Das könnte Ihnen auch gefallen
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingVon EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNoch keine Bewertungen
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsVon EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNoch keine Bewertungen
- 510 Closed Exam ADokument24 Seiten510 Closed Exam AAPINoch keine Bewertungen
- API 510 QuizDokument8 SeitenAPI 510 QuizJeremy CoussouNoch keine Bewertungen
- API 510 Closed Exam Part IIDokument21 SeitenAPI 510 Closed Exam Part IIptssoftNoch keine Bewertungen
- API 510 Exam May 2016Dokument5 SeitenAPI 510 Exam May 2016abdoNoch keine Bewertungen
- 510 Closed Exam B, Rev8Dokument20 Seiten510 Closed Exam B, Rev8yrdna nawaiteosNoch keine Bewertungen
- BAY - API 510 Practice Exam #5 CB Questions PDFDokument18 SeitenBAY - API 510 Practice Exam #5 CB Questions PDFAshish Patel100% (2)
- API 510 572 576 Questions AnswersDokument33 SeitenAPI 510 572 576 Questions Answersnikafiq100% (7)
- API 510 CB Mockup 3 R0 26112010Dokument18 SeitenAPI 510 CB Mockup 3 R0 26112010essnelsonNoch keine Bewertungen
- API 572 Study Guide: Practice QuestionsDokument10 SeitenAPI 572 Study Guide: Practice QuestionsRizwan Nazir100% (1)
- Open Book Answers:: BAY Technical Associates, Inc. 1Dokument8 SeitenOpen Book Answers:: BAY Technical Associates, Inc. 1tommy3021100% (1)
- Api 510 Preparatory ExamDokument13 SeitenApi 510 Preparatory Exameldobie3100% (1)
- Sudhy+api+510 2Dokument310 SeitenSudhy+api+510 2sheikmoinNoch keine Bewertungen
- API 510 Open Book Q&ADokument138 SeitenAPI 510 Open Book Q&AMohammed Shakil25% (4)
- API 510 Exam Q.bank-V VVV ImportantDokument138 SeitenAPI 510 Exam Q.bank-V VVV ImportantJeganeswaranNoch keine Bewertungen
- Api 510 Questions & Answers (Closed 1)Dokument12 SeitenApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- API 510. DAILY EXAM 9 (Closed Book)Dokument5 SeitenAPI 510. DAILY EXAM 9 (Closed Book)Shanawas Abdul RazakNoch keine Bewertungen
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDokument16 SeitenOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNoch keine Bewertungen
- Api 510 - Book 6Dokument120 SeitenApi 510 - Book 6Tauqeer SalimNoch keine Bewertungen
- Ezz API 510 All MCQ ExamDokument126 SeitenEzz API 510 All MCQ Examabdo100% (2)
- API 510 Spot QuestionDokument4 SeitenAPI 510 Spot QuestioncozmoanandkNoch keine Bewertungen
- API 510 Questions June 02 2004 1Dokument10 SeitenAPI 510 Questions June 02 2004 1Ariq FauzanNoch keine Bewertungen
- MSTS Mark's API 510 STUDY GUIDE.Dokument30 SeitenMSTS Mark's API 510 STUDY GUIDE.Hares SlalNoch keine Bewertungen
- API 510 Exam 5 ClosedDokument4 SeitenAPI 510 Exam 5 ClosedweerasinghekNoch keine Bewertungen
- API 510 Closed Book QuestionsDokument16 SeitenAPI 510 Closed Book QuestionsRavindra S. Jivani100% (1)
- Daily Points To Recall (Day 8) : Page 1 of 3Dokument3 SeitenDaily Points To Recall (Day 8) : Page 1 of 3chowhkNoch keine Bewertungen
- API 510 Final Exam Question BankDokument4 SeitenAPI 510 Final Exam Question BankMo'tasem Serdaneh0% (1)
- API 510 PC 4sept04 Daily Exam 5 Closed PSJDokument12 SeitenAPI 510 PC 4sept04 Daily Exam 5 Closed PSJMohammed Shakil100% (1)
- Api 510 Practice Exam B (150 Questions) : Design Temp Test TempDokument45 SeitenApi 510 Practice Exam B (150 Questions) : Design Temp Test Temperagorn100% (2)
- Api 510 QB G-IDokument30 SeitenApi 510 QB G-IRanaweera AriyamanjulaNoch keine Bewertungen
- Examen de Evaluación API 571Dokument18 SeitenExamen de Evaluación API 571berray2007100% (2)
- API 577 FlashCardsDokument7 SeitenAPI 577 FlashCardsqaisarabbas9002100% (5)
- API 572 (Question Answers)Dokument39 SeitenAPI 572 (Question Answers)Hina Khurshid67% (3)
- 510 Open ExamDokument17 Seiten510 Open Examariyamanjula2914100% (1)
- Api 510 Preparatory Bench Mark Quiz: AppropriateDokument120 SeitenApi 510 Preparatory Bench Mark Quiz: AppropriateCss Sfaxien100% (1)
- API 571 Certificate PreparationDokument5 SeitenAPI 571 Certificate PreparationAgnes Chong100% (2)
- API 510 QuestionsDokument17 SeitenAPI 510 Questionsyesuplus2Noch keine Bewertungen
- Api 510 Q&aDokument13 SeitenApi 510 Q&aShaikh Aftab100% (2)
- API 572 Practise QuestionDokument58 SeitenAPI 572 Practise Questionbelonk_182100% (6)
- API 510 Recert Test GuideDokument2 SeitenAPI 510 Recert Test Guidekatycwi100% (1)
- BAY.t-510 Open Prac Exam #3Dokument14 SeitenBAY.t-510 Open Prac Exam #3Karim MamdouhNoch keine Bewertungen
- API 510 Open Book Practice ExamDokument48 SeitenAPI 510 Open Book Practice Examcorey jacobsNoch keine Bewertungen
- Api 510 QDokument25 SeitenApi 510 QShyam Singh100% (1)
- API 510 Study QuestionsDokument49 SeitenAPI 510 Study QuestionsMichael Clapham50% (4)
- 510 Final CBDokument14 Seiten510 Final CBcsrajesh100% (1)
- Api 510 Study Guide Practice Questions PDFDokument2 SeitenApi 510 Study Guide Practice Questions PDFPrashant KumarNoch keine Bewertungen
- Examination Question 510Dokument12 SeitenExamination Question 510ohengjkt100% (1)
- Closed Book Api 572-A (55-65) - 2Dokument11 SeitenClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- 510 Closed Exam A, Rev 9Dokument21 Seiten510 Closed Exam A, Rev 9Pamela Lee100% (1)
- 510 Final QuestionsDokument16 Seiten510 Final QuestionsSenthil Periyasamy100% (1)
- API 510 Closed Exam PART IDokument22 SeitenAPI 510 Closed Exam PART ImaorealesNoch keine Bewertungen
- 510 Final QuestionsDokument16 Seiten510 Final QuestionsMohd Farhan Hussin0% (1)
- FTTT-510 Closed Prac Exam BDokument23 SeitenFTTT-510 Closed Prac Exam BSohail Aziz Ahmad MalikNoch keine Bewertungen
- Api 510 Close Book - 4Dokument20 SeitenApi 510 Close Book - 4tayyabNoch keine Bewertungen
- Question 36 Begins The Closed Book Portion of This ExamDokument25 SeitenQuestion 36 Begins The Closed Book Portion of This ExamBeantickNoch keine Bewertungen
- API 510 Closed ExamDokument20 SeitenAPI 510 Closed Examariyamanjula2914100% (9)
- API 570 Practice ExamDokument23 SeitenAPI 570 Practice ExamKumar R100% (1)
- API 510 Closed Book Practice Exam - A PDFDokument22 SeitenAPI 510 Closed Book Practice Exam - A PDFsdaniel1979100% (2)
- Grade 10 - Final Research PaperDokument72 SeitenGrade 10 - Final Research PaperJoseph OliverNoch keine Bewertungen
- Resume-Dr KaladharDokument6 SeitenResume-Dr KaladharM KaladharNoch keine Bewertungen
- Mohan Ty 2015Dokument36 SeitenMohan Ty 2015SIVABALAGURU G MECH-UG - 2019 BATCHNoch keine Bewertungen
- BIOBASE Autoclave BKQ-H300 User ManualDokument47 SeitenBIOBASE Autoclave BKQ-H300 User ManualBayardo AlvaradoNoch keine Bewertungen
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDokument6 SeitenSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceMartuaHaojahanSaragihSidabutarNoch keine Bewertungen
- Metalcor - 1.4507 - Alloy - F255 - Uranus 52N - S32520Dokument1 SeiteMetalcor - 1.4507 - Alloy - F255 - Uranus 52N - S32520NitinNoch keine Bewertungen
- HD 201 Rsteam PipingDokument24 SeitenHD 201 Rsteam PipingalexissalazarNoch keine Bewertungen
- Welding Journal 1960 10Dokument155 SeitenWelding Journal 1960 10AlexeyNoch keine Bewertungen
- 4.ASTM A193 B7 Vs A320 L7 Stud BoltsDokument4 Seiten4.ASTM A193 B7 Vs A320 L7 Stud BoltsO'zSamaNoch keine Bewertungen
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDokument4 SeitenJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghNoch keine Bewertungen
- Role of Nitrite Addition in Chloride Stress Corrosion Cracking of A Super Duplex Stainless SteelDokument5 SeitenRole of Nitrite Addition in Chloride Stress Corrosion Cracking of A Super Duplex Stainless Steelherschel5Noch keine Bewertungen
- PROSPECT RESTON POT CH en PDFDokument4 SeitenPROSPECT RESTON POT CH en PDFArpan GhoshNoch keine Bewertungen
- Materials Used in Process PlantsDokument8 SeitenMaterials Used in Process PlantsEhtisham AndrAbiNoch keine Bewertungen
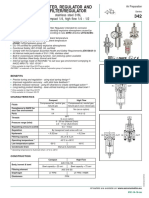
- Numatics Series 342Dokument6 SeitenNumatics Series 342Jebran FarazNoch keine Bewertungen
- Alloy System: By: Engr. Glenda A. de MesaDokument53 SeitenAlloy System: By: Engr. Glenda A. de MesaJoseph MondragonNoch keine Bewertungen
- Maag-Cinox en 201207Dokument2 SeitenMaag-Cinox en 201207Suresh Kumar MittapalliNoch keine Bewertungen
- %C %MN %si %CR %S %P %mo %niDokument7 Seiten%C %MN %si %CR %S %P %mo %nismith willNoch keine Bewertungen
- 2500/2500HT Corrosometer Probe: ModelDokument2 Seiten2500/2500HT Corrosometer Probe: ModelEliasNoch keine Bewertungen
- Evaluation of The Effects of Hydrogen Peroxide On Common Aviation Structural MaterialsDokument24 SeitenEvaluation of The Effects of Hydrogen Peroxide On Common Aviation Structural MaterialsDarius MaximusNoch keine Bewertungen
- Dr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectDokument27 SeitenDr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectathulpcucekNoch keine Bewertungen
- Ball ValveDokument16 SeitenBall ValveAdhie WaelacxhNoch keine Bewertungen
- Astm A351Dokument6 SeitenAstm A351Rahul SinghNoch keine Bewertungen
- Technical Considerations in Selecting and Configuring Welded Vacuum ChambersDokument7 SeitenTechnical Considerations in Selecting and Configuring Welded Vacuum ChambersVpc Ingeniería SANoch keine Bewertungen
- General CatalogDokument20 SeitenGeneral CatalogFlorin Petri100% (1)
- Build Your Own TurbineDokument16 SeitenBuild Your Own TurbineJack D'Roca100% (5)
- BITS Pilani Hyderabad Campus: Corrosion Engineering (Che F433)Dokument2 SeitenBITS Pilani Hyderabad Campus: Corrosion Engineering (Che F433)Siddhant KatariaNoch keine Bewertungen
- NORSOK M-501, Edition 5/6: Frequently Asked QuestionsDokument7 SeitenNORSOK M-501, Edition 5/6: Frequently Asked QuestionsLla Vvi InniaNoch keine Bewertungen
- Amacan K 700-371 - 226UEG1Dokument6 SeitenAmacan K 700-371 - 226UEG1Santiago RodaNoch keine Bewertungen
- ZILAN-Stainless Steel Non Pressurized Solar Water Heaters Price ListDokument1 SeiteZILAN-Stainless Steel Non Pressurized Solar Water Heaters Price ListferkobNoch keine Bewertungen