Das könnte Ihnen auch gefallen
- KOLee Tool Grinder Owners ManualDokument139 SeitenKOLee Tool Grinder Owners ManualJason Bowman100% (3)
- THE DOSE, Issue 1 (Tokyo)Dokument142 SeitenTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- ZP - Mold Design Guide BayerDokument44 SeitenZP - Mold Design Guide Bayerjhho2Noch keine Bewertungen
- Theory of Moulds - ContentsDokument9 SeitenTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Mold Maintenance ProgramDokument14 SeitenMold Maintenance ProgramLordsonNoch keine Bewertungen
- Mold and Die - PPTDokument110 SeitenMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Injection Mold Standards 80 Eng D 20Dokument21 SeitenInjection Mold Standards 80 Eng D 20Deep ShahNoch keine Bewertungen
- Company Profile DCTCDokument14 SeitenCompany Profile DCTCvalerie05Noch keine Bewertungen
- Ansible Playbook for BeginnersDokument101 SeitenAnsible Playbook for BeginnersFelix Andres Baquero Cubillos100% (1)
- Astm D7928 - 17Dokument25 SeitenAstm D7928 - 17shosha100% (2)
- What Is A Problem?: Method + Answer SolutionDokument17 SeitenWhat Is A Problem?: Method + Answer SolutionShailaMae VillegasNoch keine Bewertungen
- MOULD MAINTENANCE GUIDEDokument40 SeitenMOULD MAINTENANCE GUIDEprashanthNoch keine Bewertungen
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Von EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Noch keine Bewertungen
- Runners and GatesDokument35 SeitenRunners and Gatesbjdavies2010100% (2)
- KAM Mold StandardsDokument83 SeitenKAM Mold Standardsodhiles1Noch keine Bewertungen
- Injection Molding Methods Design Optimization Simulation of Plastic Toy Building Block by Mold Flow AnalysisDokument10 SeitenInjection Molding Methods Design Optimization Simulation of Plastic Toy Building Block by Mold Flow AnalysisIAEME PublicationNoch keine Bewertungen
- Mold Cost EstimationDokument5 SeitenMold Cost EstimationPenjahit TedyNoch keine Bewertungen
- PS Injection Mold Tool StandardsDokument107 SeitenPS Injection Mold Tool StandardsНикола МедићNoch keine Bewertungen
- Mold Standards GuideDokument42 SeitenMold Standards Guideazb00178Noch keine Bewertungen
- DFM DFA GuidelineDokument65 SeitenDFM DFA GuidelineJumpman OutletNoch keine Bewertungen
- Molding CavityDokument7 SeitenMolding CavitySudarno BaraNoch keine Bewertungen
- CAE DS – Mould Design Standard PartsDokument13 SeitenCAE DS – Mould Design Standard PartsMohd Nazri SalimNoch keine Bewertungen
- Protomold - Design For Mold AbilityDokument16 SeitenProtomold - Design For Mold Abilitylanning15Noch keine Bewertungen
- Design of Family Mould Tool For Plastic BoxDokument4 SeitenDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNoch keine Bewertungen
- Design Guide For Reaction Injection Molded Plastic PartsDokument26 SeitenDesign Guide For Reaction Injection Molded Plastic Partsxeron7126Noch keine Bewertungen
- HSS Stamping Design ManualDokument67 SeitenHSS Stamping Design ManualjschuryNoch keine Bewertungen
- Mold Design FeasabilityDokument16 SeitenMold Design FeasabilitySreedhar PugalendhiNoch keine Bewertungen
- TM POM Moulding ManualDokument50 SeitenTM POM Moulding ManualprisimparamNoch keine Bewertungen
- Injection Molded Part Problems & Solutions With: SkillbuilderDokument2 SeitenInjection Molded Part Problems & Solutions With: SkillbuilderradzNoch keine Bewertungen
- Mold Building Standards: Revised DateDokument13 SeitenMold Building Standards: Revised Datelam nguyenNoch keine Bewertungen
- Weld Line Defect Analysis and TroubleshootingDokument4 SeitenWeld Line Defect Analysis and TroubleshootingJackie LeeNoch keine Bewertungen
- Mold Flow AnalysisDokument30 SeitenMold Flow AnalysisArun PrasadNoch keine Bewertungen
- MLD TheoryDokument96 SeitenMLD TheorySheik Abdullah100% (1)
- Introduction to Thermforming and Injection MouldingDokument7 SeitenIntroduction to Thermforming and Injection MouldingAzizol WahabNoch keine Bewertungen
- Mold Bases & Plates Catalog 2020 DECDokument292 SeitenMold Bases & Plates Catalog 2020 DECShinichi SuzukiNoch keine Bewertungen
- DFM Injection Molding Analysis 0614Dokument9 SeitenDFM Injection Molding Analysis 0614anjal22Noch keine Bewertungen
- Injection Molding Explained: The Essential Process for Plastic ManufacturingDokument23 SeitenInjection Molding Explained: The Essential Process for Plastic ManufacturingAditya DhikaNoch keine Bewertungen
- Design For Mouldability-UK092010Dokument16 SeitenDesign For Mouldability-UK092010mjobson100% (1)
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDokument4 SeitenDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNoch keine Bewertungen
- Marplex - Injection Moulding of ThermoplasticsDokument24 SeitenMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNoch keine Bewertungen
- Injection Mould PDFDokument256 SeitenInjection Mould PDFEdo KarmawiNoch keine Bewertungen
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDokument23 SeitenC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekNoch keine Bewertungen
- Plastic Injection Molding Write UpDokument16 SeitenPlastic Injection Molding Write UpVishal MahajanNoch keine Bewertungen
- Mold Design Fundamental Calculation BATTERY COVERDokument10 SeitenMold Design Fundamental Calculation BATTERY COVERBoby SaputraNoch keine Bewertungen
- Blow Molding Design GuidlinesDokument13 SeitenBlow Molding Design Guidlinesmayank123Noch keine Bewertungen
- Injection Molding MethodsDokument23 SeitenInjection Molding MethodsKi SeyNoch keine Bewertungen
- Snap-Fit Joints DesignDokument26 SeitenSnap-Fit Joints DesignDavid García SalvatierraNoch keine Bewertungen
- Minsa Trial Report Molde SC194Dokument2 SeitenMinsa Trial Report Molde SC194daniel ortiz fuentesNoch keine Bewertungen
- POM - Delrin Molding Guide-1Dokument48 SeitenPOM - Delrin Molding Guide-1Ana Claudia Machado100% (1)
- Joining Methods: Tolerances: Fit Between PartsDokument11 SeitenJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNoch keine Bewertungen
- Injection Moulding Defects GuideDokument10 SeitenInjection Moulding Defects GuideAmith S KaratkarNoch keine Bewertungen
- 9 Ejection System PDFDokument10 Seiten9 Ejection System PDFBa BuNoch keine Bewertungen
- Troubleshooting Injection Molding FaultsDokument41 SeitenTroubleshooting Injection Molding FaultsHicham AhmamsiNoch keine Bewertungen
- Seminar On Split Cavity MouldDokument43 SeitenSeminar On Split Cavity MouldasgrutuNoch keine Bewertungen
- 600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)Dokument8 Seiten600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)LeonardNoch keine Bewertungen
- Mold Standards & ClassificationsDokument3 SeitenMold Standards & ClassificationsKamleshVasavaNoch keine Bewertungen
- Jaw Coupling PDFDokument4 SeitenJaw Coupling PDFhibhavuNoch keine Bewertungen
- Aerial & Die Mount CamsDokument44 SeitenAerial & Die Mount CamslelixNoch keine Bewertungen
- Die Maintenance. Die Repair. - The FabricatorDokument8 SeitenDie Maintenance. Die Repair. - The FabricatorSIMONENoch keine Bewertungen
- Design For Manufacture and Assembly - DFMA - Mechanical Science ...Dokument37 SeitenDesign For Manufacture and Assembly - DFMA - Mechanical Science ...tnchsg0% (1)
- Flupec Catalog Etansari Translatie PDFDokument446 SeitenFlupec Catalog Etansari Translatie PDFRadu VasileNoch keine Bewertungen
- Methods to estimate stakeholder views of sustainabilityDokument7 SeitenMethods to estimate stakeholder views of sustainabilityAlireza FatemiNoch keine Bewertungen
- Mobile ApplicationDokument2 SeitenMobile Applicationdarebusi1Noch keine Bewertungen
- Physioex 9.0 Exercise 1 Act 1Dokument5 SeitenPhysioex 9.0 Exercise 1 Act 1Adela LhuzNoch keine Bewertungen
- Problem Set SolutionsDokument16 SeitenProblem Set SolutionsKunal SharmaNoch keine Bewertungen
- CDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Dokument152 SeitenCDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Gilles DellaccioNoch keine Bewertungen
- Trillium Seismometer: User GuideDokument34 SeitenTrillium Seismometer: User GuideDjibril Idé AlphaNoch keine Bewertungen
- Assignment - Final TestDokument3 SeitenAssignment - Final TestbahilashNoch keine Bewertungen
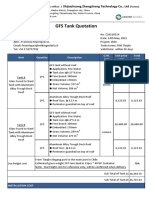
- GFS Tank Quotation C20210514Dokument4 SeitenGFS Tank Quotation C20210514Francisco ManriquezNoch keine Bewertungen
- Pulse Width ModulationDokument13 SeitenPulse Width Modulationhimanshu jainNoch keine Bewertungen
- CBT For BDDDokument13 SeitenCBT For BDDGregg Williams100% (5)
- Basic Features of The Microcredit Regulatory Authority Act, 2006Dokument10 SeitenBasic Features of The Microcredit Regulatory Authority Act, 2006Asif Hasan DhimanNoch keine Bewertungen
- Process Financial Transactions and Extract Interim Reports - 025735Dokument37 SeitenProcess Financial Transactions and Extract Interim Reports - 025735l2557206Noch keine Bewertungen
- (123doc) - Chapter-24Dokument6 Seiten(123doc) - Chapter-24Pháp NguyễnNoch keine Bewertungen
- Indian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesDokument7 SeitenIndian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesGolak PattanaikNoch keine Bewertungen
- Aries Computer Repair SolutionsDokument9 SeitenAries Computer Repair SolutionsedalzurcNoch keine Bewertungen
- SEC QPP Coop TrainingDokument62 SeitenSEC QPP Coop TrainingAbdalelah BagajateNoch keine Bewertungen
- Dance Appreciation and CompositionDokument1 SeiteDance Appreciation and CompositionFretz Ael100% (1)
- NLP Business Practitioner Certification Course OutlineDokument11 SeitenNLP Business Practitioner Certification Course OutlineabobeedoNoch keine Bewertungen
- Revision Worksheet - Matrices and DeterminantsDokument2 SeitenRevision Worksheet - Matrices and DeterminantsAryaNoch keine Bewertungen
- Mpu 2312Dokument15 SeitenMpu 2312Sherly TanNoch keine Bewertungen
- Final Year Project (Product Recommendation)Dokument33 SeitenFinal Year Project (Product Recommendation)Anurag ChakrabortyNoch keine Bewertungen
- Revit 2010 ESPAÑOLDokument380 SeitenRevit 2010 ESPAÑOLEmilio Castañon50% (2)
- Hipotension 6Dokument16 SeitenHipotension 6arturo castilloNoch keine Bewertungen
- United-nations-Organization-uno Solved MCQs (Set-4)Dokument8 SeitenUnited-nations-Organization-uno Solved MCQs (Set-4)SãñÂt SûRÿá MishraNoch keine Bewertungen
- Dep 32.32.00.11-Custody Transfer Measurement Systems For LiquidDokument69 SeitenDep 32.32.00.11-Custody Transfer Measurement Systems For LiquidDAYONoch keine Bewertungen
- Assignment Gen PsyDokument3 SeitenAssignment Gen PsyHelenNoch keine Bewertungen