Das könnte Ihnen auch gefallen
- Molecular Beam Epitaxy: Applications to Key MaterialsVon EverandMolecular Beam Epitaxy: Applications to Key MaterialsNoch keine Bewertungen
- Generator Bushing DesignsDokument10 SeitenGenerator Bushing DesignsPradeep_VashistNoch keine Bewertungen
- Thermophysics of Spacecraft and Planetary BodiesVon EverandThermophysics of Spacecraft and Planetary BodiesGerhard HellerNoch keine Bewertungen
- Fuels in The MissilesDokument12 SeitenFuels in The Missilessibi chandan100% (2)
- Fuels and New Propellants: Proceedings of the Conference Held in Milan by Federazione Associazioni Scientifiche e Tecniche and Sponsored by Consiglio Nazionale delle RicercheVon EverandFuels and New Propellants: Proceedings of the Conference Held in Milan by Federazione Associazioni Scientifiche e Tecniche and Sponsored by Consiglio Nazionale delle RicercheCorrado CasciNoch keine Bewertungen
- Design and Testing of an Autorotative Payload Delivery SystemDokument11 SeitenDesign and Testing of an Autorotative Payload Delivery SystemvictorNoch keine Bewertungen
- Incineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Von EverandIncineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Robert B. DeanNoch keine Bewertungen
- Externally Fired Microturbine FlyerDokument1 SeiteExternally Fired Microturbine FlyerPaulFerry100% (1)
- Missiles Propulsion 1Dokument110 SeitenMissiles Propulsion 1Bijin Chadayan0% (1)
- ESSM - Evolved Sea Sparrow Missile Propulsion SystemDokument2 SeitenESSM - Evolved Sea Sparrow Missile Propulsion Systemsd_hosseini_8867% (3)
- Micro-Fighter Carrier Concept StudyDokument75 SeitenMicro-Fighter Carrier Concept StudyJames Tiberius Henkel100% (1)
- Solar Thermal PropulsionDokument20 SeitenSolar Thermal PropulsionLakshman Reddy LuckyNoch keine Bewertungen
- Types of Missiles & Their SpecsDokument13 SeitenTypes of Missiles & Their SpecsMuthyala Akhil100% (1)
- Rarefaction Wave Gun Demonstrator Shows Promise for Tank ArmamentDokument5 SeitenRarefaction Wave Gun Demonstrator Shows Promise for Tank Armamentdiana nistoranNoch keine Bewertungen
- RocketDokument19 SeitenRocketapi-305077843Noch keine Bewertungen
- GATR - Guided Advanced Tactical RocketDokument2 SeitenGATR - Guided Advanced Tactical Rocketsd_hosseini_88Noch keine Bewertungen
- SMS Guided Missiles, Aerodynamics and Flight PrinciplesDokument24 SeitenSMS Guided Missiles, Aerodynamics and Flight PrinciplesJunior TribbianiNoch keine Bewertungen
- 1988 - 2831Dokument1 Seite1988 - 2831تپل خستهNoch keine Bewertungen
- Combustion of Solid PropellantsDokument63 SeitenCombustion of Solid PropellantsPaul ThomasNoch keine Bewertungen
- High power rocket motor basics simplifiedDokument5 SeitenHigh power rocket motor basics simplifiedpamos1111Noch keine Bewertungen
- Design Optimization of Solid Rocket Motor GrainsDokument184 SeitenDesign Optimization of Solid Rocket Motor GrainsJamal Alshawesh100% (1)
- Cased Telescoped Small Arms SystemsDokument17 SeitenCased Telescoped Small Arms Systemsthatguy96100% (1)
- Hypersonic Glide Vehicle Design ConsderationsDokument35 SeitenHypersonic Glide Vehicle Design ConsderationsIan M Mair100% (1)
- Kinetic Launcher For UAVDokument13 SeitenKinetic Launcher For UAVLord Vario100% (1)
- A Review of Free-Piston Engine HistoryDokument17 SeitenA Review of Free-Piston Engine HistoryĐạt Võ100% (1)
- Base Bleed 155 MMDokument6 SeitenBase Bleed 155 MMŽeljko ŽigićNoch keine Bewertungen
- Project Pulse-Jet Group 4: Jeffrey Dennen Justin Marriott Brian Melo Matthew SkillinDokument37 SeitenProject Pulse-Jet Group 4: Jeffrey Dennen Justin Marriott Brian Melo Matthew SkillinultimatesrNoch keine Bewertungen
- Microwave TubesDokument58 SeitenMicrowave TubesDhyey DesaiNoch keine Bewertungen
- 0010 Apx A Ordnance Descript RocketsDokument13 Seiten0010 Apx A Ordnance Descript RocketsChris Bass100% (2)
- Hydra 70Dokument2 SeitenHydra 70trayttoNoch keine Bewertungen
- Solid Propellant Rocket Nozzle ErosionDokument27 SeitenSolid Propellant Rocket Nozzle ErosionThota Sri K Haritha100% (1)
- Chemical Rocket Propulsion Systems: An Introduction to Liquid Propulsion ComponentsDokument17 SeitenChemical Rocket Propulsion Systems: An Introduction to Liquid Propulsion ComponentsArpit SharmaNoch keine Bewertungen
- RAM JET ENGINEDokument25 SeitenRAM JET ENGINEsajay2010Noch keine Bewertungen
- Development in The Performance of Valve Less Pulsejet EngineDokument3 SeitenDevelopment in The Performance of Valve Less Pulsejet EngineInternational Journal of Science and Engineering InvestigationsNoch keine Bewertungen
- Common Smart SubmunitionDokument11 SeitenCommon Smart SubmunitionАлександар Нуждић50% (2)
- Rocketry AerodynamicsDokument56 SeitenRocketry AerodynamicsHyan GontijoNoch keine Bewertungen
- Pyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetDokument8 SeitenPyrolysis Experience in Finnish CHP and Heat Plants - Joakim Autio, ValmetFilipe FilipeNoch keine Bewertungen
- 20mm M50 Series M53 API - M55 TP - M56 HEIDokument2 Seiten20mm M50 Series M53 API - M55 TP - M56 HEIMF84100% (1)
- NOZZLE SELECTION AND DESIGN CRITERIA FOR ADVANCED AIRCRAFTDokument11 SeitenNOZZLE SELECTION AND DESIGN CRITERIA FOR ADVANCED AIRCRAFTjbmccavalcantiNoch keine Bewertungen
- Physics of Nuclear Fusion: Reactions: IsotopesDokument4 SeitenPhysics of Nuclear Fusion: Reactions: IsotopesMuhammad AnoshNoch keine Bewertungen
- Convoy ProtectionDokument10 SeitenConvoy ProtectionUAVs Australia100% (1)
- Solid Rocket MotorsDokument10 SeitenSolid Rocket MotorsAnonymous Nwwc9Jn2RNoch keine Bewertungen
- Ignition Transient of Large Solid Rocket MotorDokument98 SeitenIgnition Transient of Large Solid Rocket Motorned_marianNoch keine Bewertungen
- French Ramjet DevelopmentDokument106 SeitenFrench Ramjet DevelopmentCliff ThriveNoch keine Bewertungen
- Rocket PropellantsDokument7 SeitenRocket Propellantsamns99Noch keine Bewertungen
- Hydrofoil Seaplane DesignDokument139 SeitenHydrofoil Seaplane DesignVăn Tuấn NguyễnNoch keine Bewertungen
- Fire and ExplosionDokument21 SeitenFire and Explosionhiperion42Noch keine Bewertungen
- Design of Helical Antennas For 433 MHZ Radio Telemetry Ground Station and Uav (Unmanned Aerial Vehicle)Dokument7 SeitenDesign of Helical Antennas For 433 MHZ Radio Telemetry Ground Station and Uav (Unmanned Aerial Vehicle)Tiara Nira SariNoch keine Bewertungen
- A Review of Free-Piston Engine History and Applications.Dokument16 SeitenA Review of Free-Piston Engine History and Applications.Thulasi RamNoch keine Bewertungen
- Rocket Propellants and Their CharacteristicsDokument7 SeitenRocket Propellants and Their CharacteristicsArko Dey82% (11)
- Aerospike Nozzles for Improved Rocket Propulsion EfficiencyDokument22 SeitenAerospike Nozzles for Improved Rocket Propulsion EfficiencyAromalSPillai100% (1)
- Hydra-70: 2.75-Inch (70mm) Family of RocketsDokument2 SeitenHydra-70: 2.75-Inch (70mm) Family of RocketsIcemany100% (1)
- BE4 Rocket EngineDokument2 SeitenBE4 Rocket Enginetarx441Noch keine Bewertungen
- High Speed Aircraft Propulsion and Hypersonic TechnologyDokument32 SeitenHigh Speed Aircraft Propulsion and Hypersonic TechnologyArun Madhu100% (3)
- Effect of Motor Length and Propellant Formulation On Nozzle Less Solid Rocket PerformanceDokument11 SeitenEffect of Motor Length and Propellant Formulation On Nozzle Less Solid Rocket PerformanceSofyan Natsir100% (2)
- Solid Rocket Components and Motor DesignDokument28 SeitenSolid Rocket Components and Motor Designjochato2726Noch keine Bewertungen
- Water Rocket PhysicsDokument8 SeitenWater Rocket PhysicsFranciscoNoch keine Bewertungen
- The AMR: Anti-Material Weapon: Steyr 15.2 MM IWS 2000 Anti-Mat ?riel Rifle (AMR)Dokument3 SeitenThe AMR: Anti-Material Weapon: Steyr 15.2 MM IWS 2000 Anti-Mat ?riel Rifle (AMR)ouraltn2001Noch keine Bewertungen
- Green Propulsion Trends: Minimizing Environmental ImpactsDokument10 SeitenGreen Propulsion Trends: Minimizing Environmental Impactsvarun karthikeyanNoch keine Bewertungen
- Electromagnetic ArmourDokument7 SeitenElectromagnetic ArmourLissete VergaraNoch keine Bewertungen
- What Is The Common CoreDokument10 SeitenWhat Is The Common Coreobx4everNoch keine Bewertungen
- Lore of The Firecracker Ocr PDFDokument4 SeitenLore of The Firecracker Ocr PDFobx4everNoch keine Bewertungen
- How To Build A Carpenter Bee TrapDokument14 SeitenHow To Build A Carpenter Bee Trapobx4everNoch keine Bewertungen
- Heart Failure3 PDFDokument8 SeitenHeart Failure3 PDFNovina SariNoch keine Bewertungen
- Positional Asphyxia FactsheetDokument3 SeitenPositional Asphyxia Factsheetobx4everNoch keine Bewertungen
- May I Refer You To The Parable of The Bags of GoldDokument2 SeitenMay I Refer You To The Parable of The Bags of Goldobx4everNoch keine Bewertungen
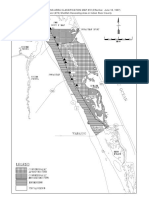
- Sebastian - Wabasso Clam Map PDFDokument1 SeiteSebastian - Wabasso Clam Map PDFobx4everNoch keine Bewertungen
- Donald Trump Supporters Think About Morality Differently Than Other Voters PDFDokument12 SeitenDonald Trump Supporters Think About Morality Differently Than Other Voters PDFobx4everNoch keine Bewertungen
- Woke Chaos and Naked PowerDokument3 SeitenWoke Chaos and Naked Powerobx4everNoch keine Bewertungen
- How To Plug in A Laptop To A TV Via HDMIDokument5 SeitenHow To Plug in A Laptop To A TV Via HDMIobx4everNoch keine Bewertungen
- Fish SebastianDokument1 SeiteFish Sebastianobx4everNoch keine Bewertungen
- Opioid Abusers Prefer Hydrocodone or Oxycodone For Different ReasonsDokument1 SeiteOpioid Abusers Prefer Hydrocodone or Oxycodone For Different Reasonsobx4everNoch keine Bewertungen
- Super-Duper Sloppy Joes PDFDokument1 SeiteSuper-Duper Sloppy Joes PDFobx4everNoch keine Bewertungen
- Homemade Wasp TrapDokument5 SeitenHomemade Wasp Trapobx4everNoch keine Bewertungen
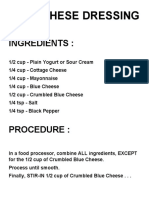
- Easy Homemade Blue Cheese Dressing RecipeDokument2 SeitenEasy Homemade Blue Cheese Dressing Recipeobx4everNoch keine Bewertungen
- The Best Sloppy JoesDokument1 SeiteThe Best Sloppy Joesobx4everNoch keine Bewertungen
- Bacon-Wrapped ShrimpDokument2 SeitenBacon-Wrapped Shrimpobx4everNoch keine Bewertungen
- Sweet and Spicy Slow Cooker Sloppy Joes With RotelDokument2 SeitenSweet and Spicy Slow Cooker Sloppy Joes With Rotelobx4everNoch keine Bewertungen
- Voter Psychology Purity Versus TriageDokument3 SeitenVoter Psychology Purity Versus Triageobx4everNoch keine Bewertungen
- The Forum Bully - Why Are There So Many Online BulliesDokument4 SeitenThe Forum Bully - Why Are There So Many Online Bulliesobx4everNoch keine Bewertungen
- What Are People Voting ForDokument1 SeiteWhat Are People Voting Forobx4everNoch keine Bewertungen
- Meaning of Barn Stars and Colors PDFDokument1 SeiteMeaning of Barn Stars and Colors PDFobx4everNoch keine Bewertungen
- ILLEGAL ALIEN by GenesisDokument2 SeitenILLEGAL ALIEN by Genesisobx4everNoch keine Bewertungen
- How To Build A Bethlehem StarDokument20 SeitenHow To Build A Bethlehem Starobx4everNoch keine Bewertungen
- Battle of FSB Mary AnnDokument9 SeitenBattle of FSB Mary Annobx4everNoch keine Bewertungen
- How Does The Shape of An Ice Cube Affect How Fast It MeltsDokument2 SeitenHow Does The Shape of An Ice Cube Affect How Fast It Meltsobx4everNoch keine Bewertungen
- What Do All The People KnowDokument2 SeitenWhat Do All The People Knowobx4everNoch keine Bewertungen
- Electric Guitar Volume Pots 2 PDFDokument3 SeitenElectric Guitar Volume Pots 2 PDFobx4everNoch keine Bewertungen
- Fretting Hand Technique ExplainedDokument3 SeitenFretting Hand Technique ExplainedFadu GramNoch keine Bewertungen
- Strumming Hand Technique ExplainedDokument3 SeitenStrumming Hand Technique Explainedobx4everNoch keine Bewertungen
- Account STMT XX0226 19122023Dokument13 SeitenAccount STMT XX0226 19122023rdineshyNoch keine Bewertungen
- 9780702072987-Book ChapterDokument2 Seiten9780702072987-Book ChaptervisiniNoch keine Bewertungen
- Assignment-2: MCA204 Financial Accounting and ManagementDokument6 SeitenAssignment-2: MCA204 Financial Accounting and ManagementrashNoch keine Bewertungen
- ADSLADSLADSLDokument83 SeitenADSLADSLADSLKrishnan Unni GNoch keine Bewertungen
- SAP ORC Opportunities PDFDokument1 SeiteSAP ORC Opportunities PDFdevil_3565Noch keine Bewertungen
- Planning For Network Deployment in Oracle Solaris 11.4: Part No: E60987Dokument30 SeitenPlanning For Network Deployment in Oracle Solaris 11.4: Part No: E60987errr33Noch keine Bewertungen
- SyllabusDokument4 SeitenSyllabusapi-105955784Noch keine Bewertungen
- Empowerment Technologies Learning ActivitiesDokument7 SeitenEmpowerment Technologies Learning ActivitiesedzNoch keine Bewertungen
- Queries With AND and OR OperatorsDokument29 SeitenQueries With AND and OR OperatorstrivaNoch keine Bewertungen
- MATH2070 Computer Project: Organise Porject FoldDokument4 SeitenMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeNoch keine Bewertungen
- Sta A4187876 21425Dokument2 SeitenSta A4187876 21425doud98Noch keine Bewertungen
- Insulators and Circuit BreakersDokument29 SeitenInsulators and Circuit Breakersdilja aravindanNoch keine Bewertungen
- FEM Lecture Notes-2Dokument18 SeitenFEM Lecture Notes-2macynthia26Noch keine Bewertungen
- Compilation of CasesDokument121 SeitenCompilation of CasesMabelle ArellanoNoch keine Bewertungen
- Open Compute Project AMD Motherboard Roadrunner 2.1 PDFDokument36 SeitenOpen Compute Project AMD Motherboard Roadrunner 2.1 PDFakok22Noch keine Bewertungen
- Top 35 Brokerage Firms in PakistanDokument11 SeitenTop 35 Brokerage Firms in PakistannasiralisauNoch keine Bewertungen
- PTAS-11 Stump - All About Learning CurvesDokument43 SeitenPTAS-11 Stump - All About Learning CurvesinSowaeNoch keine Bewertungen
- Analyze Oil Wear DebrisDokument2 SeitenAnalyze Oil Wear Debristhoma111sNoch keine Bewertungen
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsDokument6 SeitenAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACNoch keine Bewertungen
- The SAGE Handbook of Digital JournalismDokument497 SeitenThe SAGE Handbook of Digital JournalismK JNoch keine Bewertungen
- EU Letter To Liz Truss 2016Dokument2 SeitenEU Letter To Liz Truss 2016MadeleineNoch keine Bewertungen
- EDI810Dokument11 SeitenEDI810ramcheran2020Noch keine Bewertungen
- SDNY - Girl Scouts V Boy Scouts ComplaintDokument50 SeitenSDNY - Girl Scouts V Boy Scouts Complaintjan.wolfe5356Noch keine Bewertungen
- Fundamentals of Real Estate ManagementDokument1 SeiteFundamentals of Real Estate ManagementCharles Jiang100% (4)
- 3838 Chandra Dev Gurung BSBADM502 Assessment 2 ProjectDokument13 Seiten3838 Chandra Dev Gurung BSBADM502 Assessment 2 Projectxadow sahNoch keine Bewertungen
- Fundamentals of Corporate Finance Canadian Canadian 8th Edition Ross Test Bank 1Dokument36 SeitenFundamentals of Corporate Finance Canadian Canadian 8th Edition Ross Test Bank 1jillhernandezqortfpmndz100% (22)
- FT Goblin Full SizeDokument7 SeitenFT Goblin Full SizeDeakon Frost100% (1)
- Entrepreneurship WholeDokument20 SeitenEntrepreneurship WholeKrizztian SiuaganNoch keine Bewertungen
- Death Without A SuccessorDokument2 SeitenDeath Without A Successorilmanman16Noch keine Bewertungen
- Lec - Ray Theory TransmissionDokument27 SeitenLec - Ray Theory TransmissionmathewNoch keine Bewertungen
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- Introduction to Petroleum Process SafetyVon EverandIntroduction to Petroleum Process SafetyBewertung: 3 von 5 Sternen3/5 (2)
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Inherently Safer Chemical Processes: A Life Cycle ApproachVon EverandInherently Safer Chemical Processes: A Life Cycle ApproachBewertung: 5 von 5 Sternen5/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Guidelines for Implementing Process Safety ManagementVon EverandGuidelines for Implementing Process Safety ManagementNoch keine Bewertungen
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesVon EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesBewertung: 5 von 5 Sternen5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationVon EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNoch keine Bewertungen
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Incidents That Define Process SafetyVon EverandIncidents That Define Process SafetyNoch keine Bewertungen
- Safety Fundamentals and Best Practices in Construction IndustryVon EverandSafety Fundamentals and Best Practices in Construction IndustryNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- LNG Risk Based Safety: Modeling and Consequence AnalysisVon EverandLNG Risk Based Safety: Modeling and Consequence AnalysisNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeVon EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNoch keine Bewertungen
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsVon EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsBewertung: 5 von 5 Sternen5/5 (1)