Das könnte Ihnen auch gefallen
- Table For Fundamental DeviationDokument8 SeitenTable For Fundamental DeviationAmol RasaneNoch keine Bewertungen
- BabbittDokument4 SeitenBabbitthrsreenathNoch keine Bewertungen
- Digital Bechtop Power Supply (2) : Part 2: Soldering, Sawing and DrillingDokument5 SeitenDigital Bechtop Power Supply (2) : Part 2: Soldering, Sawing and DrillingTariq ZuhlufNoch keine Bewertungen
- Step Motori PDFDokument10 SeitenStep Motori PDFthermosol5416Noch keine Bewertungen
- Elektor en Article Easyavr5a Serial Ethernet BasicDokument2 SeitenElektor en Article Easyavr5a Serial Ethernet BasicIng. Mitchel Jammal S.Noch keine Bewertungen
- Pamphlet - EIR May131980 PDFDokument66 SeitenPamphlet - EIR May131980 PDFNielsen VegaNoch keine Bewertungen
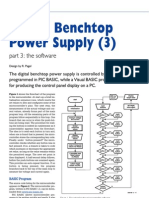
- Digital Benchtop Power Supply (3) : Part 3: The SoftwareDokument4 SeitenDigital Benchtop Power Supply (3) : Part 3: The SoftwareSchundaNoch keine Bewertungen
- Kingsbury Leg ComponentsDokument3 SeitenKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Thread Data ChartsDokument4 SeitenThread Data Chartsசுஜித் குமார்Noch keine Bewertungen
- Canned Motor Pumps vs Magnetic Drive PumpsDokument5 SeitenCanned Motor Pumps vs Magnetic Drive PumpsSteve WanNoch keine Bewertungen
- Bearing ClearenceDokument2 SeitenBearing ClearenceLeona McGrathNoch keine Bewertungen
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsDokument6 SeitenCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsIftekhar NizamNoch keine Bewertungen
- Sulzer - Your Partner For Hydraulic Power RecoveryDokument8 SeitenSulzer - Your Partner For Hydraulic Power RecoveryAnonymous uCYIu1100% (1)
- OHC Canned Motor Pump: Sulzer PumpsDokument17 SeitenOHC Canned Motor Pump: Sulzer Pumpsshashank_kakade100% (1)
- Limits Fits and TolerancesDokument62 SeitenLimits Fits and TolerancesVikrant SinghNoch keine Bewertungen
- US Army - Use and Care of Hand Tools and Measuring Tools TM 9-243Dokument326 SeitenUS Army - Use and Care of Hand Tools and Measuring Tools TM 9-243Alex Iga50% (2)
- Pressure Dam Bearings USEFULDokument16 SeitenPressure Dam Bearings USEFULAmna ChaudaryNoch keine Bewertungen
- OHH OHHL E00697 (Pump Zulzer)Dokument6 SeitenOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojNoch keine Bewertungen
- Vertical Bearings AV, LV & V Series Technical OverviewDokument7 SeitenVertical Bearings AV, LV & V Series Technical OverviewSridhar TholasingamNoch keine Bewertungen
- SIHI Applications and Products E 092011Dokument9 SeitenSIHI Applications and Products E 092011Menze de JongeNoch keine Bewertungen
- Radial Thrust BRG Case StudiesDokument14 SeitenRadial Thrust BRG Case StudiesRajagopal100% (1)
- Bearings: Thrust and JournalDokument51 SeitenBearings: Thrust and JournalHamad KhaledNoch keine Bewertungen
- Gaskets PDFDokument58 SeitenGaskets PDFAmit SharmaNoch keine Bewertungen
- Application of It Grade Range of ToleranceDokument1 SeiteApplication of It Grade Range of ToleranceBISWAJIT MENoch keine Bewertungen
- Construction Article A Hi-Fi Vacuum Tube Phono PreampDokument18 SeitenConstruction Article A Hi-Fi Vacuum Tube Phono PreampΔημητριος Σταθης100% (1)
- Gate Valve CataogueDokument4 SeitenGate Valve CataogueAditya B. RyantoNoch keine Bewertungen
- 07 Frameless Motors & Gear MotorsDokument46 Seiten07 Frameless Motors & Gear Motorsfunny_motor67% (3)
- 01 220043enc Routine Turbine MaintenanceDokument8 Seiten01 220043enc Routine Turbine Maintenanceajipramudio100% (1)
- E204 S04 Exr DFTDokument8 SeitenE204 S04 Exr DFTKantharaj Chinnappa100% (1)
- A-Lok & Cpi Fittings PDFDokument84 SeitenA-Lok & Cpi Fittings PDFjijinjohnNoch keine Bewertungen
- DC Motor Specifications and CharacteristicsDokument16 SeitenDC Motor Specifications and Characteristicsjonoc90Noch keine Bewertungen
- Rev.6 MotorViewDokument286 SeitenRev.6 MotorViewdemostenes69Noch keine Bewertungen
- Shell Turbo T32Dokument3 SeitenShell Turbo T32Agustinus Bayu Dewanto100% (1)
- Synchrony AMB WhitePaper 2014Dokument10 SeitenSynchrony AMB WhitePaper 2014Saurabh SharmaNoch keine Bewertungen
- Protech Bearing Isolator Seal TheoryDokument8 SeitenProtech Bearing Isolator Seal TheorySanjoy Kr. DeyNoch keine Bewertungen
- Dawson Downie Lamont LTDDokument2 SeitenDawson Downie Lamont LTDwarehouse cikalongNoch keine Bewertungen
- Pump For Power Plant - TorishimaDokument6 SeitenPump For Power Plant - TorishimaKhamda Aja DuluNoch keine Bewertungen
- Engineering Vol 56 1893-12-15Dokument33 SeitenEngineering Vol 56 1893-12-15ian_newNoch keine Bewertungen
- 08 - Waukesha Bearing PDFDokument77 Seiten08 - Waukesha Bearing PDFKaung Htet ChoNoch keine Bewertungen
- Bowed Rotor Straightening WebVersion Dec 29 2010Dokument2 SeitenBowed Rotor Straightening WebVersion Dec 29 2010elrajilNoch keine Bewertungen
- Acoustical Transducers - Lecture 5Dokument25 SeitenAcoustical Transducers - Lecture 5Anonymous W9zlG22RNoch keine Bewertungen
- AquaJet BrochureDokument8 SeitenAquaJet BrochureViorel HarceagNoch keine Bewertungen
- 2847-Keys & Driving PinsDokument1 Seite2847-Keys & Driving PinssyllavethyjimNoch keine Bewertungen
- Alignment procedure formulaDokument4 SeitenAlignment procedure formulaWidhyatmika RestuNoch keine Bewertungen
- BossardDokument85 SeitenBossardjabin johnsonNoch keine Bewertungen
- Taper Roller BearingsDokument94 SeitenTaper Roller BearingsJurun_BidanshiNoch keine Bewertungen
- Milling Attachment With 3 FunctionsDokument3 SeitenMilling Attachment With 3 FunctionsKarthickNoch keine Bewertungen
- Modern steam turbine blade designDokument9 SeitenModern steam turbine blade designNico ScheggiaNoch keine Bewertungen
- GEI-M 1025 Vertical Motors - 0Dokument21 SeitenGEI-M 1025 Vertical Motors - 0Eric AndrésNoch keine Bewertungen
- Tilting Pad Journal Bearings Dresser RandDokument14 SeitenTilting Pad Journal Bearings Dresser Randpablopasqualini18100% (1)
- Lecture 13 & 14Dokument26 SeitenLecture 13 & 14farah nazNoch keine Bewertungen
- Image Method For Efficiently Simulating Small-Room Acoustics - DSP - ProjectDokument8 SeitenImage Method For Efficiently Simulating Small-Room Acoustics - DSP - Projectsepehr_240Noch keine Bewertungen
- Spirax Ball Float Steam Trap FT-14Dokument2 SeitenSpirax Ball Float Steam Trap FT-14Nikhil RajanNoch keine Bewertungen
- Catalog NEDokument6 SeitenCatalog NEde_debnathNoch keine Bewertungen
- Industrial Shaft Seals PDFDokument308 SeitenIndustrial Shaft Seals PDFFabiano RogérioNoch keine Bewertungen
- Motors Cooling GuideDokument10 SeitenMotors Cooling Guidecasting forgeNoch keine Bewertungen
- Manufacturing LectureDokument44 SeitenManufacturing Lecturemohtram1037Noch keine Bewertungen
- Shaft Clearance FitsDokument5 SeitenShaft Clearance FitssjnicholsonNoch keine Bewertungen
- Babbitt Information For PouringDokument8 SeitenBabbitt Information For PouringmarciofelipessantosNoch keine Bewertungen
- Babbitt as a Bearing Material GuideDokument16 SeitenBabbitt as a Bearing Material Guideoquintero99Noch keine Bewertungen
- ADokument2 SeitenAmojiryhamidNoch keine Bewertungen
- Itma Asia SaurerDokument2 SeitenItma Asia SaurermojiryhamidNoch keine Bewertungen
- 620-0216-000a Using This Document Series PDFDokument24 Seiten620-0216-000a Using This Document Series PDFmojiryhamidNoch keine Bewertungen
- Analytical Methods in Rotor DynamicsDokument1 SeiteAnalytical Methods in Rotor DynamicsmojiryhamidNoch keine Bewertungen
- 6.104en BB SK560Dokument6 Seiten6.104en BB SK560mojiryhamidNoch keine Bewertungen
- Introduction To Programming Using Java 09Dokument73 SeitenIntroduction To Programming Using Java 09mojiryhamidNoch keine Bewertungen
- 1q04 3500 MaritimeDokument1 Seite1q04 3500 MaritimemojiryhamidNoch keine Bewertungen
- Itma Asia SaurerDokument2 SeitenItma Asia SaurermojiryhamidNoch keine Bewertungen
- ADokument2 SeitenAmojiryhamidNoch keine Bewertungen
- 1q04 Tmpro ManualsDokument1 Seite1q04 Tmpro ManualsmojiryhamidNoch keine Bewertungen
- Numerical MethodsDokument32 SeitenNumerical MethodsmojiryhamidNoch keine Bewertungen
- NumMeth Handout 5Dokument30 SeitenNumMeth Handout 5Mohamed AwadNoch keine Bewertungen
- LubricationDokument21 SeitenLubricationmojiryhamid100% (1)
- Termografia GuidelinesDokument18 SeitenTermografia GuidelinesTiago FernandesNoch keine Bewertungen
- Mixed Analytical/numerical Method Applied To The Low Reynolds Number K-Epsilon Turbulence ModelDokument8 SeitenMixed Analytical/numerical Method Applied To The Low Reynolds Number K-Epsilon Turbulence ModelmojiryhamidNoch keine Bewertungen
- 766cb374fd37fb5 EkDokument5 Seiten766cb374fd37fb5 EkmojiryhamidNoch keine Bewertungen
- Solution of The Partial Differential EquationsDokument32 SeitenSolution of The Partial Differential EquationsMohamed Mounir FekriNoch keine Bewertungen
- 935095Dokument13 Seiten935095mojiryhamidNoch keine Bewertungen
- Lecture18-03 23 2011Dokument18 SeitenLecture18-03 23 2011mojiryhamidNoch keine Bewertungen
- T 000332Dokument75 SeitenT 000332mojiryhamidNoch keine Bewertungen
- 05458969Dokument4 Seiten05458969mojiryhamidNoch keine Bewertungen
- PicardDokument24 SeitenPicardMario CacasennoNoch keine Bewertungen
- C 10Dokument38 SeitenC 10mojiryhamidNoch keine Bewertungen
- Lubrication and TribologyDokument25 SeitenLubrication and TribologySyam TawakkalNoch keine Bewertungen
- C 7Dokument16 SeitenC 7mojiryhamidNoch keine Bewertungen
- Tilting Pad BearingDokument2 SeitenTilting Pad BearingmojiryhamidNoch keine Bewertungen
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDokument25 SeitenEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNoch keine Bewertungen
- C 2Dokument10 SeitenC 2mojiryhamidNoch keine Bewertungen
- C 12Dokument25 SeitenC 12mojiryhamidNoch keine Bewertungen
- C 3 SDokument8 SeitenC 3 SmojiryhamidNoch keine Bewertungen
- CV Software Engineer Sarika DhingraDokument2 SeitenCV Software Engineer Sarika DhingravirenderbishnoiNoch keine Bewertungen
- TUGAS BAHASA INGGRIS Cahaya Karisma Wilani Faturrachman Rengga Wisnu Resza Bunga Nisa POLITEKNIK NEGERI JAKARTA JURUSAN KONSTRUKSI BANGUNAN SIPILDokument4 SeitenTUGAS BAHASA INGGRIS Cahaya Karisma Wilani Faturrachman Rengga Wisnu Resza Bunga Nisa POLITEKNIK NEGERI JAKARTA JURUSAN KONSTRUKSI BANGUNAN SIPILFaturrachman Nanu Rengga WisnuNoch keine Bewertungen
- Transient Analysis of Electrical Circuits Using Runge-Kutta Method and Its ApplicationDokument5 SeitenTransient Analysis of Electrical Circuits Using Runge-Kutta Method and Its ApplicationSwati kNoch keine Bewertungen
- Distillation Is Defined As:: How Does Distillation Work?Dokument35 SeitenDistillation Is Defined As:: How Does Distillation Work?sankalpnambiarNoch keine Bewertungen
- Optimal Transformer Tap Changing SettingDokument7 SeitenOptimal Transformer Tap Changing Settingtrust4joshNoch keine Bewertungen
- Physics Exit 3q1718 .Dokument16 SeitenPhysics Exit 3q1718 .Mikaella Tambis0% (1)
- Effect of Crystallinity On Electrical Properties of ElectronDokument4 SeitenEffect of Crystallinity On Electrical Properties of Electronapi-3837841Noch keine Bewertungen
- Difference Between Industrial Revolution & French, Russian Revolution?Dokument10 SeitenDifference Between Industrial Revolution & French, Russian Revolution?Anonymous 3owUL0ksVNoch keine Bewertungen
- SUN 72M Mono Crystalline Module PerformanceDokument2 SeitenSUN 72M Mono Crystalline Module PerformanceFernando VieiraNoch keine Bewertungen
- Technical VolumeDokument162 SeitenTechnical Volumeiamskg63891583Noch keine Bewertungen
- Robohawks Team HandbookDokument11 SeitenRobohawks Team Handbookapi-376756259Noch keine Bewertungen
- Landscape - Cut & Fill StopingDokument24 SeitenLandscape - Cut & Fill StopingRAJIV VINOD CONJEEVARAM 1961714Noch keine Bewertungen
- GSM Channels LogicalDokument8 SeitenGSM Channels LogicalbeetelnutsNoch keine Bewertungen
- JGEE UG Syllabus 2013-14Dokument65 SeitenJGEE UG Syllabus 2013-14Animesh MannaNoch keine Bewertungen
- Computer Science & Engineering Department ElectivesDokument13 SeitenComputer Science & Engineering Department Electivesnitro gtnaNoch keine Bewertungen
- Understanding Japanese Management PracticesDokument16 SeitenUnderstanding Japanese Management PracticesBusiness Expert Press100% (3)
- Microwave Engineering - E-H Plane TeeDokument6 SeitenMicrowave Engineering - E-H Plane TeeJoker FNoch keine Bewertungen
- RDSS L2 Pert Chart - PKG-04 - Joynagar.... 21082023Dokument5 SeitenRDSS L2 Pert Chart - PKG-04 - Joynagar.... 21082023sourish69Noch keine Bewertungen
- Sintesis Biodiesel Melalui Transesterifikasi Minyak Goreng Bekas Berbasis Katalis Heterogen Cao Dari Limbah Cangkang Telur AyamDokument6 SeitenSintesis Biodiesel Melalui Transesterifikasi Minyak Goreng Bekas Berbasis Katalis Heterogen Cao Dari Limbah Cangkang Telur Ayamkarim kasmudinNoch keine Bewertungen
- Load Case CombinationsDokument5 SeitenLoad Case CombinationsFrancisco UgarteNoch keine Bewertungen
- E 20925Dokument214 SeitenE 20925Ahmed ElshowbkeyNoch keine Bewertungen
- Performance Fluids Oh32 Oh150 Hydraulic OilDokument3 SeitenPerformance Fluids Oh32 Oh150 Hydraulic Oilpancho7rNoch keine Bewertungen
- RC F18 Super Hornet - Manual v2.0Dokument13 SeitenRC F18 Super Hornet - Manual v2.0Darren-Edward O'NeillNoch keine Bewertungen
- Basic Silicone Chemistry P 1Dokument21 SeitenBasic Silicone Chemistry P 1Rahul Yadav100% (1)
- En 808D Commissioning Guide 2013-09Dokument98 SeitenEn 808D Commissioning Guide 2013-09Sam eagle goodNoch keine Bewertungen
- United States Air Force: Next Generation Ejection SeatDokument2 SeitenUnited States Air Force: Next Generation Ejection SeatChris EfstathiouNoch keine Bewertungen
- Asphalt Institute PresentationDokument43 SeitenAsphalt Institute PresentationMax Cedeño De LeónNoch keine Bewertungen
- TNK500P Taneko Industrial Generator (TNK JKT)Dokument2 SeitenTNK500P Taneko Industrial Generator (TNK JKT)Rizki Heru HermawanNoch keine Bewertungen
- EE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Dokument5 SeitenEE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Kulanthaivelu RamaswamyNoch keine Bewertungen
- HYDRO VesselsDokument5 SeitenHYDRO VesselsMarvinPatricioNarca0% (1)