Das könnte Ihnen auch gefallen
- Training Manual Green Anode Plant Vedanta - Jharsuguda: File: 138-02-043 - 08 - 0.doc, Codeword: VedantaDokument47 SeitenTraining Manual Green Anode Plant Vedanta - Jharsuguda: File: 138-02-043 - 08 - 0.doc, Codeword: VedantaSubhransu MohapatraNoch keine Bewertungen
- Apron Feeder Data SheetDokument1 SeiteApron Feeder Data SheetPat AuffretNoch keine Bewertungen
- K TRON Loss in Weight Single Screw Feeder K ML S500 10DDokument2 SeitenK TRON Loss in Weight Single Screw Feeder K ML S500 10Ddeus_7Noch keine Bewertungen
- Sales Catalogue: Turbo-Dryer®Dokument31 SeitenSales Catalogue: Turbo-Dryer®thomas_v501925Noch keine Bewertungen
- MSN Labs 14 TPH Boiler Bag Filter Technical OfferDokument18 SeitenMSN Labs 14 TPH Boiler Bag Filter Technical OfferpavaniNoch keine Bewertungen
- Envicare - Product - Water Softner ADokument2 SeitenEnvicare - Product - Water Softner AshaileshvcNoch keine Bewertungen
- Data Sheet For Rotary Calciner - TEPLDokument2 SeitenData Sheet For Rotary Calciner - TEPLpuneet gehlotNoch keine Bewertungen
- BHEL ASh Handling Equp QA RequiremntDokument27 SeitenBHEL ASh Handling Equp QA Requiremntamol1321100% (2)
- Boiler SchematicDokument1 SeiteBoiler SchematicChristine GriffithNoch keine Bewertungen
- De MisterDokument2 SeitenDe MisterLaxman G GalipelliNoch keine Bewertungen
- "Type of Filter and Its Applications in Detail": G H Patel College of Engineering &technologyDokument11 Seiten"Type of Filter and Its Applications in Detail": G H Patel College of Engineering &technologyManav PatelNoch keine Bewertungen
- 20100PE-DW02-0005 Rev0 11-SD-2121-4Dokument1 Seite20100PE-DW02-0005 Rev0 11-SD-2121-4Jovit BeaNoch keine Bewertungen
- 20100PE-DW02-0002 Rev0 11-SD-2121-1Dokument1 Seite20100PE-DW02-0002 Rev0 11-SD-2121-1Jovit BeaNoch keine Bewertungen
- Evaporator: Causticizing Lime KilnDokument3 SeitenEvaporator: Causticizing Lime KilnSrinivasa Rao VenkumahanthiNoch keine Bewertungen
- THOR Installation Manual - Bridge Conveyor 1925C R01 10-01-08 PDFDokument45 SeitenTHOR Installation Manual - Bridge Conveyor 1925C R01 10-01-08 PDFIngeniero proyectosNoch keine Bewertungen
- P1064-00-M05-123-R1-Check ValveDokument10 SeitenP1064-00-M05-123-R1-Check ValveNarayana MugalurNoch keine Bewertungen
- Electrical Documentation For Radar Level TransmitterDokument6 SeitenElectrical Documentation For Radar Level TransmittersatfasNoch keine Bewertungen
- Document Deliverable List - CBFSF 2x450 TPD - R1 (Submitted 22102019)Dokument6 SeitenDocument Deliverable List - CBFSF 2x450 TPD - R1 (Submitted 22102019)Berkat HarefaNoch keine Bewertungen
- 3 - VP-SP2021-ON-MA-0700-0029-0200 - 1 - Startup CommDokument10 Seiten3 - VP-SP2021-ON-MA-0700-0029-0200 - 1 - Startup CommNishit KhuntNoch keine Bewertungen
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDokument12 Seiten2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNoch keine Bewertungen
- Raw Water SystemDokument11 SeitenRaw Water SystemChandraNoch keine Bewertungen
- Perhitungan Water Balance Pg. Pesantren Baru Kapasitas 6000 TCDDokument3 SeitenPerhitungan Water Balance Pg. Pesantren Baru Kapasitas 6000 TCDRahman SuyadiNoch keine Bewertungen
- Statiic Calculation For Mill Slurry TankDokument4 SeitenStatiic Calculation For Mill Slurry TankBimal DeyNoch keine Bewertungen
- Screw Screw Screw Screw Pump Pump Pump PumpDokument2 SeitenScrew Screw Screw Screw Pump Pump Pump PumpvictorvikramNoch keine Bewertungen
- Silo and Bin Discharger y PDFDokument2 SeitenSilo and Bin Discharger y PDFYousef AlipourNoch keine Bewertungen
- ABB Drive and Motor Selector ACS880-04 Module PDFDokument3 SeitenABB Drive and Motor Selector ACS880-04 Module PDFBataa BatsuuriNoch keine Bewertungen
- Belt Sway Switch-Nasik R1-Final Sent On 04.01.11Dokument4 SeitenBelt Sway Switch-Nasik R1-Final Sent On 04.01.11atulbhogare7Noch keine Bewertungen
- Efaa011741 1 0Dokument1 SeiteEfaa011741 1 0Hemant PatilNoch keine Bewertungen
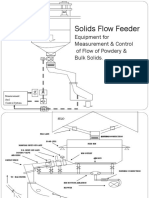
- SFFDokument7 SeitenSFFAbhishek DuttaNoch keine Bewertungen
- Particle TechnologyDokument40 SeitenParticle Technologyasharab70Noch keine Bewertungen
- Gaga 2006 MKZM Drum SieveDokument6 SeitenGaga 2006 MKZM Drum SievelrbolNoch keine Bewertungen
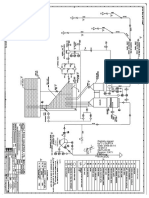
- P&IDDokument1 SeiteP&IDeuitimecNoch keine Bewertungen
- Dust Extract SystemDokument17 SeitenDust Extract Systemmathan_aeNoch keine Bewertungen
- Wagon Loader SystemDokument12 SeitenWagon Loader Systemayaskant751001100% (1)
- DTS - Belt Conveyor Data SheetDokument3 SeitenDTS - Belt Conveyor Data SheetBRUNA NASCIMENTONoch keine Bewertungen
- Bunker Calculation - R0Dokument3 SeitenBunker Calculation - R0Sara LopezNoch keine Bewertungen
- PG ASE-10-MEC-DWG-192 As Built Electrostatic PrecipitatorDokument69 SeitenPG ASE-10-MEC-DWG-192 As Built Electrostatic PrecipitatorAgung Saputro100% (1)
- BOF Plant Write UpDokument20 SeitenBOF Plant Write UpKalyan HalderNoch keine Bewertungen
- FAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgDokument4 SeitenFAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgriteshsamantrayNoch keine Bewertungen
- Rotary Airlock FeedersDokument28 SeitenRotary Airlock Feederslhphong021191Noch keine Bewertungen
- Outotec Q1-Q3 2011 Roadshow Presentation 22112011Dokument69 SeitenOutotec Q1-Q3 2011 Roadshow Presentation 22112011Ivanoff Vladimir Rojas TelloNoch keine Bewertungen
- Operation & Maintenance Manual: Vishwasri-Oak Park CoimbatoreDokument17 SeitenOperation & Maintenance Manual: Vishwasri-Oak Park CoimbatoreSathishkumar DhamodaranNoch keine Bewertungen
- Steam Balance Layout (TPH) ModelDokument1 SeiteSteam Balance Layout (TPH) ModelRemington SalayaNoch keine Bewertungen
- FGD Project at 2X 525 MW MPL: Document Title: Gypsum Storage Shed Sizing CalculationDokument1 SeiteFGD Project at 2X 525 MW MPL: Document Title: Gypsum Storage Shed Sizing CalculationPiyush MalviyaNoch keine Bewertungen
- Standard Specification For Hot Insulation Piping EquipmentDokument62 SeitenStandard Specification For Hot Insulation Piping EquipmentAri SupramonoNoch keine Bewertungen
- P&id For STP PlantDokument1 SeiteP&id For STP PlantHardik KhetaniNoch keine Bewertungen
- Monnet - Recommended Scheme and Write Up of Auto ControlsDokument34 SeitenMonnet - Recommended Scheme and Write Up of Auto ControlsDipti BhanjaNoch keine Bewertungen
- Belt Weigh Scale PDFDokument33 SeitenBelt Weigh Scale PDFMohammad AsifNoch keine Bewertungen
- 1108 Jaw Crusher MobileDokument2 Seiten1108 Jaw Crusher Mobilechand_yelNoch keine Bewertungen
- VOL IV - Mechanical PDFDokument144 SeitenVOL IV - Mechanical PDFVaijayanti JoshiNoch keine Bewertungen
- Extraction Flow Calculation by IterationDokument6 SeitenExtraction Flow Calculation by Iterationarunrajmech09Noch keine Bewertungen
- STP Technical SpecificationDokument26 SeitenSTP Technical Specificationgnbuildtech Pvt ltdNoch keine Bewertungen
- Dust Supression SystemDokument5 SeitenDust Supression SystemSUBHONoch keine Bewertungen
- Rhino Process Equipment: Product DescriptionDokument2 SeitenRhino Process Equipment: Product DescriptionMurli ramchandranNoch keine Bewertungen
- AgitatorDokument3 SeitenAgitatorMarcelo PerettiNoch keine Bewertungen
- DSL Car InspectionDokument78 SeitenDSL Car InspectionJanardan RamekarNoch keine Bewertungen
- 013-MS For Mass Concrete Works PDFDokument26 Seiten013-MS For Mass Concrete Works PDFKöksal Patan100% (1)
- 07 Ocs 0000 Itp 00002Dokument123 Seiten07 Ocs 0000 Itp 00002SamwailNoch keine Bewertungen
- 010-MS For Grouting PDFDokument33 Seiten010-MS For Grouting PDFKöksal PatanNoch keine Bewertungen
- Spec Detc 241011emuDokument91 SeitenSpec Detc 241011emuVishal ChaudharyNoch keine Bewertungen
- Manual: For The Installation of The LineDokument23 SeitenManual: For The Installation of The LineSarah PerezNoch keine Bewertungen
- Galigher 100-2100 SeriesDokument10 SeitenGaligher 100-2100 SeriesSarah Perez100% (1)
- What Is Rack Chock SystemDokument7 SeitenWhat Is Rack Chock SystemSarah Perez100% (1)
- Nº 02 - TAG 135 PU 007-008-009 - Modelo 3409 S 6x10-22 - MOTORDokument11 SeitenNº 02 - TAG 135 PU 007-008-009 - Modelo 3409 S 6x10-22 - MOTORSarah PerezNoch keine Bewertungen
- Pipe Span ChartDokument1 SeitePipe Span ChartcoyuncoNoch keine Bewertungen
- NDP-80 Data SheetDokument9 SeitenNDP-80 Data SheetSarah PerezNoch keine Bewertungen
- Plan, Foundation 39894472 5: ExhaustDokument1 SeitePlan, Foundation 39894472 5: ExhaustSarah PerezNoch keine Bewertungen
- PortaPump Service ManualDokument5 SeitenPortaPump Service ManualSarah PerezNoch keine Bewertungen
- Design of Anchor Reinforcement For Seismic Shear Loads-SubmissionDokument38 SeitenDesign of Anchor Reinforcement For Seismic Shear Loads-SubmissionSarah Perez100% (1)
- Pipeline Profile Import From AutocadDokument15 SeitenPipeline Profile Import From AutocadSarah PerezNoch keine Bewertungen
- Heyl & Patterson Equipment Streamlines Railcar Operations in The StockyardDokument1 SeiteHeyl & Patterson Equipment Streamlines Railcar Operations in The StockyardSarah PerezNoch keine Bewertungen
- SMB Determination Help PDFDokument100 SeitenSMB Determination Help PDFSarah Perez100% (1)
- Galigher 100-2100 SeriesDokument10 SeitenGaligher 100-2100 SeriesSarah Perez100% (1)
- VGS Linear Power Drier: Series 29126 "3D" Double Deck DrierDokument2 SeitenVGS Linear Power Drier: Series 29126 "3D" Double Deck DrierSarah PerezNoch keine Bewertungen
- Datasheet Sisto-Kbs Valve - KSBDokument4 SeitenDatasheet Sisto-Kbs Valve - KSBSarah PerezNoch keine Bewertungen
- KSB Valvula Diafragma SISTO10Dokument4 SeitenKSB Valvula Diafragma SISTO10Sarah PerezNoch keine Bewertungen
- Modelo de Prueba Con M20 ISAMILLDokument13 SeitenModelo de Prueba Con M20 ISAMILLSarah PerezNoch keine Bewertungen
- SteelDokument5 SeitenSteelSarah PerezNoch keine Bewertungen
- Yale KELC YL1006 0107Dokument2 SeitenYale KELC YL1006 0107Sarah PerezNoch keine Bewertungen
- Some Standards Executions For Piston Pumps: Execut. Pumphead Piston VALVE (Ball) Valve Seats Piston GasketsDokument1 SeiteSome Standards Executions For Piston Pumps: Execut. Pumphead Piston VALVE (Ball) Valve Seats Piston GasketsSarah PerezNoch keine Bewertungen
- Data Sheet Tag 180-Pu-011eDokument8 SeitenData Sheet Tag 180-Pu-011eSarah PerezNoch keine Bewertungen
- ImagenesDokument3 SeitenImagenesSarah PerezNoch keine Bewertungen
- CPE ManualDokument32 SeitenCPE ManualSarah PerezNoch keine Bewertungen
- Plegable MecanoDokument8 SeitenPlegable MecanoSarah PerezNoch keine Bewertungen
- Hygienic DesignDokument18 SeitenHygienic DesignSarah Perez100% (1)
- Tabaq With Tang Band 4Dokument4 SeitenTabaq With Tang Band 4Lmute MedioliNoch keine Bewertungen
- 839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FDokument1 Seite839-4816 (Office) or (770) 301-8648 (Cell) : Corporate Finance: A Focused Approach, by Michael C. Ehrhardt / Eugene FlilbouyinNoch keine Bewertungen
- Exam2SampleProblems SP17 - 1507832832437Dokument5 SeitenExam2SampleProblems SP17 - 1507832832437rohitrgt4uNoch keine Bewertungen
- Wmwbqi J Cix Vi Cökœ de "Qvwi 2015-Avm÷ 2022Dokument17 SeitenWmwbqi J Cix Vi Cökœ de "Qvwi 2015-Avm÷ 2022JuwelNoch keine Bewertungen
- Curl (Mathematics) - Wikipedia, The Free EncyclopediaDokument13 SeitenCurl (Mathematics) - Wikipedia, The Free EncyclopediasoumyanitcNoch keine Bewertungen
- KTU BTech EEE 2016scheme S3S4KTUSyllabusDokument41 SeitenKTU BTech EEE 2016scheme S3S4KTUSyllabusleksremeshNoch keine Bewertungen
- Candy System Functionalities ListDokument4 SeitenCandy System Functionalities ListPauloKupesaNoch keine Bewertungen
- Njagi Substructures Boq 2020Dokument76 SeitenNjagi Substructures Boq 2020michaelNoch keine Bewertungen
- Parts Catalog: Imagerunner Advance 6075/6065/6055 SeriesDokument201 SeitenParts Catalog: Imagerunner Advance 6075/6065/6055 SeriesTally LeonNoch keine Bewertungen
- Constructing A Project PlanDokument2 SeitenConstructing A Project Planmariz angel d dagodogNoch keine Bewertungen
- Astm A875m-Zinc 5 % Alum-13Dokument8 SeitenAstm A875m-Zinc 5 % Alum-13Ahmed SalehNoch keine Bewertungen
- Tanuj CVDokument2 SeitenTanuj CVVikram Pratap SinghNoch keine Bewertungen
- The Self From Various PerspectivesDokument32 SeitenThe Self From Various PerspectivesAbegail ArellanoNoch keine Bewertungen
- Finite Element and Theoretical Investigations On PVC-CFRP Confined Concrete Columns Under Axial CompressionDokument42 SeitenFinite Element and Theoretical Investigations On PVC-CFRP Confined Concrete Columns Under Axial CompressionShaker QaidiNoch keine Bewertungen
- PERDEV Week3Dokument26 SeitenPERDEV Week3Coulline DamoNoch keine Bewertungen
- Assignment Strategic ManagementDokument18 SeitenAssignment Strategic ManagementDarmmini MiniNoch keine Bewertungen
- Health Economics AssignmentDokument5 SeitenHealth Economics AssignmentEzra AnyalaNoch keine Bewertungen
- Sixth Sense TechnologyDokument36 SeitenSixth Sense TechnologyMahtab ANoch keine Bewertungen
- The Road To Reinvention Linkner en 22668.simpleDokument10 SeitenThe Road To Reinvention Linkner en 22668.simplePrateek AroraNoch keine Bewertungen
- Workshop 3Dokument4 SeitenWorkshop 3Ajiri IvoviNoch keine Bewertungen
- 34630.Seneca-Resume Writing Guide PDFDokument8 Seiten34630.Seneca-Resume Writing Guide PDFfiq_hugo319Noch keine Bewertungen
- Asus X550JF x550jxDokument7 SeitenAsus X550JF x550jxCiprian BalalauNoch keine Bewertungen
- ROLAN BART Zadovoljstvo U TekstuDokument56 SeitenROLAN BART Zadovoljstvo U Tekstujokokokl100% (18)
- Practices Venn DiagramDokument2 SeitenPractices Venn DiagramNathanNoch keine Bewertungen
- Ambience LightingDokument340 SeitenAmbience Lightingdambe22Noch keine Bewertungen
- Bending Moment PresentationDokument21 SeitenBending Moment PresentationRiethanelia UsunNoch keine Bewertungen
- Form No. NTC 1 22 Application For Tvro Renewal SignedDokument1 SeiteForm No. NTC 1 22 Application For Tvro Renewal SignedAmor LicudoNoch keine Bewertungen
- Gkournelos Triantafillou 2023 Out of Plane Behavior of in Plane Damaged Masonry Infills Retrofitted With TRM andDokument14 SeitenGkournelos Triantafillou 2023 Out of Plane Behavior of in Plane Damaged Masonry Infills Retrofitted With TRM andN.prem kumarNoch keine Bewertungen
- Be11 enDokument12 SeitenBe11 enSaqlain Mir100% (1)
- MBA MCA Fee 2012Dokument53 SeitenMBA MCA Fee 2012Sudhir KumarNoch keine Bewertungen