Das könnte Ihnen auch gefallen
- Introduction To Stanley Meyer's Research On The Production of Hydrogen Without Electrolysis PDFDokument47 SeitenIntroduction To Stanley Meyer's Research On The Production of Hydrogen Without Electrolysis PDFjanan80Noch keine Bewertungen
- 220V DC To 220V AC: DIY Inverter Part 2: InstructablesDokument10 Seiten220V DC To 220V AC: DIY Inverter Part 2: InstructablesTnT ElektricNoch keine Bewertungen
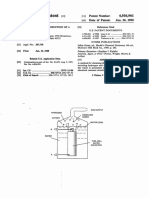
- Us 4936961Dokument8 SeitenUs 4936961PratikNoch keine Bewertungen
- "Servomotor Controlled by PWM": Experiment 6Dokument2 Seiten"Servomotor Controlled by PWM": Experiment 6edsonNoch keine Bewertungen
- Hybrid Tech Eat On Fuel CellDokument13 SeitenHybrid Tech Eat On Fuel CellhhojonNoch keine Bewertungen
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinVon EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNoch keine Bewertungen
- English StudieDokument30 SeitenEnglish StudieFred LamertNoch keine Bewertungen
- Advanced RV Research and DevelopmentDokument125 SeitenAdvanced RV Research and DevelopmentSologee MusaNoch keine Bewertungen
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsVon EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNoch keine Bewertungen
- Stanley Meyer WFC Cell Dublin Institute of Technology Test ReportDokument27 SeitenStanley Meyer WFC Cell Dublin Institute of Technology Test Reportstanleyameyerhhoh2hydrogenNoch keine Bewertungen
- Ni Sbrio-9651: Getting Started With The Sbrio-9651 Som Development KitDokument2 SeitenNi Sbrio-9651: Getting Started With The Sbrio-9651 Som Development Kitkhin600Noch keine Bewertungen
- CommaxDokument24 SeitenCommaxEduard PopescuNoch keine Bewertungen
- Dony WatssDokument49 SeitenDony WatssvbugaianNoch keine Bewertungen
- Deflect an Asteroid Using the Lighthouse FrequencyVon EverandDeflect an Asteroid Using the Lighthouse FrequencyNoch keine Bewertungen
- Electrolysis Using Nano-Pulse Power SupplyDokument4 SeitenElectrolysis Using Nano-Pulse Power SupplyKaryadi DjayaNoch keine Bewertungen
- Les Banki Circuit Updated Version August 16Dokument12 SeitenLes Banki Circuit Updated Version August 16petar2009100% (2)
- Joule Thief TDokument5 SeitenJoule Thief TJohn WestfieldNoch keine Bewertungen
- Hyenergy: Cleaner, Greener, Cheaper FuelDokument11 SeitenHyenergy: Cleaner, Greener, Cheaper FuelHHO MartNoch keine Bewertungen
- Tensor DL DS ManualDokument162 SeitenTensor DL DS ManualJoao RobertoNoch keine Bewertungen
- 2016 04 22 17 09 16Dokument8 Seiten2016 04 22 17 09 16shubhamNoch keine Bewertungen
- Induction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryVon EverandInduction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryBewertung: 5 von 5 Sternen5/5 (2)
- Fan Charger Relay ChargerDokument4 SeitenFan Charger Relay ChargerluzenskiNoch keine Bewertungen
- PWMcircuit 08Dokument10 SeitenPWMcircuit 08kcarringNoch keine Bewertungen
- Tesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megDokument9 SeitenTesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megNISHANT KumarNoch keine Bewertungen
- A Practical Guide For HOHDokument164 SeitenA Practical Guide For HOHDan AngheleaNoch keine Bewertungen
- The Single Cure: Human Life Extension to 300+ YearsVon EverandThe Single Cure: Human Life Extension to 300+ YearsNoch keine Bewertungen
- WWW Youtube Com Watch V HyTplvO4i9UDokument2 SeitenWWW Youtube Com Watch V HyTplvO4i9UJohnnyLarsonNoch keine Bewertungen
- Hydroxy BoostersDokument269 SeitenHydroxy Boostersapi-3725726100% (4)
- Power Generation by Foot Step Method - Rack and PinionDokument13 SeitenPower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- A Perpetual LightDokument7 SeitenA Perpetual Lightsuherlan endanNoch keine Bewertungen
- Money Market HedgingDokument3 SeitenMoney Market HedgingTahir HafeezNoch keine Bewertungen
- Tesla Coil and Its ApplicationsDokument15 SeitenTesla Coil and Its ApplicationsArbaz khanNoch keine Bewertungen
- 4B Negros Oriental Tourism Key Players ListDokument1 Seite4B Negros Oriental Tourism Key Players ListHelena May IsaacNoch keine Bewertungen
- Cold Fusion Mechanism of Bond CompressionDokument9 SeitenCold Fusion Mechanism of Bond CompressionInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- The RR9 Receiver - G0KJKDokument3 SeitenThe RR9 Receiver - G0KJKDefaultAnomolyNoch keine Bewertungen
- Sources of Radiant EnergyDokument1 SeiteSources of Radiant EnergyRjvm Net Ca Fe100% (1)
- Inventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyVon EverandInventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyNoch keine Bewertungen
- Bsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Dokument120 SeitenBsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Jumpman OutletNoch keine Bewertungen
- Focusing of Charged Particles V2Von EverandFocusing of Charged Particles V2Albert SeptierNoch keine Bewertungen
- Scientific American Supplement, No. 613, October 1, 1887Von EverandScientific American Supplement, No. 613, October 1, 1887Noch keine Bewertungen
- GeneratorDokument24 SeitenGeneratorAlvin A. Santiago100% (1)
- Manual Book HHO GENERATOR Fuel EfficientDokument56 SeitenManual Book HHO GENERATOR Fuel EfficientLuis Enrique Jarquin AramburoNoch keine Bewertungen
- Wireless Electricity Is Here (Seriously) : 0 Comments EmailDokument4 SeitenWireless Electricity Is Here (Seriously) : 0 Comments EmailRolling76Noch keine Bewertungen
- Free Energy Stanley Meyer - Hydrogen Gaz Injector For Internal Combustion Engine - 4389981Dokument14 SeitenFree Energy Stanley Meyer - Hydrogen Gaz Injector For Internal Combustion Engine - 4389981Markerter60100% (2)
- Free Energy of Formation of Al (OH) 3Dokument27 SeitenFree Energy of Formation of Al (OH) 3snakovaNoch keine Bewertungen
- Fabrication of Windmill Power Generator PDFDokument2 SeitenFabrication of Windmill Power Generator PDFKellyNoch keine Bewertungen
- Advances in Mass Spectrometry: Proceedings of a Joint Conference Organised by the Hydrocarbon Research Group, Institute of Petroleum, and A.S.T.M. Committee E.14 and Held in the University of London, 24th–26th September, 1958Von EverandAdvances in Mass Spectrometry: Proceedings of a Joint Conference Organised by the Hydrocarbon Research Group, Institute of Petroleum, and A.S.T.M. Committee E.14 and Held in the University of London, 24th–26th September, 1958J. D. WaldronNoch keine Bewertungen
- 50 Watt Small Homemade InverterDokument25 Seiten50 Watt Small Homemade InverterMarlon CarinoNoch keine Bewertungen
- Covid Economics: Vetted and Real-Time PapersDokument82 SeitenCovid Economics: Vetted and Real-Time PapersbehnazNoch keine Bewertungen
- Safe Energy Forever: + Pure water for the world and a cure for cancerVon EverandSafe Energy Forever: + Pure water for the world and a cure for cancerNoch keine Bewertungen
- Car That Runs On Tap Water - Plasma Spark - Oct 2005 - Hydrogen Fuel - Free Energy - Stanley MeyerDokument139 SeitenCar That Runs On Tap Water - Plasma Spark - Oct 2005 - Hydrogen Fuel - Free Energy - Stanley MeyerGheorghe SilviuNoch keine Bewertungen
- Motionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreDokument6 SeitenMotionless Free Energy: Because It Opposes Itself, It Can Never Be More Than 100% Efficient. We AreRolling76Noch keine Bewertungen
- Diagnostic Sales Evening Component TestingDokument124 SeitenDiagnostic Sales Evening Component TestingbibNoch keine Bewertungen
- Edge-Triggered Driver Circuit For Ultra-WidebandDokument4 SeitenEdge-Triggered Driver Circuit For Ultra-WidebandTeeNoch keine Bewertungen
- 3DR DIY Quad Build Manual VADokument23 Seiten3DR DIY Quad Build Manual VAHoàngCôngAnhNoch keine Bewertungen
- Àÿç'Ÿæáÿœÿæ Ó Æ'Ÿlÿ Àÿófê Ÿ Ÿçé Æáÿ Ó Æ'Ÿlÿ Ÿç Ÿ Æ Ÿœÿ Þüÿæ Æ Ÿ÷ ÷óæàÿ ÷'ÿê© Lëÿþæàÿ (Àÿzÿæ Ÿçjæ Œÿ Óë Ÿ÷ Ÿ 'Ÿæó ÷Bÿ'Ÿ Äê (Àÿæ'ŸDokument48 SeitenÀÿç'Ÿæáÿœÿæ Ó Æ'Ÿlÿ Àÿófê Ÿ Ÿçé Æáÿ Ó Æ'Ÿlÿ Ÿç Ÿ Æ Ÿœÿ Þüÿæ Æ Ÿ÷ ÷óæàÿ ÷'ÿê© Lëÿþæàÿ (Àÿzÿæ Ÿçjæ Œÿ Óë Ÿ÷ Ÿ 'Ÿæó ÷Bÿ'Ÿ Äê (Àÿæ'ŸPrittam Kumar JenaNoch keine Bewertungen
- India Business Last Previous Highest Lowest UnitDokument4 SeitenIndia Business Last Previous Highest Lowest UnitPrittam Kumar JenaNoch keine Bewertungen
- AMC Agreement 167Dokument6 SeitenAMC Agreement 167Prittam Kumar JenaNoch keine Bewertungen
- WebbrmanualDokument184 SeitenWebbrmanualRam NepaliNoch keine Bewertungen
- An Obstacle Detection System For Blind PeopleDokument1 SeiteAn Obstacle Detection System For Blind PeoplePrittam Kumar JenaNoch keine Bewertungen
- Quantitative Method CP 102Dokument5 SeitenQuantitative Method CP 102Prittam Kumar JenaNoch keine Bewertungen
- Shunt Capacitor Bank Fundamentals and Protection (PresentatioDokument29 SeitenShunt Capacitor Bank Fundamentals and Protection (PresentatioPrittam Kumar Jena100% (2)
- Heat Exchanger 3Dokument20 SeitenHeat Exchanger 3spruhatech2013Noch keine Bewertungen
- Tharmal 2Dokument48 SeitenTharmal 2Prittam Kumar JenaNoch keine Bewertungen
- Brushless Motors: January 2008 Wayne RademacherDokument27 SeitenBrushless Motors: January 2008 Wayne RademacherPrittam Kumar JenaNoch keine Bewertungen
- Conveyer Belt With 2-Link Robotic ArmDokument2 SeitenConveyer Belt With 2-Link Robotic ArmPrittam Kumar JenaNoch keine Bewertungen
- Reinforcing SteelDokument8 SeitenReinforcing SteelPrittam Kumar JenaNoch keine Bewertungen
- AS-400 Course DetailsDokument2 SeitenAS-400 Course DetailsPrittam Kumar JenaNoch keine Bewertungen
- Hydrogen VechileDokument22 SeitenHydrogen VechilePrittam Kumar JenaNoch keine Bewertungen
- Simatic S7-300: The PLC For With As Focal PointDokument28 SeitenSimatic S7-300: The PLC For With As Focal PointPrittam Kumar JenaNoch keine Bewertungen
- Power Saver For Industries & Commercial EstablishmentsDokument2 SeitenPower Saver For Industries & Commercial EstablishmentsPrittam Kumar Jena100% (2)
- Schunk Carbon-Brush Brush PressureDokument8 SeitenSchunk Carbon-Brush Brush PressurePrittam Kumar JenaNoch keine Bewertungen
- Imparting Training On: Prolific Systems &technologies Pvt. LTDDokument18 SeitenImparting Training On: Prolific Systems &technologies Pvt. LTDPrittam Kumar Jena100% (2)
- Pergamon: Energy Convers. MGMTDokument12 SeitenPergamon: Energy Convers. MGMThassan aliNoch keine Bewertungen
- Lab ReportDokument7 SeitenLab Reportapi-361658127Noch keine Bewertungen
- 3C25 Solid State Physics Old Notes 1 of 11 (UCL)Dokument4 Seiten3C25 Solid State Physics Old Notes 1 of 11 (UCL)ucaptd3Noch keine Bewertungen
- PPChem 2015 17 06 342-353 NewDokument12 SeitenPPChem 2015 17 06 342-353 NewyogaNoch keine Bewertungen
- 02 Some Exercises With SolutionsDokument6 Seiten02 Some Exercises With SolutionsANGIE PAOLA RODELO PANZANoch keine Bewertungen
- MODEL5 Final 1Dokument2 SeitenMODEL5 Final 1Vishnu SrivastavaNoch keine Bewertungen
- European Polymer Journal: Tonimar D.A. Senra, Sergio P. Campana-Filho, Jacques DesbrièresDokument8 SeitenEuropean Polymer Journal: Tonimar D.A. Senra, Sergio P. Campana-Filho, Jacques DesbrièresRaquel FernandesNoch keine Bewertungen
- Decker Et Al-1988-Die Makromolekulare ChemieDokument14 SeitenDecker Et Al-1988-Die Makromolekulare ChemieAlejandro AlcarazNoch keine Bewertungen
- WWW Human Resonance Org Quantum Trapping2 HTMLDokument20 SeitenWWW Human Resonance Org Quantum Trapping2 HTMLntsethNoch keine Bewertungen
- Gravimetry 41 74Dokument37 SeitenGravimetry 41 74Kashit KhantNoch keine Bewertungen
- HL Paper 1: R 8.31 J K Mol PV NRTDokument5 SeitenHL Paper 1: R 8.31 J K Mol PV NRTutkarsh vaidNoch keine Bewertungen
- Kinetic Isotope Effect: Rachel Nicholls 30/04/14Dokument18 SeitenKinetic Isotope Effect: Rachel Nicholls 30/04/14Joana SugiartoNoch keine Bewertungen
- Bieberle 2001 J. Electrochem. Soc. 148 A646 PDFDokument12 SeitenBieberle 2001 J. Electrochem. Soc. 148 A646 PDF魏一琛Noch keine Bewertungen
- Power Plant Engineering by S K Mondal PDFDokument109 SeitenPower Plant Engineering by S K Mondal PDFShrinivas Subhash Hulsure100% (3)
- Sundow Polymers Co., LTD.: Surpren SN232Dokument2 SeitenSundow Polymers Co., LTD.: Surpren SN232Phuong The NguyenNoch keine Bewertungen
- Semester-IV Chemistry Paper-V Syllabus and Model PaperDokument5 SeitenSemester-IV Chemistry Paper-V Syllabus and Model PaperVamsi ArisettiNoch keine Bewertungen
- Corrosion Rate API 581Dokument6 SeitenCorrosion Rate API 581Indra Mulyana100% (2)
- PH3256 DHDokument19 SeitenPH3256 DHdigitalepcsNoch keine Bewertungen
- SPR DemoDokument17 SeitenSPR DemoAniketRaikwarNoch keine Bewertungen
- Diffraction: Diffraction Refers To Various Phenomena That Occur When ADokument5 SeitenDiffraction: Diffraction Refers To Various Phenomena That Occur When AshohobiNoch keine Bewertungen
- Thermal Conductivity of Polyurethane Foams From Room Temperature To 20 KDokument8 SeitenThermal Conductivity of Polyurethane Foams From Room Temperature To 20 Kpstedile1234Noch keine Bewertungen
- General Chemistry Module 18Dokument20 SeitenGeneral Chemistry Module 18Junelle Ramos AquinoNoch keine Bewertungen
- The Structure of The Blue Starch-Iodine Complex, Saenger1984Dokument6 SeitenThe Structure of The Blue Starch-Iodine Complex, Saenger1984Sandra Johanna Morantes MedinaNoch keine Bewertungen
- Ch.1 Determination of The Formula of A HydrateDokument3 SeitenCh.1 Determination of The Formula of A HydrateKaterina_YildizNoch keine Bewertungen
- Casein PDFDokument3 SeitenCasein PDFEasy ways2017Noch keine Bewertungen
- Fullerene: Joshi Dev Dushyantbhai (201901304)Dokument8 SeitenFullerene: Joshi Dev Dushyantbhai (201901304)rates100% (1)
- AssignmentDokument2 SeitenAssignmentMark Lester RealNoch keine Bewertungen
- Technical Data Sheet DOWCAL200Dokument4 SeitenTechnical Data Sheet DOWCAL200afshinNoch keine Bewertungen
- Assignment 1 RACDokument2 SeitenAssignment 1 RACShridhar Walavalkar50% (2)
- Chang Overby CH-9 HW PDFDokument23 SeitenChang Overby CH-9 HW PDFRalph EvidenteNoch keine Bewertungen