Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Final CAG Report On COAL SCAM - Full Report in Single FileDokument65 SeitenFinal CAG Report On COAL SCAM - Full Report in Single FileSuresh NakhuaNoch keine Bewertungen
- Celestial v. Cachopero DigestDokument3 SeitenCelestial v. Cachopero DigestEunice Valeriano Guadalope100% (1)
- World War II 1939 Guided NotesDokument2 SeitenWorld War II 1939 Guided Notesapi-294843376Noch keine Bewertungen
- Guidelines For Handling Regulatory InspectionDokument6 SeitenGuidelines For Handling Regulatory InspectionJayr Calungsod BañagaNoch keine Bewertungen
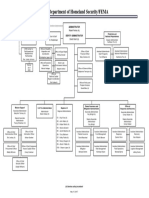
- FEMA Org ChartDokument1 SeiteFEMA Org ChartAgung AdiputraNoch keine Bewertungen
- Signatories LBPDokument2 SeitenSignatories LBPJovene Mike Alpuerto100% (1)
- Csec Social StudiesDokument32 SeitenCsec Social StudiesAnonymous AwpYveNoch keine Bewertungen
- Acebedo Optical Company Vs CADokument7 SeitenAcebedo Optical Company Vs CAinvictusincNoch keine Bewertungen
- Constitutional Law 1 NotesDokument4 SeitenConstitutional Law 1 NotesV RNoch keine Bewertungen
- Laws Affecting CHNDokument7 SeitenLaws Affecting CHNMarose DevelosNoch keine Bewertungen
- NPTL ADMITCardDokument1 SeiteNPTL ADMITCardPraneshwar KNoch keine Bewertungen
- Saigon - A HistoryDokument309 SeitenSaigon - A HistoryĐoàn Duy100% (2)
- PST Chapterwise Notes 2023Dokument7 SeitenPST Chapterwise Notes 2023abiNoch keine Bewertungen
- Republic Vs SerranoDokument2 SeitenRepublic Vs SerranoArahbellsNoch keine Bewertungen
- Wedding Cake Theory - Criminal JusticeDokument7 SeitenWedding Cake Theory - Criminal JusticeGopi PatelNoch keine Bewertungen
- Tolentino v. COMELEC (2004)Dokument60 SeitenTolentino v. COMELEC (2004)Bryan RicaldeNoch keine Bewertungen
- Claimant Skeleton Brief - FDI RegionalsDokument6 SeitenClaimant Skeleton Brief - FDI RegionalsJessel Sunga100% (1)
- Facilities Management Corporation DigestDokument2 SeitenFacilities Management Corporation Digestangelsu04100% (1)
- 2018 LGU Training Program Design NCCA PCEPDokument4 Seiten2018 LGU Training Program Design NCCA PCEPMicca AldoverNoch keine Bewertungen
- Padilla Vs Dizon (G.r. No. L-8026)Dokument2 SeitenPadilla Vs Dizon (G.r. No. L-8026)strgrlNoch keine Bewertungen
- Siddeshwari Cotton MillsDokument4 SeitenSiddeshwari Cotton Millskabir kapoorNoch keine Bewertungen
- 1238 Guidance Paper On The Use of Sanctions Clauses in Trade Finance-Related Instruments Subject To ICC RulesDokument7 Seiten1238 Guidance Paper On The Use of Sanctions Clauses in Trade Finance-Related Instruments Subject To ICC RulesSADATHAGHINoch keine Bewertungen
- The Definite History of The West WingDokument44 SeitenThe Definite History of The West WingkichutesNoch keine Bewertungen
- Grade Xi Political Science SMART SKILLS 2017-18: - PlatoDokument45 SeitenGrade Xi Political Science SMART SKILLS 2017-18: - PlatoMudita KapoorNoch keine Bewertungen
- 1987 PHILIPPINE-WPS OfficeDokument11 Seiten1987 PHILIPPINE-WPS OfficeJadNoch keine Bewertungen
- The Revolution of 1905 by Abraham AscherDokument227 SeitenThe Revolution of 1905 by Abraham AscherEOE Ep 290% (1)
- Non Compliance ApplicationDokument10 SeitenNon Compliance ApplicationRAJARAJESHWARI M GNoch keine Bewertungen
- Joe Cunningham - The Tones in A Decade of Irish HistoryDokument37 SeitenJoe Cunningham - The Tones in A Decade of Irish HistorySaoirse Go DeoNoch keine Bewertungen