Das könnte Ihnen auch gefallen
- Apqp FormsDokument25 SeitenApqp FormsgkspNoch keine Bewertungen
- Al PSW FormatDokument2 SeitenAl PSW Formatabhayjha1988Noch keine Bewertungen
- Advanced Quality Planning Status ReportDokument2 SeitenAdvanced Quality Planning Status ReportrajivggocNoch keine Bewertungen
- Cooper Industries PPAP Forms KitDokument25 SeitenCooper Industries PPAP Forms KitAshutosh SinghNoch keine Bewertungen
- SMT Generic Control PlanDokument3 SeitenSMT Generic Control PlanPedro Lopez Rodriguez100% (1)
- Apqp PpapDokument50 SeitenApqp PpapEvandro Ribeiro50% (2)
- APQP TemplateDokument7 SeitenAPQP TemplateBob ZepfelNoch keine Bewertungen
- Ppap-Template 4th EditionDokument23 SeitenPpap-Template 4th EditionAshutosh SinghNoch keine Bewertungen
- APQP-ADVANCED PRODUCT QUALITY & CONTROL PLAN 2 ND Edi Manual 115 PagesDokument115 SeitenAPQP-ADVANCED PRODUCT QUALITY & CONTROL PLAN 2 ND Edi Manual 115 PagesPaul RosiahNoch keine Bewertungen
- APQP ChecklistDokument18 SeitenAPQP ChecklistmichaelbarkovicNoch keine Bewertungen
- PFMEADokument10 SeitenPFMEAsmallik3100% (1)
- PFMEA EncodeDokument4 SeitenPFMEA EncodeBooniz-bonice EliasNoch keine Bewertungen
- SPC SMT Defects Chart TemplateDokument2 SeitenSPC SMT Defects Chart Templatesmtdrkd100% (2)
- PS - APQP Check ListDokument17 SeitenPS - APQP Check ListalexrferreiraNoch keine Bewertungen
- APQP 3 - 1 Pan Brand Reporter V7c (586) Rev 19Dokument49 SeitenAPQP 3 - 1 Pan Brand Reporter V7c (586) Rev 19Pranjal JangidNoch keine Bewertungen
- Single Machine - Multiple Parts (OEE Reporting)Dokument2 SeitenSingle Machine - Multiple Parts (OEE Reporting)Vergence Business Associates100% (1)
- Improving APQP Process For Effective Program Execution: Dele AwofalaDokument31 SeitenImproving APQP Process For Effective Program Execution: Dele AwofalaSelvaraj SNoch keine Bewertungen
- Ppap CriteriaDokument1 SeitePpap CriteriaramanriNoch keine Bewertungen
- PPAPDokument116 SeitenPPAPevan100% (1)
- 195 CasingDokument14 Seiten195 Casingsasi10000Noch keine Bewertungen
- Fiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMDokument25 SeitenFiacbras (Bkq52) - 87271096 - Auditoria de Pcpa - RMAtilio MendonçaNoch keine Bewertungen
- Supplier Run Rate CalculatorDokument9 SeitenSupplier Run Rate CalculatordcevipinNoch keine Bewertungen
- PPAP TemplatesDokument23 SeitenPPAP Templatestejesh77100% (1)
- PPAPDokument51 SeitenPPAPGuru PrasadNoch keine Bewertungen
- Plating Control Plan-31 MARCH 09Dokument10 SeitenPlating Control Plan-31 MARCH 09Rohtash fastner100% (1)
- APQPDokument25 SeitenAPQPHeera Singh100% (3)
- APQP Manual VolvoDokument30 SeitenAPQP Manual VolvoVictor Hugo50% (2)
- APQP TrainingDokument22 SeitenAPQP TrainingSandeep Malik100% (1)
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDokument6 SeitenPpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNoch keine Bewertungen
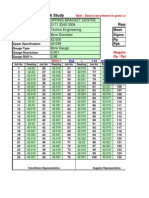
- Software For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Dokument5 SeitenSoftware For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Gurjeet SinghNoch keine Bewertungen
- Pin-in-Paste Stencil Design SpreadsheetDokument4 SeitenPin-in-Paste Stencil Design Spreadsheetsmtdrkd100% (1)
- S 296001-1 A3 APQP Status Report enDokument2 SeitenS 296001-1 A3 APQP Status Report enfdsa01Noch keine Bewertungen
- FMEA Proses&DesignDokument34 SeitenFMEA Proses&DesignRizky Sihab100% (2)
- 36 PfmeaDokument9 Seiten36 Pfmeamscsmn100% (1)
- Global APQP MatrixDokument3 SeitenGlobal APQP Matrixhmp90100% (1)
- Apqp Training JLRDokument79 SeitenApqp Training JLRKawadasan100% (1)
- VDA FMEA TemplateDokument53 SeitenVDA FMEA Templatewatna0% (2)
- GM Machining CP REV 03Dokument17 SeitenGM Machining CP REV 03Suraj RawatNoch keine Bewertungen
- ChryslerDokument117 SeitenChryslerdokser29100% (1)
- PPAPDokument16 SeitenPPAPOsvaldo Da Silva Neto100% (1)
- Gage R&R (Xbar/R) For ResponseDokument5 SeitenGage R&R (Xbar/R) For ResponsebhaskarNoch keine Bewertungen
- Process Audit Preparation "Turtle Diagram": Design & DevelopmentDokument7 SeitenProcess Audit Preparation "Turtle Diagram": Design & Developmentkhwanta-bta100% (2)
- Customer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectDokument3 SeitenCustomer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectEbitra Hasiholan50% (2)
- Apqp Tracker FormDokument10 SeitenApqp Tracker FormsubbuNoch keine Bewertungen
- Apqp Timing Chart-Macro Plan: ActivityDokument2 SeitenApqp Timing Chart-Macro Plan: Activitysuchig8453750% (2)
- GM 1927-30 - BIQS Audit v.7.0 2017-04-05Dokument14 SeitenGM 1927-30 - BIQS Audit v.7.0 2017-04-05Sudha100% (1)
- Cycle Time Calculation (2 Process Method)Dokument4 SeitenCycle Time Calculation (2 Process Method)suresh kumarNoch keine Bewertungen
- Quality Control Process Chart (Machining)Dokument7 SeitenQuality Control Process Chart (Machining)mani317Noch keine Bewertungen
- ISPM StandardDokument28 SeitenISPM StandardAnonymous rNqW9p3Noch keine Bewertungen
- Design Fmea 1 ST Pipe Teflon HoseDokument11 SeitenDesign Fmea 1 ST Pipe Teflon HoseSandeep PandeyNoch keine Bewertungen
- Machining PFMEADokument8 SeitenMachining PFMEASuraj RawatNoch keine Bewertungen
- Run at Rate AuditDokument12 SeitenRun at Rate AuditPurushothama Nanje GowdaNoch keine Bewertungen
- Cntlplan1 Week 9 Johnson AndersonDokument7 SeitenCntlplan1 Week 9 Johnson AndersonLuis Angel RoudriguezNoch keine Bewertungen
- Control PlanDokument6 SeitenControl PlanFahmy Khoerul HudaNoch keine Bewertungen
- APQP With Flow of ProcessDokument8 SeitenAPQP With Flow of ProcessVarun KumarNoch keine Bewertungen
- Phased Ps Wwith P Pap Tracking FormDokument3 SeitenPhased Ps Wwith P Pap Tracking FormKurt FinkNoch keine Bewertungen
- Global Supplier Quality Manual PPAP RequirementsDokument36 SeitenGlobal Supplier Quality Manual PPAP Requirementsmandeep.singh0009Noch keine Bewertungen
- 3 3bb0aDokument7 Seiten3 3bb0aEleandro JoaquimNoch keine Bewertungen
- Apqp Ppap FormatsDokument66 SeitenApqp Ppap Formatsjuande6940% (5)
- STD PD R 01 Product Development ReportDokument6 SeitenSTD PD R 01 Product Development ReportsamcbsivNoch keine Bewertungen
- Karan Deshmukh: Experience DetailsDokument3 SeitenKaran Deshmukh: Experience Detailskaran11deshmukhNoch keine Bewertungen
- V5 CVW DocDokument60 SeitenV5 CVW Dockaran11deshmukhNoch keine Bewertungen
- Images PDF Files Csp2013Dokument93 SeitenImages PDF Files Csp2013Amit GuptaNoch keine Bewertungen
- Vissim User'S GuideDokument506 SeitenVissim User'S Guidekaran11deshmukhNoch keine Bewertungen
- Bubble Cap DesignDokument18 SeitenBubble Cap Designsanjuct0686% (7)
- 3 Hours / 100 Marks: Seat NoDokument9 Seiten3 Hours / 100 Marks: Seat Nokaran11deshmukhNoch keine Bewertungen
- User FileDokument2 SeitenUser Filekaran11deshmukhNoch keine Bewertungen
- Sy Ty BcomDokument232 SeitenSy Ty Bcom98442956790% (1)
- Project On BankingDokument46 SeitenProject On BankingHarsh MayekarNoch keine Bewertungen
- Neezam FDokument2 SeitenNeezam Fkaran11deshmukhNoch keine Bewertungen
- OTA Joining Instructions 06-Dec-2010 JI-OTADokument21 SeitenOTA Joining Instructions 06-Dec-2010 JI-OTAkaran11deshmukh100% (1)
- MCA 5th SemesterDokument20 SeitenMCA 5th Semesterkaran11deshmukhNoch keine Bewertungen
- Vikram Patil UavDokument6 SeitenVikram Patil Uavkaran11deshmukhNoch keine Bewertungen
- Excel TestDokument3 SeitenExcel Testandrei.tedliNoch keine Bewertungen
- Clinical Biomechanics: Leigh W. Marshall, Stuart M. McgillDokument4 SeitenClinical Biomechanics: Leigh W. Marshall, Stuart M. McgillMichael JunNoch keine Bewertungen
- Yoga SadhguruDokument6 SeitenYoga Sadhgurucosti.sorescuNoch keine Bewertungen
- Hypothesis Testing - IDokument36 SeitenHypothesis Testing - Isai revanthNoch keine Bewertungen
- Wang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Dokument961 SeitenWang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Paritosh PandeyNoch keine Bewertungen
- Filipino Construction TermsDokument6 SeitenFilipino Construction TermsAdrian Perez75% (4)
- Practice For Mounting Buses & Joints-374561Dokument11 SeitenPractice For Mounting Buses & Joints-374561a_sengar1Noch keine Bewertungen
- Tips For A Healthy PregnancyDokument2 SeitenTips For A Healthy PregnancyLizaNoch keine Bewertungen
- Presentation AcetanilideDokument22 SeitenPresentation AcetanilideNovitasarii JufriNoch keine Bewertungen
- Line Differential Protection Red670Dokument8 SeitenLine Differential Protection Red670igorsfaceNoch keine Bewertungen
- The Indian & The SnakeDokument3 SeitenThe Indian & The SnakeashvinNoch keine Bewertungen
- Case AnalysisDokument2 SeitenCase AnalysisJessa San PedroNoch keine Bewertungen
- Contoh CV / Daftar Riwayat HidupDokument2 SeitenContoh CV / Daftar Riwayat HiduprusmansyahNoch keine Bewertungen
- Human Wildlife Conflict Resolution PDFDokument9 SeitenHuman Wildlife Conflict Resolution PDFdemiNoch keine Bewertungen
- Đề 17Dokument11 SeitenĐề 17Nguyen CuongNoch keine Bewertungen
- FebvreDokument449 SeitenFebvreIan Pereira AlvesNoch keine Bewertungen
- T.A.T.U. - Waste Management - Digital BookletDokument14 SeitenT.A.T.U. - Waste Management - Digital BookletMarieBLNoch keine Bewertungen
- Liftchain (LC2A) Catalog AirHoistDokument10 SeitenLiftchain (LC2A) Catalog AirHoisteduardshark100% (1)
- Arts Class: Lesson 01Dokument24 SeitenArts Class: Lesson 01Lianne BryNoch keine Bewertungen
- Bardonna MenuDokument16 SeitenBardonna MenuFarley ElliottNoch keine Bewertungen
- Phrasal Verbs Related To HealthDokument2 SeitenPhrasal Verbs Related To HealthKnuckles El Naco Narco LechugueroNoch keine Bewertungen
- Armadio Presentation-2019Dokument45 SeitenArmadio Presentation-2019Subhash Singh TomarNoch keine Bewertungen
- Bravo MRI II Operation ManualDokument45 SeitenBravo MRI II Operation ManualLuis100% (1)
- BITS Pilani: Determination of Extreme Pressure, Wear Preventive Characteristics of Lubricants Using Four Ball TesterDokument10 SeitenBITS Pilani: Determination of Extreme Pressure, Wear Preventive Characteristics of Lubricants Using Four Ball Testerakash chNoch keine Bewertungen
- Gujral FCMDokument102 SeitenGujral FCMcandiddreamsNoch keine Bewertungen
- Beastlikebalsam - Muscle BuildingDokument10 SeitenBeastlikebalsam - Muscle BuildingBalsam LaaroussiNoch keine Bewertungen
- Isulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atDokument1 SeiteIsulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atMysterious StudentNoch keine Bewertungen
- Ecall Vs NG EcallDokument6 SeitenEcall Vs NG EcallTrần Văn DũngNoch keine Bewertungen
- ContempoDokument4 SeitenContempoPrincess Jonette YumulNoch keine Bewertungen
- Islam and Civilization (Analysis Study On The History of Civilization in Islam) Muhammad Hifdil IslamDokument18 SeitenIslam and Civilization (Analysis Study On The History of Civilization in Islam) Muhammad Hifdil IslamLoveth KonniaNoch keine Bewertungen
- Gondola CalculationDokument6 SeitenGondola CalculationBudi SusantoNoch keine Bewertungen