine Bewertungen
- Arm BathDokument18 SeitenArm Bathddivyasharma12Noch keine Bewertungen
- Embankment PDFDokument5 SeitenEmbankment PDFTin Win HtutNoch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyVon EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNoch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Renewable Energy: A Very Short IntroductionVon EverandRenewable Energy: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (12)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successVon EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionVon EverandBuild Your Own Electric Vehicle, Third EditionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeVon EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeBewertung: 4 von 5 Sternen4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureVon EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureBewertung: 3.5 von 5 Sternen3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachVon EverandImplementing an Integrated Management System (IMS): The strategic approachBewertung: 5 von 5 Sternen5/5 (2)
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Produced Water Treatment Field ManualVon EverandProduced Water Treatment Field ManualBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksVon EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- The Rare Metals War: the dark side of clean energy and digital technologiesVon EverandThe Rare Metals War: the dark side of clean energy and digital technologiesBewertung: 5 von 5 Sternen5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemVon EverandISO 50001: A strategic guide to establishing an energy management systemNoch keine Bewertungen
- The Way Home: Tales from a life without technologyVon EverandThe Way Home: Tales from a life without technologyBewertung: 4 von 5 Sternen4/5 (45)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesVon EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertBewertung: 3 von 5 Sternen3/5 (2)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyVon EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyBewertung: 5 von 5 Sternen5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)