Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Job Description For Quality Assurance ManagerDokument3 SeitenJob Description For Quality Assurance ManagerTarunKumarNoch keine Bewertungen
- Types of Furnaces Used in CastingDokument29 SeitenTypes of Furnaces Used in CastingMurali100% (1)
- BrochureDokument32 SeitenBrochurebabis1980Noch keine Bewertungen
- The Challenge of Measuring The Cost of QualityDokument11 SeitenThe Challenge of Measuring The Cost of QualitypkguptaqaqcNoch keine Bewertungen
- ISO TS 29001 - Environment, Health and Safety SystemDokument4 SeitenISO TS 29001 - Environment, Health and Safety SystempkguptaqaqcNoch keine Bewertungen
- 09 W1CostofPoorQualityDokument21 Seiten09 W1CostofPoorQualitypkguptaqaqcNoch keine Bewertungen
- Chat GPT-GM QualityDokument2 SeitenChat GPT-GM QualitypkguptaqaqcNoch keine Bewertungen
- 1 Cost - of - Poor - Quality GOODDokument18 Seiten1 Cost - of - Poor - Quality GOODpkguptaqaqcNoch keine Bewertungen
- Process Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQDokument2 SeitenProcess Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQpkguptaqaqcNoch keine Bewertungen
- The ASTM B111Dokument2 SeitenThe ASTM B111pkguptaqaqcNoch keine Bewertungen
- SN Steps Action by Inputs Required Main Input Provider Support Input ProviderDokument1 SeiteSN Steps Action by Inputs Required Main Input Provider Support Input ProviderpkguptaqaqcNoch keine Bewertungen
- All CAAS Case: Meja #1 UNITDokument3 SeitenAll CAAS Case: Meja #1 UNITpkguptaqaqcNoch keine Bewertungen
- CW Puddle Flange Manufacturing Issue Fact Finding PresentationDokument16 SeitenCW Puddle Flange Manufacturing Issue Fact Finding PresentationpkguptaqaqcNoch keine Bewertungen
- Introduction For Toshiba Group: Quality Control SystemsDokument3 SeitenIntroduction For Toshiba Group: Quality Control SystemspkguptaqaqcNoch keine Bewertungen
- Top 5 Factors Found in "Successful" Projects Top 5 Factors Found in "Challenged" ProjectsDokument2 SeitenTop 5 Factors Found in "Successful" Projects Top 5 Factors Found in "Challenged" ProjectspkguptaqaqcNoch keine Bewertungen
- Tjps G Org 030214Dokument1 SeiteTjps G Org 030214pkguptaqaqcNoch keine Bewertungen
- Assessment Sheet 13-14Dokument1 SeiteAssessment Sheet 13-14pkguptaqaqcNoch keine Bewertungen
- Assembled Nozzle Material Stages TurbineDokument2 SeitenAssembled Nozzle Material Stages TurbinepkguptaqaqcNoch keine Bewertungen
- NTPC provenness criteria and HT motor sourcing processDokument12 SeitenNTPC provenness criteria and HT motor sourcing processpkguptaqaqcNoch keine Bewertungen
- Aiims Doctors Endocrinology and MetabolismDokument1 SeiteAiims Doctors Endocrinology and MetabolismpkguptaqaqcNoch keine Bewertungen
- Qa-Qc 13a Kom TTPSDokument11 SeitenQa-Qc 13a Kom TTPSpkguptaqaqcNoch keine Bewertungen
- JUN XCDokument3 SeitenJUN XCpkguptaqaqcNoch keine Bewertungen
- One-Line Diagram of Power Grid with Generators and Circuit BreakersDokument2 SeitenOne-Line Diagram of Power Grid with Generators and Circuit BreakerspkguptaqaqcNoch keine Bewertungen
- 12 GreenPro Standard For Ready Mix Concrete - Version 1Dokument40 Seiten12 GreenPro Standard For Ready Mix Concrete - Version 1pkguptaqaqcNoch keine Bewertungen
- 1 Good DiabDokument5 Seiten1 Good DiabpkguptaqaqcNoch keine Bewertungen
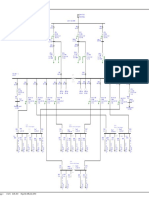
- One-Line Diagram - OLV1 (Short-Circuit Analysis) : 39.9 Ka 39.9 KaDokument1 SeiteOne-Line Diagram - OLV1 (Short-Circuit Analysis) : 39.9 Ka 39.9 KapkguptaqaqcNoch keine Bewertungen
- Quality Interview QuestionsDokument11 SeitenQuality Interview QuestionspkguptaqaqcNoch keine Bewertungen
- Steel Casting: Profile No.: 34 NIC Code: 24319Dokument8 SeitenSteel Casting: Profile No.: 34 NIC Code: 24319Kamlesh DadhaniaNoch keine Bewertungen
- Expert Advice: Continued On Page 2Dokument2 SeitenExpert Advice: Continued On Page 2pkguptaqaqcNoch keine Bewertungen
- Managing Diabetes During PregnancyDokument13 SeitenManaging Diabetes During PregnancypkguptaqaqcNoch keine Bewertungen