Das könnte Ihnen auch gefallen
- Designing of Amorphous Core Distribution Transformer and Comparison With CRGO Core Distribution TransformerDokument5 SeitenDesigning of Amorphous Core Distribution Transformer and Comparison With CRGO Core Distribution TransformerIJMERNoch keine Bewertungen
- Stray Loss Evaluation in Power TransformersDokument6 SeitenStray Loss Evaluation in Power Transformersbtd2011Noch keine Bewertungen
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenVon EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenBewertung: 4 von 5 Sternen4/5 (2)
- Virginia Transformer - Developments in Traction TransformersDokument10 SeitenVirginia Transformer - Developments in Traction TransformersTshepo Sharky SebeNoch keine Bewertungen
- Calculating Stray Losses in Power Transformers Using Surface Impedance With Finite ElementsDokument4 SeitenCalculating Stray Losses in Power Transformers Using Surface Impedance With Finite ElementsMatejComelNoch keine Bewertungen
- Power Transformer Construction CoreDokument4 SeitenPower Transformer Construction CoreJayadevDamodaran0% (1)
- Why Transformer Does Not Work On DC Supply Instead of ACDokument4 SeitenWhy Transformer Does Not Work On DC Supply Instead of ACAHMED YOUSEFNoch keine Bewertungen
- Spectra Engineering Brochure - TransformerDokument4 SeitenSpectra Engineering Brochure - TransformerAkash VermaNoch keine Bewertungen
- Erickson Transformer DesignDokument23 SeitenErickson Transformer DesigndonscogginNoch keine Bewertungen
- Chapter 4: Design Methodology of Power TransformerDokument34 SeitenChapter 4: Design Methodology of Power TransformerWellington AzziNoch keine Bewertungen
- Temperature Indicator of TransformerDokument4 SeitenTemperature Indicator of Transformermayur3dhande100% (1)
- Designed By: Submitted ToDokument46 SeitenDesigned By: Submitted To106 MOMENUL ISLAM KHAN 17Noch keine Bewertungen
- Calculation of Losses in The Core Clamps of A Transformer Using 3-D Finite-Element MethodDokument4 SeitenCalculation of Losses in The Core Clamps of A Transformer Using 3-D Finite-Element MethodMatejComelNoch keine Bewertungen
- WETI Brochure - ElectrInsulPaperDokument28 SeitenWETI Brochure - ElectrInsulPaperSharin Bin Ab GhaniNoch keine Bewertungen
- CRGODokument15 SeitenCRGOipraoNoch keine Bewertungen
- 10-Transformer Cooling - Radiator AnalysisDokument18 Seiten10-Transformer Cooling - Radiator AnalysishakandaghanNoch keine Bewertungen
- Transformer Design AnalysisDokument6 SeitenTransformer Design AnalysisAkash VermaNoch keine Bewertungen
- IEEMA-Basics of Dual Ratio TransformersDokument3 SeitenIEEMA-Basics of Dual Ratio TransformersHari Krishna.MNoch keine Bewertungen
- FP - b.1 - Abb - Dynamic Design Tools For Improved Short Circuit Design of Power TransformersDokument14 SeitenFP - b.1 - Abb - Dynamic Design Tools For Improved Short Circuit Design of Power TransformersBash MatNoch keine Bewertungen
- Rex Distribution Transformer Catalog 2019 (6 19 2019) RegularDokument36 SeitenRex Distribution Transformer Catalog 2019 (6 19 2019) RegularHany NassimNoch keine Bewertungen
- Design of Single and Three Phase Transformer Using MATLABDokument6 SeitenDesign of Single and Three Phase Transformer Using MATLABDevesh JayaswalNoch keine Bewertungen
- Important Electrical Properties of CRGO & Hi - B CRGO GradesDokument6 SeitenImportant Electrical Properties of CRGO & Hi - B CRGO GradesaaaaNoch keine Bewertungen
- Aluminum Vs Copper in TrafoDokument6 SeitenAluminum Vs Copper in TrafosamuraivickyNoch keine Bewertungen
- Design of TransformersDokument19 SeitenDesign of Transformers1DA19EE004 AMBUJ KUMAR MISHRANoch keine Bewertungen
- Modelling Non-Uniform Impulse Voltage Distribution in Transformer WindingsDokument11 SeitenModelling Non-Uniform Impulse Voltage Distribution in Transformer WindingsAnonymous sAmJfcV100% (1)
- 1 KV 250 A 3150 Din 42530 67 3370221Dokument2 Seiten1 KV 250 A 3150 Din 42530 67 3370221Yigit SarıkayaNoch keine Bewertungen
- Design and Analysis of Transformer Using MATLABDokument6 SeitenDesign and Analysis of Transformer Using MATLABIJSTENoch keine Bewertungen
- Books RefrenceDokument13 SeitenBooks RefrencePradith SaiNoch keine Bewertungen
- S1-5-Reducing Transformer Mass and Dimensions - S Ryder-DobleDokument9 SeitenS1-5-Reducing Transformer Mass and Dimensions - S Ryder-DobleMallikarjunNoch keine Bewertungen
- Electrical SteelDokument13 SeitenElectrical SteelAgustine SetiawanNoch keine Bewertungen
- Transformer Design PDFDokument72 SeitenTransformer Design PDFSujon MiaNoch keine Bewertungen
- Winding and Current Direction TransformerDokument3 SeitenWinding and Current Direction TransformerAbdan Shidqi100% (1)
- CRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaDokument4 SeitenCRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaKarthikeyan VkNoch keine Bewertungen
- TransformerDokument81 SeitenTransformerMuluken FilmonNoch keine Bewertungen
- High Voltage Power Transformer Insulation Design: W.Ziomek, K.Vijayan, D.Boyd, K.Kuby M.FranchekDokument5 SeitenHigh Voltage Power Transformer Insulation Design: W.Ziomek, K.Vijayan, D.Boyd, K.Kuby M.FranchekSofía ParralesNoch keine Bewertungen
- Dual Three-Winding Transformer Equivalent Circuit Matching Leakage MeasurementsDokument9 SeitenDual Three-Winding Transformer Equivalent Circuit Matching Leakage MeasurementsDiegoNoch keine Bewertungen
- Impact of Oil Parameters On ReliabilityDokument59 SeitenImpact of Oil Parameters On Reliabilitytaufiqishak09Noch keine Bewertungen
- DIA blade dimensions and specificationsDokument6 SeitenDIA blade dimensions and specificationsMohit Sharma100% (1)
- 2 ACTS12kPLUSDokument34 Seiten2 ACTS12kPLUSPRBNoch keine Bewertungen
- Vector Group Code ExplainedDokument8 SeitenVector Group Code ExplainedSuraj Kumar GuptaNoch keine Bewertungen
- Sri RamachandranDokument7 SeitenSri RamachandranNavaneethakrishnan MurugesanNoch keine Bewertungen
- A2 38+thermal+modellingDokument57 SeitenA2 38+thermal+modellingblem_0075Noch keine Bewertungen
- Calculating Core TemperatureDokument6 SeitenCalculating Core TemperatureAnonymous sAmJfcVNoch keine Bewertungen
- Electrical SteelDokument193 SeitenElectrical SteelpavanupadhyeNoch keine Bewertungen
- Measurement of Zero Sequence Impedance For Three-Winding TransformersDokument3 SeitenMeasurement of Zero Sequence Impedance For Three-Winding TransformersRajani PaiNoch keine Bewertungen
- 1000 KV Power TransformerDokument4 Seiten1000 KV Power TransformeralpcruzNoch keine Bewertungen
- Eddy Current Losses in Transformer Windings and Circuit WiringDokument13 SeitenEddy Current Losses in Transformer Windings and Circuit WiringPablo KuziwNoch keine Bewertungen
- 24 66 11 KV 5 MVA Transformer With Amendment PDFDokument100 Seiten24 66 11 KV 5 MVA Transformer With Amendment PDFNirmal mehtaNoch keine Bewertungen
- Calculations For Short Circuit Withstand Capability of A Distribution Transformer 0976 4860 2 142 150 PDFDokument9 SeitenCalculations For Short Circuit Withstand Capability of A Distribution Transformer 0976 4860 2 142 150 PDFsNoch keine Bewertungen
- Transformer CastingDokument10 SeitenTransformer CastingJanmejaya MishraNoch keine Bewertungen
- Considerations Regarding The Short-Circuit Withstand Tests of Power TransformersDokument4 SeitenConsiderations Regarding The Short-Circuit Withstand Tests of Power TransformersBash MatNoch keine Bewertungen
- CTC TransformerDokument14 SeitenCTC Transformerkunjan2165Noch keine Bewertungen
- Transformer Winding Layer Vs DiskDokument33 SeitenTransformer Winding Layer Vs Diskbibhoo100% (1)
- Transformer Tertiary Stabilizing Windings. Part I Apparent Power RatingDokument7 SeitenTransformer Tertiary Stabilizing Windings. Part I Apparent Power RatingVictor Julián Fernández CarrazanaNoch keine Bewertungen
- A New Ieee Standard For Voltage Endurance Testing of Hydro Generator Stator CoilsDokument4 SeitenA New Ieee Standard For Voltage Endurance Testing of Hydro Generator Stator Coilsapi-3804964100% (1)
- AirRIP® Flex Transformer BushingDokument29 SeitenAirRIP® Flex Transformer BushingSandeep BNoch keine Bewertungen
- AEM BrochureDokument28 SeitenAEM Brochureरमेश सिंहNoch keine Bewertungen
- S2-4-SC Withstand Test of - EHV - Transformer - Learnings - Challenges-C Jayasenan-Siemens - Rev1Dokument8 SeitenS2-4-SC Withstand Test of - EHV - Transformer - Learnings - Challenges-C Jayasenan-Siemens - Rev1MallikarjunNoch keine Bewertungen
- Ferrite Core Transformer Design Engineering and Technology 6Dokument10 SeitenFerrite Core Transformer Design Engineering and Technology 6nedian_2006100% (1)
- Technical CRGODokument8 SeitenTechnical CRGOAnurag PugaliaNoch keine Bewertungen
- Power System Transient Anna University Notes in PDFDokument44 SeitenPower System Transient Anna University Notes in PDFLeng SovannarithNoch keine Bewertungen
- Histeresis EmtpDokument6 SeitenHisteresis EmtpJavo CoreNoch keine Bewertungen
- 0132700425Dokument337 Seiten0132700425Prashant GopiNoch keine Bewertungen
- Catalogues - AK STEEL - Mag - Cores - Data - BulletinDokument28 SeitenCatalogues - AK STEEL - Mag - Cores - Data - BulletinRafal MazNoch keine Bewertungen
- How Brains Make Up Their MindsDokument90 SeitenHow Brains Make Up Their MindsJavo CoreNoch keine Bewertungen
- Baur MannDokument7 SeitenBaur MannJavo CoreNoch keine Bewertungen
- Core HandbookDokument572 SeitenCore HandbookJavo CoreNoch keine Bewertungen
- 1988 - M.hodgdon - Applications of A Theory of Ferromagnetic HysteresisDokument4 Seiten1988 - M.hodgdon - Applications of A Theory of Ferromagnetic HysteresisJavo CoreNoch keine Bewertungen
- Grading CapsDokument13 SeitenGrading Capsravijat12Noch keine Bewertungen
- Magnetic Properties of CoreDokument10 SeitenMagnetic Properties of CoreSBalamurughanNoch keine Bewertungen
- Serializer UserGuideDokument45 SeitenSerializer UserGuideJavo CoreNoch keine Bewertungen
- LEGO Mindstorms Education Kit 9797 User GuideDokument66 SeitenLEGO Mindstorms Education Kit 9797 User Guidewsecomp100% (1)
- Beg 2105 Physical Electronics I - 1 IntroDokument166 SeitenBeg 2105 Physical Electronics I - 1 IntroElias keNoch keine Bewertungen
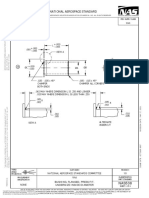
- National Aerospace Standard: Fed. Supply ClassDokument4 SeitenNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Design of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracDokument10 SeitenDesign of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracStefan NaricNoch keine Bewertungen
- Chapter 6Dokument13 SeitenChapter 6aregawi weleabezgiNoch keine Bewertungen
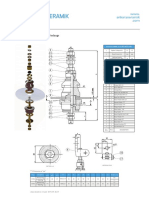
- Extraction Check Valve Afr AW-10-40Dokument6 SeitenExtraction Check Valve Afr AW-10-40Shanmuganathan ShanNoch keine Bewertungen
- Spring Manufacturing ProcessDokument4 SeitenSpring Manufacturing ProcessUzma sijratNoch keine Bewertungen
- Balancing Chemical EquationsDokument18 SeitenBalancing Chemical EquationscedrickNoch keine Bewertungen
- Rim Design CompositeDokument28 SeitenRim Design Compositepramo_dassNoch keine Bewertungen
- CATALOGO FGS Internet-Katalog-EngDokument106 SeitenCATALOGO FGS Internet-Katalog-Engjunico76Noch keine Bewertungen
- The complete rock cycle process and formation of the three main rock typesDokument21 SeitenThe complete rock cycle process and formation of the three main rock typesshanesha blackhoodNoch keine Bewertungen
- Hebel Cored Block DownloadDokument2 SeitenHebel Cored Block DownloadCarlos BastiasNoch keine Bewertungen
- Elements of The Nature and Properties of Soils 3rd Edition Brady Test BankDokument13 SeitenElements of The Nature and Properties of Soils 3rd Edition Brady Test Bankrogercastroaipdbkmwsr100% (10)
- Air DryersDokument99 SeitenAir Dryersapi-384214360% (5)
- Thermal ExpansionDokument2 SeitenThermal ExpansionlovemoreworrylessNoch keine Bewertungen
- Design of a Methanol Condenser ExchangerDokument3 SeitenDesign of a Methanol Condenser ExchangerIndra watiNoch keine Bewertungen
- Effect of Rolling Conditions On Ductile Fracture During PiercingDokument6 SeitenEffect of Rolling Conditions On Ductile Fracture During PiercingJJNoch keine Bewertungen
- Hydrobrite Mineral OilDokument1 SeiteHydrobrite Mineral Oilmabj68Noch keine Bewertungen
- D2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscopeDokument6 SeitenD2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscoperezaNoch keine Bewertungen
- Bambu Lab A1 3DDokument6 SeitenBambu Lab A1 3DAngel Jacobo Figueroa ArriolaNoch keine Bewertungen
- CHM 1025c Final Exam Practice WCDokument5 SeitenCHM 1025c Final Exam Practice WCMiguel SuarezNoch keine Bewertungen
- Boyle-s-Law-Lesson-Plan in ChemistryDokument3 SeitenBoyle-s-Law-Lesson-Plan in ChemistryHavana Jabay SherrylynNoch keine Bewertungen
- Lizmontagens Group ProfileDokument5 SeitenLizmontagens Group ProfileRui Carlos Delgado Lopes AlvesNoch keine Bewertungen
- Polem A ofDokument1 SeitePolem A ofnailur rohmanNoch keine Bewertungen
- ECE OLED TechnologyDokument22 SeitenECE OLED TechnologyRavvy ChhimpaNoch keine Bewertungen
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- Sae J1058-1999Dokument6 SeitenSae J1058-1999goeway100% (3)
- YORK K OIL Material Safety Data SheetDokument5 SeitenYORK K OIL Material Safety Data SheetMunishNoch keine Bewertungen
- A Powerpoint Presentaion On Ready-Mix ConcreteDokument22 SeitenA Powerpoint Presentaion On Ready-Mix ConcreteGowriSenthilNoch keine Bewertungen
- CMET 106: Introduction to Process Heat TransferDokument10 SeitenCMET 106: Introduction to Process Heat TransferBilal AhmedNoch keine Bewertungen
- PSIHCass12 10Dokument2 SeitenPSIHCass12 10Kingefrain Yusuke AmamiyaNoch keine Bewertungen