Das könnte Ihnen auch gefallen
- Coking and Thermal ProcessesDokument8 SeitenCoking and Thermal ProcessesWulandariNoch keine Bewertungen
- Coke Formation in The Thermal CrackinDokument7 SeitenCoke Formation in The Thermal Crackinfaez100% (1)
- Successful Design of Catalysts: Future Requirements and DevelopmentVon EverandSuccessful Design of Catalysts: Future Requirements and DevelopmentNoch keine Bewertungen
- Energy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, ZürichDokument30 SeitenEnergy Saving Denox - Catalysts: Ruedi Frey, Hitachi Zosen Inova, Zürichnay denNoch keine Bewertungen
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsVon EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsBewertung: 4 von 5 Sternen4/5 (1)
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsVon EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNoch keine Bewertungen
- 4 - Watkinson - Coke Formation - F - FoulingDokument8 Seiten4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDokument6 SeitenStudy of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDevika JayapalNoch keine Bewertungen
- Applications of AdsorptionDokument6 SeitenApplications of AdsorptionmrshashmiNoch keine Bewertungen
- Rate-Based Modeling of Steam Ethane Cracker ProcessDokument130 SeitenRate-Based Modeling of Steam Ethane Cracker ProcessMariam AsgharNoch keine Bewertungen
- FCC 2Dokument17 SeitenFCC 2bac_nobita7657Noch keine Bewertungen
- HydrocrackingDokument33 SeitenHydrocrackingNikita SeleznevNoch keine Bewertungen
- LDPE EloallitasaDokument29 SeitenLDPE Eloallitasatatarey79Noch keine Bewertungen
- Coke FormationDokument10 SeitenCoke Formationghasem_726990287Noch keine Bewertungen
- AERI's Sustainable Energy Strategy for AlbertaDokument6 SeitenAERI's Sustainable Energy Strategy for AlbertaHendry DrajatNoch keine Bewertungen
- Kurita Mitigating Coke FormationDokument3 SeitenKurita Mitigating Coke FormationMarcelNoch keine Bewertungen
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsVon EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNoch keine Bewertungen
- Karim Benhabib, Pierre Faure, Michel Sardin, Marie-Odile SimonnotDokument8 SeitenKarim Benhabib, Pierre Faure, Michel Sardin, Marie-Odile SimonnotAsri GaniNoch keine Bewertungen
- A List of Catalytic Reactions in Petrochemical Industry For Important Base ChemicalsDokument63 SeitenA List of Catalytic Reactions in Petrochemical Industry For Important Base ChemicalssithvincentNoch keine Bewertungen
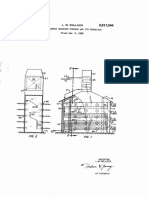
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Dokument6 SeitenDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaNoch keine Bewertungen
- Coal TarInfoDokument3 SeitenCoal TarInfoNakkolopNoch keine Bewertungen
- Maximise Ethylene Gain PDFDokument4 SeitenMaximise Ethylene Gain PDFRaj KumarNoch keine Bewertungen
- Petrochemical 2Dokument60 SeitenPetrochemical 2AnilKumarNoch keine Bewertungen
- Steam Cracking of Naphtha in Packed Bed ReactorsDokument6 SeitenSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- 6 - AlkylationDokument90 Seiten6 - AlkylationAn Lê TrườngNoch keine Bewertungen
- Relative Rates of Coke Formation From Hydrocarbons in Steam CrackingDokument6 SeitenRelative Rates of Coke Formation From Hydrocarbons in Steam CrackingTaylorNoch keine Bewertungen
- Chapter5b Crackingffcu 170106114843Dokument26 SeitenChapter5b Crackingffcu 170106114843loopkkNoch keine Bewertungen
- Advances in The OCC Process For Propylene ProductionDokument6 SeitenAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNoch keine Bewertungen
- Material Balance and Reaction Kinetics Modeling FoDokument6 SeitenMaterial Balance and Reaction Kinetics Modeling Fousman_hafeez86Noch keine Bewertungen
- SCORE Furnace Erection SequenceDokument12 SeitenSCORE Furnace Erection SequenceAleem QureshiNoch keine Bewertungen
- Rocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsDokument6 SeitenRocky Mountain Salvage and Equipment FCC Tool Kit Module #1 FCCU Regenerator Heat Balance CalculationsSandeep KumarNoch keine Bewertungen
- Funda of Multivariable ControlDokument69 SeitenFunda of Multivariable Controlኪዳንኪ ማርያም ዘኢየሀልቅNoch keine Bewertungen
- PTQ Enhancing Heat TransferDokument5 SeitenPTQ Enhancing Heat TransferkulaspiroNoch keine Bewertungen
- Cumene Manufacturing ProcessDokument41 SeitenCumene Manufacturing Processdhanagopal saiNoch keine Bewertungen
- Selective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialDokument7 SeitenSelective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialAdrian Fernandez BelloNoch keine Bewertungen
- Simulation Optimization of Propylene-Propane SplitterDokument4 SeitenSimulation Optimization of Propylene-Propane SplitterAnonymous UY9QffNoch keine Bewertungen
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)Von EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Noch keine Bewertungen
- Desulfurization v1.2 (Final)Dokument35 SeitenDesulfurization v1.2 (Final)Talha JamilNoch keine Bewertungen
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsVon EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonNoch keine Bewertungen
- GEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Dokument32 SeitenGEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Nguyễn ÁnhNoch keine Bewertungen
- NGLDokument6 SeitenNGLAlberto Fonseca UribeNoch keine Bewertungen
- Condution Holman 10th-Ed PDFDokument167 SeitenCondution Holman 10th-Ed PDFLizbeth Abril100% (1)
- Lab 3Dokument16 SeitenLab 3Paen Zulkifli100% (1)
- Comparison Hygiena Vs Bioscan Cooling TowersDokument3 SeitenComparison Hygiena Vs Bioscan Cooling TowersGuilherme SpaggiariNoch keine Bewertungen
- Lecture2 (3) AsdsvDokument6 SeitenLecture2 (3) AsdsvArun SinghNoch keine Bewertungen
- Alkylation Process OverviewDokument7 SeitenAlkylation Process OverviewVasthadu Vasu Khanan DLNoch keine Bewertungen
- Claus ProcessDokument6 SeitenClaus ProcessRafi AlgawiNoch keine Bewertungen
- Modeling and simulation of methanation catalytic reactorDokument8 SeitenModeling and simulation of methanation catalytic reactorMartin NizNoch keine Bewertungen
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDokument8 SeitenCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniNoch keine Bewertungen
- Practical Chemical Thermodynamics for GeoscientistsVon EverandPractical Chemical Thermodynamics for GeoscientistsNoch keine Bewertungen