Beruflich Dokumente
Kultur Dokumente
000136529
Hochgeladen von
Ricardo Jorge Rebelo FonsecaCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
000136529
Hochgeladen von
Ricardo Jorge Rebelo FonsecaCopyright:
Verfügbare Formate
Optimizaoenergticadaetapadeebuliodomosto,
mantendoaestabilidadecoloidaldacerveja
por
BrunoM.G.Ribeiro
Tesedemestrado
Desenvolvidanombitodadisciplinade
ProjectodeDesenvolvimentoemAmbienteEmpresarial
Submetidaa
FaculdadedeEngenhariadaUniversidadedoPorto(FEUP)
DepartamentodeEngenhariaQumica(DEQ)
RuaDr.RobertoFrias
4200465Porto
UnicerBebidasdePortugal,SGPS,SA
ViaNorteLeadoBalio,Matosinhos
4466955S.MamededeInfesta
em
16deMarode2009
Forthethings
wehavetolearnbeforewecando
them,
welearnbydoingthem.
Aristteles
ii
Agradecimentos
Forammuitososquecontriburamparaarealizaoesucessodestetrabalho.
Ao Professor Doutor Adlio Miguel Magalhes Mendes, do Departamento de Engenharia
Qumica da Faculdade de Engenharia do Porto, um agradecimento especial, pela confiana e
incentivo. Agradeo ainda os conhecimentos cientficos transmitidos e os pequenos desafios
queforamsendopropostosequeemmuitoenriqueceramestetrabalho.
Eng. Maria Manuel Morais Monteiro Dantas, da Unicer, fico muito grato pela orientao
prestada na execuo deste projecto. Agradeo ainda a simpatia bem como a liberdade
proporcionadaparaarealizaodeensaiosnassalasdefabricodemosto,NordoneZiemann
Meura,eaindanaslinhasdefiltraodecerveja,OrioneSchenk.
Eng. Joana Isabel Gomes Queirs e Dr. Filipe Moura Rodrigues Nogueira agradeo o apoio
prestadonaintegraonaUnicereaindaoscomentriosfeitos.
Eng. Ana Isabel Ribeiro e ao Dr. Pedro Rodrigues agradeo a permisso e liberdade
concedidaparausodasinstalaeseequipamentosdolaboratrio,necessriosrealizaode
anlisesdequalidadedeextremaimportnciaparaoprogressoesucessodestetrabalho.
Aos tcnicos, fabricao do mosto e adegas, agracio a disponibilidade e dedicao
demonstrada. A sua preciosa ajuda foi um contributo muito importante para o sucesso
alcanado. Aos tcnicos de laboratrio, agradeo a ajuda e formao prestada em alguns
mtodosdeanlisedecervejas.
Um agradecimento muito especial minha famlia, pela pacincia e encorajamento nas
horasmaisdifceis.
iii
Optimizaoenergticadaetapadeebuliodomosto,
mantendoaestabilidadecoloidaldacerveja
BrunoM.G.Ribeiro.Todososdireitosreservados.
OautorpermitequeoDEQFEUPeaUnicerdistribuamcopiasdestedocumento,
integralmenteouempartes,empapelouformatoelectrnicoououtromeioconhecidoou
posteriormentecriado.
Oautor:
BrunoMiguelGomesRibeiro
Osorientadores:
Eng.MariaManuelMoraisMonteiroDantas
UnicerBebidasdePortugal,SGPS,SA
Prof.DTR.AdlioMiguelMagalhesMendes
DepartamentodeEngenhariaQumica
FaculdadedeEngenhariadaUniversidadedoPorto
iv
Resumo
A ebulio uma das ltimas etapas da fabricao do mosto cervejeiro e uma das que mais
energia requer para que se atinjam os seus objectivos. uma etapa muito pouco
compreendidaedeextremaimportncianaestabilizaobioqumicadomostoeestabilidade
coloidaldacerveja.
Realizaramse ensaios conducentes optimizao energtica da etapa de ebulio, nas salas
Nordon e ZiemannMeura. De entre os ensaios realizados optouse pela integrao do
conceito Dynamic Boiling por se verificar que requer menores consumos de vapor e por
respeitarasrestriesimpostasqualidadedacerveja.Acaracterizaodosperfisdeebulio
dependedoalgoritmodecontroloedosistemadeebulio,comosesegue:
SalaNordon(velocidadederecirculaodomostoa100%emtodosospatamares)
o FaseI:15minutosa104C
o FaseII:45minutosa101C
o FaseIII:10minutosa104C
SalaZiemannMeura
o FaseI:15minutosa3,1barcomvelocidadederecirculaoa55%
o FaseII:30minutosa2,5barcomvelocidadederecirculaoa30%
o FaseIII:15minutosa3,1barcomvelocidadederecirculaoa55%
No primeiro patamar promovese a degradao trmica da Smetilmetionina (SMM) em di
metilsulfito (DMS), garantese a isomerizao dos componentes do lpulo e esterilizao do
mosto. A segunda fase permite redues significativas nos consumos especficos de vapor.
Garantese ainda o borbulhento necessrio remoo dos compostos volteis indesejveis.
Porfimaumentaseatemperaturaparatirarpartidodoaumentodareadetransfernciade
massa,duranteabombagemdomostoparaodecantador,pretendesefacilitararemoode
compostosvolteisindesejveis.
Asreduesdeconsumosespecficosdevaporsode43,2%nasalaNordon,oqueequivalea
258734(/ano).NasalaZiemannasavaliaesdemonstramreduesde38,8%nastaxasde
evaporao, por seu lado na sala Meura foi possvel reduzir as mesmas taxas em 33,2%. As
reduesdastaxasdeevaporaonestassalaspermitempoupanasde63700(/ano).
NasalaNordon,ebuliesrealizadascomreduodavelocidadederecirculaodomostoem
50%nafaseII,indicamreduesnos consumosespecficos devaporde50,6%erespeitodos
parmetros de qualidade no produto final. Estas redues de consumos de vapor indicam
poupanasdecercade300000(/ano),peloqueumperfilaserexplorado.
Paralelamentefoiefectuadaaoptimizaodosconsumosdegua,nafasedeenxaguamento,
nosfiltrostrapnaslinhas defiltraodecerveja, Orione Schenk. ParaostrapsIeIIdalinha
Orion,conseguiramsereduesdeconsumosdeguade42,5%.NalinhaSchenk,nostrapsI
e II conseguiramse redues de 55,6% e no trap III 80,7%. Em termos monetrios estas
reduesrepresentam7484(/ano).
Palavraschave:Fabricaodemosto,ebulio,optimizaoenergtica,cerveja.
v
Abstract
Ebullition is one of the last stages of production of brewer wort and one that requires more
energytoreachitsgoals.Itisoneoftheleastunderstoodphases,butofextremeimportance
forbiochemicalstabilizationofwortaswellasthecolloidalstabilityofthebeer.
In the Nordon and ZiemannMeura rooms tests have been executed to lead to energetic
optimizationoftheebullitionstage.TheDynamicBoilingconcepthasbeenchosenfromthose
tests, once it requires less steam consumption and also because it respects the imposed
restrictions on beer quality. The characterization of the ebullition profiles depends on the
controlalgorithmandtheebullitionsystemasitfollows:
NordonRoom(wortrecirculationspeedat100%atalllevels)
o PhaseI:15minutesat104C
o PhaseII:45minutesat101C
o PhaseIII:10minutesat104C
ZiemannMeuraRoom
o PhaseI:15minutesat3,1barwithrecirculationspeedat55%
o PhaseII:30minutesat2,5barwithrecirculationspeedat30%
o PhaseIII:15minutesat3,1barwithrecirculationspeedat55%
On the first level there is a thermal degradation of Smethylmethionine (SMM) in dimethyl
sulphide(DMS),theisomerisationofthehopcomponentsisgrantedandthewortissterilized.
The second phase allows significant reductions in the specific steam consumption. The
bubbling, which is necessary for the removal of undesirable volatile compounds, is granted,
too. Finally the temperature is raised to take advantage of the mass transfer area increase
duringwortpumpingtothedecanter.Theintentionistofacilitatetheremovalofundesirable
volatilecompounds.
The reduction of specific steam consumption is of 43,2% in the Nordon room, which is
equivalent to 258 734 (/year). In the Ziemann room the evaluations show a reduction of
38,8%oftheevaporationrate.Ontheotherhand,itwaspossibletoreducethesameratesin
33,2% in the Meura room. The reduction of the evaporation rates in these rooms allow a
savingof63700(/year).
IntheNordonroomtheebullitionsexecutedwithreductionofthewortrecirculationspeedby
50%, in phase II, indicate reductions of specific steam consumption of 50,6% and respect the
qualityparametersofthefinalproduct.Thosesteamconsumptionreductionsindicatesavings
ofabout300000(/year)andthatiswhyitisaprofilewhichisworthexploring.
At the same time, in the rinsing phase, optimization of water consumption has been
performedonthetrapfiltersontheOrionandSchenkbeerfiltrationlines.ForthetrapsIandII
of the Orion line, water consumption reduction of 42,5% were achieved. On the Schenk line,
on traps I and II, the reductions were of 55,6% and on trap III of 80,7%. In monetary terms
thesereductionsrepresent7484(/year).
Keywords:Wortproduction,boiling,energyoptimization,beer.
vi
ndice
1. Introduo 1
1.1. Enquadramentoeapresentaodoprojecto 1
1.2. Contributosdotrabalho 1
1.3. Organizaodatese 2
2. Estadodaarte 3
2.1. Umpoucodehistria 3
2.2. Oprocessoindustrialdeproduodecerveja 3
2.2.1. Matriasprimas 3
2.2.2. Fasedefabricodomosto 3
2.2.3. Fasedeadegas 4
2.3. Etapadeebulio 5
2.3.1. Principaisobjectivosdaebulio 5
2.3.2. Consideraesenergticas 5
2.3.3. Principaisalteraesbioqumicasqueocorremduranteaebulio 5
2.3.4. Factoresqueafectamaebulio 7
2.3.5. Influnciadaconfiguraodosistemadeebulio 7
3. Descriodatcnica 8
3.1. Levantamentodedados 8
3.2. Definiodosparmetrosemestudo 8
3.3. Organizaoedenominaodosensaios 8
3.4. Condiesderealizaodosensaios 9
3.5. Acompanhamentoeavaliaodaperformancedosensaios 9
3.5.1. Abaixamentodosconsumosespecficosdevapor 10
3.5.2. Taxasdeevaporao 10
3.5.3. Taxasdeisomerizao 10
4. OptimizaodaetapadeebulionasalaNordon 11
4.1. Sistemadeebulio 11
4.2. Ensaiosrealizados 11
4.3. Impactosnofabricodomosto 13
4.3.1. Consumosespecficosdevapor 13
4.3.2. Taxasdeevaporao 14
4.3.3. Taxasdeisomerizao 16
4.4. Impactosnaqualidadedacerveja 17
4.4.1. Resultadosdequalidadeecontroloorganoltico 17
4.4.2. lcoois/esteres 19
4.4.3. Estabilidadecoloidal 20
4.5. Impactoseconmicos 21
4.6. Oportunidadesdemelhoria 22
4.6.1. Implementaodeumsistemaderecuperaoearmazenamentodeenergia23
4.6.1.1. CenrioI 23
4.6.1.2. CenrioII 24
4.6.1.3. CenrioIII 25
4.6.1.4. Dimensionamentodosequipamentos 26
vii
4.6.1.5. Comparaoentrecenrios 26
4.6.2. Controlo 27
4.6.2.1. Alteraodoalgoritmodecontrolobsico 27
4.6.2.2. Implementaodeumsistemadecontroloaumentado 28
5. OptimizaodaetapadeebulionassalasZiemanneMeura 30
5.1. Levantamentodedados 30
5.2. Ensaiosrealizados 31
5.3. Impactosnofabricodomosto 32
5.3.1. Taxasdeevaporao 32
5.3.2. Taxasdeisomerizao 33
5.4. Impactosnaqualidadedacerveja 33
5.4.1. Resultadosdequalidadeecontroloorganoltico 33
5.4.2. lcoois/esteres 34
5.4.3. Estabilidadecoloidal 34
5.5. Impactoseconmicos 35
5.6. Oportunidadesdemelhoria 35
6. Optimizaodosconsumosdeguanoenxaguamentodosfiltrostrap 36
6.1. Definiodasvariveisemestudoerestriesdosistema 37
6.2. LinhaOrion 37
6.2.1. TrapsI/II 37
6.3. LinhaSchenk 38
6.3.1. TrapsI/II 38
6.3.2. TrapsIII 38
6.4. Impactoseconmicos 39
6.5. Oportunidadesdemelhoria 39
7. Concluses 41
7.1. OptimizaodaetapadeebulionasalaNordon 41
7.2. OptimizaodaetapadeebulionassalasZiemanneMeura 41
7.3. Optimizaodosconsumosdeguanoenxaguamentodosfiltrostrap 42
7.4. Sugestesparatrabalhofuturo 42
8. Bibliografia 43
AnexoAPrincipaisalteraesbioqumicasqueocorremnomostonaetapadeebulio
AnexoBParmetrosmonitorizadosaolongodecadaetapa
AnexoCEspecificaesparaasanlisesdequalidade
AnexoDModelomatemticodacaldeiradeebulio
AnexoEAnliseestatstica:BrancovsEC1
AnexoFDimensionamentodosequipamentosdosistemadearmazenamentoerecuperao
deenergia
AnexoGAvaliaodopotencialdepoupanasmssicaseenergticasdoactualsistemade
ebuliodasalaNordon
AnexoHPropostadealteraodoalgoritmodecontrolobsico
AnexoINecessidadesdevapornoperfilEC1
AnexoJErrosnosperfisdeebulio
AnexoLPropostadealteraodosprogramasdeenxaguamentodosfiltrostrap
viii
Listadefiguras
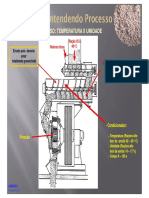
Figura 1 Circuito de produo do mosto, da sala Nordon. As linhas a preto representam
correntes de mosto e as linhas a vermelho o circuito do vapor necessrio para provocar as
elevaesdetemperaturasdesejadas.
Figura2Principaisalteraesbioqumicasqueocorremduranteafasedeebuliodomosto
cervejeiro,anlisegrfica.
Figura3RepresentaoesquemticadosistemadeebuliodasalaNordon.
Figura 4 Consumos especficos de vapor e taxas de evaporao registadas para fabricos
consecutivos.BarrasaclarosoperfilbrancoebarrasescuroperfilEC1.
Figura 5 Representao do efeito de emisses gasosas que ocorrem directamente para o
interiordaesteiraprxima.EnvolvnciadanaveindustrialdasaladefabricoNordon.
Figura6ResultadosdasanlisesdeestabilidadecoloidalrealizadasnoequipamentoAnalyser
2000PPT.Anlisegrfica.Orectnguloaverdedelimitaazonademaiorestabilidadecoloidal.
Figura7Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrio
I. As linhas a laranja representam correntes de mosto, as linhas a vermelho representam
correntes de energia (gua quente) e as linhas a azul representam os vapores libertados
duranteafasedeebulio.
Figura8Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrio
II.
Figura9Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrio
III.
Figura10Pirmidedocontrolodeprocessos.
Figura 11 Proposta para a implementao de um sistema de controlo inteligente, onde X
n
representa variveis que influenciam a ebulio e possveis de ser medidas, por exemplo as
condiesambientais.ModeloMultipleInputSingleOutput(MISO).
Figura12RepresentaoesquemticadascaldeirasdeebuliodasalaZiemannMeura.
Figura 13 Resultados das anlises de estabilidade coloidal realizadas no equipamento
Analyser2000PPT.Anlisegrfica.Orectnguloaverdedelimitaazonademaiorestabilidade
coloidal.
Figura14RepresentaoesquemticadaslinhasdefiltraoOrioneSchenk.Posiorelativa
dosvriosfiltrostrap.
ix
Listadetabelas
Tabela1SituaoactualdosparmetrosdecontrolodomostoPilsen,nasalaNordon.
Tabela2Definiodosdiferenteslimitesqueconstituramopontodepartidaedosensaios
posteriormenterealizados,paraaoptimizaodaetapadeebuliodosistemadeebulioda
salaNordon.
Tabela3Consumosespecficosdevapor,abaixamentoseintervalodeconfianaa95%para
a mdia normal dos consumos de vapor com varincia desconhecida. O nmero de amostras
refereseaonmerodefabricos.
Tabela 4 Taxas de evaporao, abaixamentos e intervalo de confiana a 95% para a mdia
normaldastaxasdeevaporaocomvarinciadesconhecida.Onmerodeamostrasreferese
aonmerodefabricos.
Tabela5Taxasdeisomerizao,aumentosconseguidoseintervalodeconfianaa95%para
amdianormaldastaxasdeisomerizaocomvarinciadesconhecida.Onmerodeamostras
refereseaonmerodefabricos.
Tabela6Resultadosdecontrolodequalidade,dosensaiosrealizadosnasalaNordon.
Tabela 7 Resultados de controlo de qualidade, dos parmetros colorao, turvaes e
controleorganoltico.
Tabela8Resultadosdasanlisesdeperfilaromtico.Resultadosdasanlisesdeacetaldado,
DMSelcoois.
Tabela 9 Resultados das anlises de perfil aromtico. Resultados das anlises de steres e
razolcoois/steres.
Tabela10Impactoeconmico,dosperfistestados,naetapadeebulio,nasalaNordon.
Tabela 11 Dimensionamento dos equipamentos para o sistema de recuperao e
armazenamentodeenergia.
Tabela 12 Rendimentos, relativo e global, e recuperaes anuais previstas, para cada
cenrio,devidoimplementaodeumsistemaderecuperaoearmazenamentodeenergia.
Tabela13 SituaoactualdosparmetrosdecontrolodomostoPilsen,nassalasZiemanne
Meura.
Tabela 14 Definio dos diferentes ensaios que constituram o ponto de partida para a
optimizaodaetapadeebuliodosistemadeebuliodasalaZiemannMeura.Acontagem
dotempo,nocontrolador,decrescente.
Tabela 15 Taxas de evaporao, abaixamentos das taxas de evaporao e intervalo de
confianaa95%,paraamdiadastaxasdeevaporao,nasalaZiemann.
x
xi
Tabela 16 Taxas de evaporao, abaixamentos das taxas de evaporao e intervalo de
confianaa95%,paraamdiadastaxasdeevaporao,nasalaMeura.
Tabela 17 Taxas de isomerizao, aumento das taxas de isomerizao e intervalo de
confianaa95%,paraamdiadastaxasdeisomerizao,nasalaZiemannMeura.
Tabela 18 Resultados, de controlo de qualidade, dos ensaios realizados na sala Ziemann
Meura.
Tabela 19 Resultados de controlo de qualidade, dos parmetros colorao, turvaes e
controleorganoltico.
Tabela 20 Resultados das anlises de perfil aromtico. Resultados das anlises de
acetaldado,DMSelcoois.
Tabela 21 Resultados das anlises de perfil aromtico. Resultados das anlises de
acetaldado,steresderazolcoois/steres.
Tabela22Situaodareceitadeenxaguamentoantesdosensaiosdeoptimizao.
Tabela23Situaodareceitadeenxaguamentoanteseapsosensaiosdeoptimizao.
Tabela24Situaodareceitadeenxaguamentoantesdosensaiosdeoptimizao.
Tabela 25 Proposta para alterao dos programas de enxaguamento dos filtros trap, nas
linhasOrioneSchenk.
1. Introduo
1.1. Enquadramentoeapresentaodoprojecto
Este projecto foi desenvolvido no mbito da disciplina de Projecto de desenvolvimento em
ambiente empresarial, do Mestrado Integrado em Engenharia Qumica da Faculdade de
EngenhariadaUniversidadedoPorto.
Os trabalhos foram realizados nas instalaes da Unicer Bebidas de Portugal, SGPS, SA, no
centrodeproduodecervejasdeLeadoBalio,emMatosinhos.
Osobjectivosdestetrabalhoforamaoptimizaoenergticadaetapadeebulio,mantendo
a estabilidade coloidal, caractersticas fsicoqumicas e sensoriais da cerveja. Optimizaramse
asetapasdeebulionassalasNordoneZiemannMeura.
A ttulo de trabalho extraordinrio realizaramse ensaios de optimizao dos consumos de
gua, na fase de enxaguamento, dos filtros trap nas linhas de filtrao de cerveja, Orion e
Schenk.
Esteprojectofoidesenvolvidoemvriasfases.Destacamseoestudodoprocessoindustrialde
produo de cerveja e estudo de bibliografia especializada s quais se seguiram as fases de
experimentaoeinterpretaoderesultados.
1.2. Contributosdotrabalho
Este projecto permitiu alterar os comportamentos dos colaboradores, no que respeita ao
controlo de ndices de qualidade e constante monitorizao das quantidades de energia
necessriasnafasedeebulio.
Istolevousuaconsciencializaoparaorealvalordaenergia.Demonstrousequepossvel
produziromesmomostocomndices dequalidadeidnticosutilizandomenoresquantidades
de energia. Reduziuse assim as emisses para a atmosfera de vapor de gua, compostos
orgnicosvolteisedixidodecarbono,resultantedaqueimadafontedeenergiaprimria,o
fuelleo.
AsprincipaisinovaesdevemseimplementaodoconceitoDynamicBoilingealteraodo
algoritmo de controlo, o que permitiu o abaixamento das taxas de evaporao e ganhos
energticossignificativos.
Propsseaindaaimplementaodeumsistemaderecuperaoearmazenamentodeenergia
bem como a alterao da lgica de controlo bsico e implementao de um algoritmo de
controloaumentado.
1.3. Organizaodatese
No captulo 2 fazse uma exposio do estado da arte do processo tecnolgico de fabricao
de cerveja. Fazse ainda uma exposio dos objectivos da etapa de ebulio do mosto,
principaisalteraesbioqumicasqueocorremefactoresqueafectamaebulio.
No Capitulo 3 descrevese a estratgia adoptada para a realizao de ensaios e mostrase a
formadeavaliaododesempenhodecadaensaio.
No captulo 4 descrevemse os ensaios realizados na sala Nordon e fazse a anlise dos
resultados obtidos. De forma a minimizar os consumos especficos de vapor, propemse
alteraes actual configurao do sistema de ebulio. Apresentamse vrios cenrios
possveisparaaimplementaodestasalteraes eumaprevisonosimpactosde consumos
de vapor. Propemse tambm a alterao da lgica de controlo e implementao de um
algoritmodecontroloaumentado.
No captulo 5 apresentamse os ensaios realizados nas salas Ziemann e Meura e discutemse
osresultadosobtidos.Apresentamsetambmalgumasoportunidadesdemelhoria.
No captulo 6 discutemse os resultados obtidos na optimizao dos consumos de gua, na
fase de enxaguamento, dos filtros trap das linhas de filtrao Orion e Schenk. Propemse
tambm a alterao dos programas de enxaguamento de forma a minimizar os consumos de
gua,mantendoacapacidadedefiltraoeostemposdevidadosfiltros.
Porltimo,nocaptulo7,expemseasprincipaisconclusesesugestesparatrabalhofuturo.
2. Estadodaarte
2.1. Umpoucodehistria
Aorigemdacervejaperdesenotempo.Ossumrios,em7000anosA.C.jproduziambebidas
fermentadas. No entanto s h cerca de 100 anos atrs que esta bebida passou a ser
estudada desconhecendose ainda hoje todas as reaces que ocorrem na sua produo.
Assim, a aco da arte cervejeira essencialmente baseada em conhecimentos tericos e
empricosacumuladosaolongodossculos[1].
2.2. Oprocessoindustrialdeproduodecerveja
2.2.1. Matriasprimas
A cerveja uma bebida fermentada por leveduras seleccionadas do gnero Sacharomyces e
obtidaapartirdegua,malte,lpuloeoutroscereaisnomaltados[13].
Omalteobtidoapartirdagerminaocontroladadacevada.aprincipalfontedeenzimase
deamido,sendotambmumafontedenutrientesquefavoreceocrescimentodalevedura.O
milho o principal cereal no maltado utilizado, que depois de lhe ser extrada a gordura
modo e denominado gritz. A utilizao destes cereais tem como finalidade diminuir a
quantidade de protenas existentes no mosto. O lpulo, planta aromtica, confere o sabor e
aroma de amargo caracterstico. A gua usada tem de ser potvel e possuir uma composio
mineralgicaadequada.Daqualidadedestasmatriasprimasdependeaqualidadedoproduto
final[13].
2.2.2. Fasedefabricodomosto
O processo iniciase com a recepo e ensilagem de matriasprimas como o malte e o gritz.
Cadaumdestesmateriaisconduzidoasilos,ondesoarmazenadosseparadamente.Iniciase
entoafabricaodomostoquecompreendevriasetapas.
Amoagemdomalteconsistenatransformaodogroemfarinhaparapermitirquetodosos
nutrientes esto acessveis s enzimas, em especial o amido que se pretende degradar em
glicose.
Segueseabrassagem,realizadanascaldeirasdecaldas,empastagemesacarificao,como
semostranafigura1.Aquipromoveseodesdobramentodoamidoemacares,poracode
enzimas, e amilases, adicionase cloreto de clcio para estimular a sua aco. Esta fase
ocorre em gamas de temperaturas compatveis e pH ligeiramente cido. Simultaneamente
tambmocorreatransformaodasprotenasdomalteemaminocidos[15].
Depois deste processo esta infuso enviada ao filtro, onde se separa a fase lquida da fase
slidadomosto.Afaseslidaconstitudaporfragmentos decascasdomalte,denominase
drche,erejeitada[13,6].
3
Sacarificao Empastagem Empastagem Caldas Caldas TanqueTampo
Permutador
Tanque
de
Ebulio
Permutador
Tanquesde
Lpulo
FiltrodePlacas
Drche
ParafusodeArquimedes
SilodeDrche
Drhepara
comercializao
Gritz Malte Trouble
Pio
Trouble
Decantador
Adegas
gua
cido
gua
CaCl2
cido
gua
CaCl2
cido
CaCl2
Vapordegua vivo
vindo da unidadede
fluidoseenergia
Agua quente
Cervejarecuperadado
enchimento
Vapordegua vivo
vindo da unidadede
fluidoseenergia
Tanque
degua
quente
ZnCl2
Extracto de
Lpulo
Cervejarecuperadada
levedura
Figura1Circuitodeproduodomosto,dasalaNordon.Aslinhasapretorepresentamcorrentesdemostoeas
linhasavermelhoocircuitodovapornecessrioparaprovocaraselevaesdetemperaturasdesejadas.
A fase lquida segue para a caldeira de ebulio onde se provoca a fervura de forma a
estabilizaracomposiodomosto[13,79].Aquiadicionasecloretodezincoparaestimular
o crescimento da levedura na fase seguinte. De seguida o mosto enviado a um decantador
onde repousa, os constituintes mais pesados agregamse e sedimentam, constitui o trouble.
Ocorredepoisoarrefecimentodomosto.Estasetapassorepresentadasnafigura1.
2.2.3. Fasedeadegas
Ocorreemvriasetapassendoasmaisimportantesafermentao,maturaoeestabilizao
afrio,estasfasesocorremnascubasdefermentao.Seguesedepoisaclarificao.
Na fermentao transformamse os acares do mosto, por aco da levedura, em lcool e
dixido de carbono. Formamse ainda alguns esteres, cidos e lcoois superiores que vo
conferirpropriedadesorganolticascerveja.
A maturao iniciase quando se esgotam os acares fermentveis. A levedura consome
outrosnutrientespresentes,quenooacar,possibilitandoorefinardopaladardacerveja.
Seguese a estabilizao a frio. Consiste em promover a agregao de protenas instveis,
leveduras, resinas e polifenois de modo a ser mais fcil a sua eliminao, promovendose a
estabilidade coloidal. Ocorre a temperaturas baixas, com formao de complexos protenas
polifenois,responsveispelaturvao[13].
4
Por ltimo procedese clarificao da cerveja. Consiste em fazer passar a cerveja numa
centrfugapararetiraralevedura,depoisnumfiltrodeterradediatomceaspararetenode
protenas e finalmente num filtro de polivinilpolipirolidona (PVPP) para a extraco de
polifenois.Acervejafiltradaapresentasecomumaspectocristalino[13,1013].
Nesta fase a cerveja segue para tanques onde armazenada e aguarda o enchimento,
podendoseracondicionadaemdiferentestiposdeembalagens.
2.3. Etapadeebulio
2.3.1. Principaisobjectivosdaebulio
Sendo o objectivo deste projecto a optimizao da etapa de ebulio, no poderia deixar de
fazeraquiumaanlisemaisprofunda.Assim,opropsitodestafaseestabilizaracomposio
qumicaemicrobiolgica,domosto[13,7],recorrendoa:
Esterilizaodomostoeinactivaodasenzimas;
Solubilizaoeisomerizaodosprincpiosactivosdolpulo;
Precipitao de protenas instveis e outras substncias, promovendo a estabilidade
coloidal;
Eliminaodesubstnciasvolteisindesejveis,porevaporao.
2.3.2. Consideraesenergticas
A fase de ebulio requer grandes quantidades de energia e representa cerca de 40% dos
gastosenergticostotaisdeumacervejeira.
Parte da energia requerida na fase de ebulio recuperada durante o arrefecimento do
mosto, contudo a energia adicional necessria para evaporar o vapor de gua durante a
fervuraperdidaatravsdachamin.Existemvriasformasderecuperarestaenergiaperdida
porevaporao.Amaiseficienteareduodastaxasdeevaporao,actualmenteosvalores
de referncia encontramse entre os 4% e 9%, dependendo da configurao do sistema de
ebulio[13,7].
2.3.3. Principaisalteraesbioqumicasqueocorremduranteaebulio
Deformaaperceberasconsequnciasdoabaixamentodastaxasdeevaporaonecessrio
entender as principais alteraes que ocorrem no mosto durante a fase de ebulio. Estas
alteraesestosumarizadasnafigura2etratadascommaiordetalhenoanexoA[7].
ODMSproduzidoduranteaebuliorapidamenteperdidoporevaporao.Noentantoasua
formaocontnuaentreofimdaebulioeoarrefecimentodomosto[14].ODMSpresente
no mosto arrefecido no perdido, uma parte pode ser produzido durante a fermentao, e
persistenoprodutofinal[13,813],comoseexplicanoanexoA.
Aquecimento
Iniciodeebulio:
Inactivaodasenzimas:asenzimasficaminactivadasentreos5075C
Esterilizaodomosto:acimados90Ctodososmicrorganismosforamdestrudos,exceptoosesporosdostermfilos
Fimdeebulio:
t
12
DMS
= 35m|m:70minrequeridosparaaexpulsoquasetotaldoDMS
Concentraodomosto:dadapelataxadeevaporaoeocorreaolongo
detodaaetapadeevaporao(valoresdereferenciasituamseentreos
4%e9%dependendodosistema)
Mximodeisomerizaoentreos60a70min
Perdadeleosaromticos:aofimde60a90minperderamsequasena
totalidade
Incrementonacolorao:ocorreaolongodetodaaetapa
ReduodepH:aolongodetodaaetapa
Ebulio
30Minutosapsiniciodeebulio:
Isomerizao:cercade90%doscidosestoisomerizadosemisocidos
Figura2Principaisalteraesbioqumicasqueocorremduranteafasedeebuliodomostocervejeiro,anlisegrfica[7].
6
2.3.4. Factoresqueafectamaebulio
Os engenheiros desenvolveram designs de sistemas de ebulio que maximizam as
transferncias de calor e minimizam as taxas de formao de fouling. Por outro lado os
cervejeiros tm critrios geralmente focados na formao de certos compostos e eliminao
deoutros[13,1420].
As principais caractersticas do mosto que afectam a ebulio so de natureza fsicoqumica.
So elas a massa molecular, viscosidade, composio em carbonatos e protenas bem como
tiposdesubstnciasamargaspresentes[20].
Aebulioprovocadacustadetransfernciadecalorentreovaporeomosto,geralmente
em permutadores tubulares. A presso do vapor, directamente relacionada com a
temperatura,umfactordeterminanteparaumaboaebulio[20].
2.3.5. Influnciadaconfiguraodosistemadeebulio
As modernas caldeiras de vapor so predominantemente permutadores de carcaa e tubos
verticais instalados no interior ou exterior de um tanque onde se encontra o mosto. A forma
comoefectuadaarecirculaodomostoeonmerodevezesqueestepassanopermutador
afectasignificativamenteaqualidadedomosto[13,7,14,15].
Nestespermutadoresatransfernciadecalorocorreatravsdeparedescilndricasedasvrias
resistnciastrmicascondutivaseconvectivasassociadas.Normalmente,ofluidocirculanteno
interiordostubosovapor,fluidoquente,enacarcaacirculaomosto,fluidoaseraquecido.
Desta forma podese aplicar a lei de Newton para a transferncia de calor, que permite
calcular o caudal trmico. Por analogia com a lei de Ohm(I = IR), pode ser reescrita da
ntef ma: segui or
=
1
1
UA
=
1
R
tctcl
=
1
cpcr
-1
mcstc
R
tctcl
(1)
A resistncia total transferncia de calor pode ser calculada a partir das leis de Fourier e
Newton para a transferncia de calor com associao de resistncias em srie, por analogia
ma deOhm[20] co lei .
R
totuI
=
1
h
cpcr
A
cpcr
+
x
p
k
p
A
mg
+
1
h
]culing
A
]culing
+
1
h
mcstc
A
mcstc
(2)
Recentemente desenvolveremse sistemas de condensao de vapores das caldeiras e
sistemas de armazenamento de energia. Os sistemas de condensao de vapores permitem
aumentar a evaporao de DMS de cerca de 80% para 90%. Por seu lado, os sistemas de
armazenamento de energia permitem baixar significativamente os consumos energticos no
fabricodemosto[13,2124].
Por outro lado, novas tcnicas de optimizao por integrao de processos mostram
resultados espectaculares na reduo dos consumos energticos e mssicos. Destas tcnicas
destacaseatecnologiadePinch[2534].
7
3. Descriodatcnica
3.1. Levantamentodedados
Numa primeira abordagem, para a execuo deste projecto, efectuouse um estudo do
processo de produo de cerveja, de forma a compreender todas as etapas envolvidas e a
importncia da etapa de ebulio no processo global, como se descreveu na seco anterior.
Depois fezse um estudo exaustivo da etapa de ebulio recorrendo a bibliografia
especializada, identificando as variveis de maior importncia. Fezse o levantamento destas
variveisparaomostoPilsen,tipodemostosujeitoaensaios,comosemostranatabela1.
Tabela1SituaoactualdosparmetrosdecontrolodomostoPilsen,nasalaNordon.
Temperaturadomostosadadopermutador 104C
Tempodeebulio 70Minutos
Tempodeiniciodeentradadeglicose Minuto10
Tempodeentradadolpulo Dos0aos60minutos
Tempodeentradadocloretodezinco Dos63aos70minutos
Velocidadedeagitaodabombaduranteaebulio 100%
3.2. Definiodosparmetrosemestudo
Para a realizao dos ensaios procurouse perceber, numa primeira abordagem, qual a
influncia da temperatura do mosto sada do permutador e do tempo de ebulio, no
produto final e impacto nos consumos energticos. Estes parmetros foram estudados
isoladamenteeemconjunto.Posteriormente,numafasemaisavanadaestudouseoimpacto
davelocidadedeagitaodabomba,i.e.,diminuisearecirculaodomostoaopermutador.
3.3. Organizaoedenominaodosensaios
De acordo com a seco anterior, e para facilitar o tratamento dos resultados experimentais
bem como a representao destes dados e apresentao de concluses de forma clara e
objectiva,osensaiosencontramseorganizadosporlimites.
LimiteAalteraonatemperatura;
LimiteBalteraonotempo;
LimiteCalteraonatemperaturaetempo.
Denominamseaindaosexperimentosdaseguinteforma:
1Letraindicaquesetratadeumensaio;
2Letraindicaqualolimiteemteste(limiteA,BouC);
1Numerotipodevariaodentrodolimite.
8
3.4. Condiesderealizaodosensaios
Cadaconjuntodequatrofabricos/ebuliessegueparaumacubadefermentao,assimestes
quatrofabricosvoconstituirumensaio/perfildeebulioemteste.Porcadaensaiorealizado
sotambmrealizadosfabricosembranco,deacordocomascondiesactuais,seco3.1.
Durante a etapa de ebulio garantiuse que quer nos brancos quer nos ensaios os perfis de
ebulio foram os que se pretendiam estudar. Quando se registaram desvios, por falha
humana, por falha do autmato ou por avaria de equipamentos, ento esta anlise
comparativafoicanceladaeosresultadosadquiridosdesprezados.
Os perfis de ebulio em teste e os ensaios em branco seguem para cubas de fermentao
independentesesquaissegarantiuquesoincutidasasmesmascondiesdefermentao,
incluindoamesmalevedura.Estesensaiossodirectamentecomparveis.Esteprocedimento
garante que se algo correr mal, durante a fermentao, estamos numa das seguintes
situaes:
O branco e o ensaio apresentam problemas de fermentao, ento no fica provado
queosproblemassodevidoaoensaio.Oensaiovoltaasertestado;
A fermentao do branco corre bem e na do ensaio registamse problemas, ento
descartaseesteensaiopoisoperfildeebuliotestadoprovocamsfermentaese
oensaionovoltaasertestado.
Cadaensaiorealizadopelomenosduasvezesparagarantirummnimodereprodutividade.
Estetipodeanlisecomparativapermitedespistareventuaisproblemasnosensaiosegarantir
ummnimodeconfiananosresultadosobtidos.
3.5. Acompanhamentoeavaliaodaperformancedosensaios
Ao longo da realizao dos ensaios foram sendo acompanhados diversos parmetros de
relevncia, em funo da etapa de produo da cerveja, para a monitorizao e avaliao do
desempenhodecadaensaio.NoanexoBexpemseosparmetrosacompanhados.
A monitorizao destas variveis gera informao. Por comparao dos valores dos ensaios
comosbrancoseporcomparaocomoslimitesdeespecificaodasanlisesoucomvalores
presentes na bibliografia permite avaliar o desempenho de cada ensaio. Os valores
especificadosparacadatipodeanliseencontramsenoanexoC.
Nassecesseguintesexpemseaformadeclculodealgumasmedidasdeperformance.
3.5.1. Abaixamentodosconsumosespecficosdevapor
Esta medida de performance obtida directamente por comparao entre o ensaio e o
branco. Fazse uso do contador de vapor, existente na linha de admisso de vapor ao
permutadordacald bulio. eiradee
Rcc
upo
(%) =
_
conumos
cspcc]cos
dc upo
_
brcncc
-_
conumos
cspcc]cos
dc upo
_
cnscic
_
conumos
cspcc]cos
dc upo
_
brcncc
1uu (S)
Osconsumosespecficosdevaporsodadospeloquocienteentreasleiturasdevapor,nafase
deebulio,easleiturasdemosto,dadaspelocontadorexistentenaetapadearrefecimento
demosto.
3.5.2. Taxasdeevaporao
Paraestaavaliaofoinecessriomediroextractonoincioenofimdaebulio.Registaram
setambmamassadexaropedeglicoseadicionadaebulio,osvolumesdofabrico,retorno
decervejaeguadediluio.
Ioxo c:op. = 1 -
_
Extrcctc
inicic
cbulic
_
_
Extrcctc
]im
cbulic
_j[
vclumc
]cbricc
-[
vclumc
rctcrnc
[1000,96-_
Mcssc
xcrcpc
gliccsc
_0,8
j[
voIumc
]ubco
-[
voIumc
ctono
[1000,96
+
_
voIumc
guu
dIuo
_
[
voIumc
]ubco
(4)
Astaxasdeevaporaorepresentamumamedidadeperformanceimportante.Quantomaior
for esta taxa, maior so as perdas de massa de gua por evaporao atravs da chamin da
caldeira e maiores so as perdas energticas deste sistema. Por outro lado a evaporao
necessriaparaeliminarcompostosvolteisindesejveis.
3.5.3. Taxasdeisomerizao
Aqui foi necessrio retirar amostras de mosto frio, nos ensaios realizados, para se analisar
previamenteoamargordomostofrio.
Ioxo isomcrizoo (%) =
_
numco dc
Iutus dc
cxtucto dc
IupuIo
_0,45
_
umugo do
mosto ]o
]10
-6
[
voIumc
mosto ]o
1uu (S)
As taxas de isomerizao representam a capacidade do perfil de ebulio em isomerizar os
princpios activos do lpulo, assim quanto maiores forem estas taxas melhor o
aproveitamento que se faz destes princpios activos. A isomerizao das substncias amargas
dolpuloumdosobjectivosdaetapadeebulio.
10
4. OptimizaodaetapadeebulionasalaNordon
4.1. Sistemadeebulio
O sistema de ebulio instalado na sala Nordon constitudo por um tanque de ebulio ao
qual est acoplado um permutador de carcaa e tubos vertical, localizado no exterior deste
tanque,comosemostranafigura3.
Omostovindodopermutadorentranotanqueatravsdeumsistemadedisperso.Areade
transferncia de massa a rea da seco recta da caldeira que aumentada pelo cone de
mosto que se forma devido ao sistema de disperso, constitudo por um chapu na fase
terminal,figura3.Estesistemapermitemelhoraralibertao,porevaporao,doscompostos
volteisindesejveis.OmodelomatemticodestesistemadinmicoencontrasenoanexoD.
Figura3RepresentaoesquemticadosistemadeebuliodasalaNordon.
4.2. Ensaiosrealizados
Foi adoptada uma abordagem holstica para a optimizao deste sistema de ebulio. Foram
definidos inicialmente trs limites, de acordo com a seco 3.3, que constituram o ponto de
partida para este trabalho. Foram eles os ensaios EA1, EB1 e EC1. Estes perfis foram sempre
comparadoscomoperfildecontrolo/Branco,definidonaseco3.1.
Posteriormente, verificouse que os ensaios EA1 e EB1 no so energeticamente to
vantajososquantooensaioEC1.Assim,determinadaadirecodepesquisa,foramrealizados
novosensaios(EC2,EC3eEC4)deformaaexplorarmelhorestelimite.Acaracterizaodestes
ensaiosestdefinidanatabela2.
11
Tabela2Definiodosdiferenteslimitesqueconstituramopontodepartidaedosensaiosposteriormente
realizados,paraaoptimizaodaetapadeebuliodosistemadeebuliodasalaNordon.
Branco:Temperaturaconstanteetempoconstante(perfildecontrolo)
Brc 70min104C
LimiteA:Temperaturavariveletempoconstante
EA1 70min103C
LimiteB:Temperaturaconstanteetempovarivel
EB1 65min104C
LimiteC:Temperaturavariveletempovarivel
EC1 15min104C
45min101C
10min104C
EC2 15min104C
40min101C
10min104C
EC3 15min104C
45min101Ccomvelocidadedeagitaodabombaa50%
10min104C
EC4 15min104C
47min101C
8min104C
EmrelaoaoensaioEC1,oensaioEC2consisteemmenos5minutosdeebulionopatamar
intermdio.Comesteensaiopretendeseestudarainflunciadotempo.
OensaioEC3idnticoaoEC1masbaixouseavelocidadedeagitaodabombaem50%,no
patamar intermdio, pretendese estudar a influncia deste parmetro nos consumos
energticos e qualidade da cerveja final, face ao ensaio EC1. Para todos os outros perfis de
ebulio,eemtodosospatamares,avelocidadedeagitaodabombade100%.
O ensaio EC4 decorre da observao experimental de que a temperatura sada do
permutadordemora8minutosapassardos101Caos104C.Comesteensaiogaranteseque
quando a etapa de ebulio termina o mosto atingiu aquela temperatura. Pretendese tirar
partidodosenormescaudaisdevaporqueseconsomemnestafase.EmrelaoaoensaioEC1
otempodeebuliomantmseconstante.
Ao limite C chamase de Dynamic Boiling, pretendese tirar partido da possibilidade que o
sistema de controlo oferece em se realizar ebulies em 3 fases o que no acontece com o
branco,ebuliorealizadaemapenasumafase.Alterasedestaformaafilosofiadecontrolo.
12
No primeiro patamar, do Dynamic Boiling, pretendese promover a degradao trmica da S
metilmetionina (SMM) em dimetilsulfito (DMS) de forma intensa, garantese ainda a
isomerizaodoscomponentesdolpuloeaesterilizaodomosto.
Na segunda fase esperamse abaixamentos significativos nos consumos de vapor, em relao
ao branco, e tirase partido da manuteno da temperatura do mosto acima dos 100C,
garantindoborbulhento.Istoacontecedevidocapacidadecalorficadomostosercercade4
vezessuperiordagua.
No envio do mosto ao decantador, este entra pela parte superior deste equipamento e verte
pelas paredes. Isto permite um aumento brusco na rea da interface mosto/ar facilitando a
remoo de compostos volteis indesejveis. Na ltima fase do limite C aumentase a
temperaturadomostoparasetirarpartidodestasituao.
Osresultadosobtidosnestesensaiosestotratadosnassecesseguintes.
4.3. Impactosnofabricodomosto
4.3.1. Consumosespecficosdevapor
Osabaixamentosdosconsumosespecficosdevaporsocalculadoscomosemostranaseco
3.5.1. Os resultados obtidos apresentamse na tabela 3, juntamente com uma anlise
estatstica. Apresentamse os intervalos de confiana a 95% para os consumos especficos de
vaporparacadaperfildetemperaturas.
Tabela3Consumosespecficosdevapor,abaixamentoseintervalodeconfianaa95%paraamdianormaldos
consumosdevaporcomvarinciadesconhecida.Onmerodeamostrasrefereseaonmerodefabricosvalidados.
Ensaio
N
Amostras
Consumos
especficosde
vapor
(kg/hl
mosto
)
Abaixamentodos
consumos
especficosdevapor
(%)
Intervalodeconfianaparaa
mdiadosconsumos
especficosdevaporcomgrau
deconfianade95%(kg/hl
mosto
)
Branco 36 92 (referncia) [8,2;9,6]
EA1 7 51 40,6 [3,7;6,9]
EB1 7 8,20,9 7,7 [7,2;9,3]
EC1 36 51 43,2 [4,9;5,3]
EC2 15 5,10,3 43,0 [4,9;5,3]
EC3 8 41 50,6 [3,1;5,7]
EC4 3 5,40,8 38,9 [2,7;8,2]
OsresultadosobtidosmostramqueosensaiosEA1,EB1eEC4soosenergeticamentemenos
vantajosos. Verificase que o limite C apresenta redues significativas nos consumos
especficos de vapor, em relao ao branco. O ensaio EC3 o mais favorvel, apresenta
reduesdeconsumosenergticosconsiderveis.Podeconcluirsequeaagitaotemgrande
impactonosconsumosespecficosdevapor.
13
4.3.2. Taxasdeevaporao
Astaxasdeevaporaoforamavaliadascomooexpostonaseco3.5.2.Osresultadosobtidos
apresentamsenatabela4.
Tabela4Taxasdeevaporao,abaixamentoseintervalodeconfianaa95%paraamdianormaldastaxasde
evaporaocomvarinciadesconhecida.Onmerodeamostrasrefereseaonmerodefabricosvalidados.
Ensaio
N
Amostras
Taxasde
evaporao
(%)
Abaixamentodastaxasde
evaporao(%)
Intervalodeconfiana
paraamdiaa95%
(%)
Branco 19 103 (referncia) [8,4;11,4]
EA1 8 82 18,2 [5,7;10,6]
EB1 8 72 27,2 [4,9;9,5]
EC1 20 72 32,9 [5,2;8,0]
EC2 15 72 33,6 [5,1;8,1]
EC3 8 63 36,9 [3,5;9,0]
EC4 8 73 34,2 [3,6;10,0]
Seriadeesperarqueataxadeevaporaoseguisseamesmatendnciadosabaixamentosde
consumos especficos de vapor. Assim, quanto maior forem os abaixamentos dos consumos
especficosdevapor,menoraquantidadedeenergiaqueosistemarecebelogomenorser
ataxadeevaporaoumavezqueestadependedirectamentedaprimeira.Notesequeesta
tendnciaestinvertidanosensaiosEA1eEB1.
Numa anlise mais cuidada, verificase que em ebulies consecutivas e perfis de ebulio
iguais,cadaebulioocorreaproximadamentede2em2horas,registamsegrandesvariaes
nas taxas de evaporao. Esta observao encontrase ilustrada na figura 4. Isto devese s
condies atmosfricas, tais como presso, temperatura e humidade relativa bem como a
velocidadeedirecodovento.
A humidade relativa importante na medida e que existe um gradiente de concentrao de
gua na forma de vapor que pode favorecer o transporte de massa para a atmosfera,
aumentandoastaxasdeevaporao.
A velocidade do vento igualmente importante pois cria um efeito de conveco forada. A
direco do vento tem influncia na disperso das plumas de vapores. Se no houver
resistncias a esta disperso, ento h condies para se manterem elevados gradientes de
concentraodevapordegua,favorecendooaumentodastaxasdeevaporao.Seexistirem
resistncias disperso das plumas, por exemplo a proximidade de edifcios altos, ento os
gradientes de concentrao de vapores de gua sero menores baixando assim as taxas de
.EstesfenmenossotraduzidospelaleidetransportedemassadeFick, evapora o
[ = -
m
dC
dz
(6)
14
Figura4Consumosespecficosdevaporetaxasdeevaporaoregistadasparafabricosconsecutivos.Barrasa
clarosoperfilbrancoebarrasescuroperfilEC1.
0%
2%
4%
6%
8%
10%
12%
14%
16%
0
1
2
3
4
5
6
7
8
9
10
695 696 697 698 699 700 701 702
T
a
x
a
s
d
e
e
v
a
p
o
r
a
(
%
)
C
o
n
s
u
m
o
s
e
s
p
e
c
f
i
c
o
s
d
e
v
a
p
o
r
(
k
g
/
h
l
m
o
s
t
o
)
Nmerodofabrico
Consumosespecficosdevapor Taxasdeevaporao
ondeD
m
(difusibilidademolecular)funodapressoetemperatura.Todosestesfenmenos
tm importncia relevante dadas as condies envolventes s chamins da sala de fabrico
Nordon,comosemostranafigura5.
Dadoqueosresultadosdastaxasdeevaporaosofacilmenteinfluenciadosporfenmenos
sobre os quais no se tem controlo, ento esta anlise perde alguma importncia em
detrimento do abaixamento dos consumos especficos de vapor, uma vez que estes
apresentammaiorconstncia.
Aevaporaopodeserelacionarcomosconsumosdevapor,assimquantomaiorforataxade
evaporao maiores sero os consumos especficos de vapor, como se apresenta na figura 4.
Pelastabelas3e4verificamosqueistonoumagarantia,apenasumindicador.
Figura5Representaodoefeitodeemissesgasosasqueocorremdirectamenteparaointeriordaesteira
prxima.EnvolvnciadanaveindustrialdasaladefabricoNordon.
15
4.3.3. Taxasdeisomerizao
As taxas de isomerizao so calculadas como se descreveu em 3.5.3. Os resultados
apresentamsenatabela5.
Tabela5Taxasdeisomerizao,aumentosconseguidoseintervalodeconfianaa95%paraamdianormaldas
taxasdeisomerizaocomvarinciadesconhecida.Onmerodeamostrasrefereseaonmerodefabricos.
Ensaio
N
Amostras
Taxasde
isomerizao
(%)
Aumentodastaxasde
isomerizao(%)
Intervalodeconfiana
paraamdiaa95%
(%)
Branco 36 463 (referncia) [44,67;46,65]
EA1 8 455 0,7 [40,80;49,90]
EB1 7 443 3,5 [40,47;47,68]
EC1 45 474 2,9 [32,05;51,38]
EC2 16 4217 8,6 [31,35;52,09]
EC3 12 533 16,4 [50,54;55,73]
EC4 12 465 0,1 [42,01;49,25]
Destesdadosverificasequeparatodososensaios,exceptoEC1eEC3,existeabaixamentodas
taxasdeisomerizao.
Verificase ainda que o ensaio EC3 apresenta aumentos de taxas de isomerizao bastante
acentuados,emrelaoaosdemaisensaios.Istopodedeverseaoestadodemicromisturado
mostonacaldeiradeebulio,causadapeloabaixamentodavelocidadederecirculao,como
sediscuteaseguir.
No ensaio EC3, baixar a velocidade de agitao da bomba para metade no patamar
intermdio,emrelaoaoensaioEC1,significaaumentarotempodepassagemdomostopara
odobro,nestepatamar.Assim,cadaelementodefluidoesto dobrodotempoem contacto
com a superfcie aquecedora do permutador. Por outro lado a recirculao do mosto a esta
superfcie cai para metade do nmero de vezes que reciclada no perfil EC1, logo passa
tambmmetadedasvezesnochapudifusordotanquedeebulio.Resultante,asperdasdos
compostosactivosdolpuloporarrastamentonafaseevaporadadecaem.
O facto de se ter reduzido a agitao, neste patamar, em 50%, permite esta anlise mais
simplificada, no entanto outras velocidades de recirculao devem ser testadas de forma a
adquirirumalinhadetendnciamaisesclarecedora.Podeconcluirsequeesteparmetrotem
grandeinfluncianastaxasdeisomerizaoenastaxasdeevaporao.
Abibliografiadaespecialidadeindicaqueomostodevepassarnopermutadorpelomenostrs
vezes, no entanto no unnime [13]. Em relao s condies experimentais testadas, no
se sabe quantas vezes que o mosto reciclado ao permutador, em qualquer dos perfis.
Apesar dos esforos efectuados na procura desta informao no se dispem das curvas
caractersticasdasbombasquerealizamestarecirculaoataomomentoderealizaodeste
texto.
16
4.4. Impactosnaqualidadedacerveja
Os resultados de cada parmetro devem obedecer a uma gama de valores que faz parte das
especificaesdecadacerveja.EstasespecificaesencontramsenosanexosC.
As anlises realizadas foram exaustivas, de acordo com o anexo B, de forma a despistar
qualquer anomalia que os perfis de ebulio testados pudessem causar na qualidade do
produto final. De seguida sero apresentados e discutidos os resultados das anlises
efectuadas,apenasosdemaiorimportncia.
4.4.1. Resultadosdequalidadeecontroloorganoltico
Os resultados obtidos, para os diferentes ensaios, apresentamse nas tabelas 6 e 7. Aqui
interessa que os resultados obtidos, para cada ensaio, sejam pelo menos to bons quanto os
resultadosdobrancoequesatisfaamasespecificaes.
Como o discutido na seco 3.5.3, quanto maior for a taxa de isomerizao, maior o
aproveitamentodosprincpiosactivosdolpulo.Geralmentefazseumacorrecoaoamargor
da cerveja final por adio de lupulina isomerizada de forma a cumprir as especificaes de
qualidade.
A estabilidade de espuma um parmetro importante na anlise da qualidade da cerveja. A
espuma, constituda por protenas de elevado peso molecular, deve ser branca, cremosa e
estvel, i.e., quando se tira uma cerveja a espuma no deve desaparecer rapidamente. As
especificaes indicam que a estabilidade de espuma deve ser superior a 250 segundos. Pela
tabela6,verificamosquetodososensaiosapresentammdiassuperioresrequerida.
Tabela6Resultadosdecontrolodequalidade,dosensaiosrealizadosnasalaNordon.
Ensaio
Amargor
(UA)
Estabilidadede
espuma(s)
Polifenoistotais
(mg/l)
Azotoaminado
livre(mg/l)
S0
2
total
(mg/l)
Brc 191 30213 11112 8415 84
EA1 212 3013 10318 856 85
EB1 101 3145 11013 7716 9,10,1
EC1 183 28917 10014 9318 73
EC2 20,30,5 30217 8812 9310 62
EC3 191 34119 8711 10316 5,50,8
EC4 183 29411 959 9117 63
Aps ebulio o mosto segue para o decantador onde repousa, por perdas de calor as
partculasmaioresagregamseesedimentamformandocomplexos.
17
As nicas alteraes no processo de fabricao de cerveja foram efectuadas apenas na
ebulio, tendose tido o cuidado de manter todas as outras etapas idnticas entre ensaios,
entopodeatribuirseadiminuioouaumentodestasleiturasebulio.
Pela tabela 6, verificase que os ensaios do limite C provocam diminuies nos nveis de
polifenois, por outro lado parecem provocar aumentos nos nveis de azoto aminado livre. O
efeitodaagitao,ensaioEC3,provocaummnimonasleiturasdepolifenoiseummximonas
deazotoaminadolivre.Estesparmetrostminfluncianasanlisessensoriais.
As leituras de SO
2
devem ser inferiores a 10 (mg/l), em todos os ensaios, as leituras mdias
respeitamestevalor.
Na tabela 7, analisamse os parmetros sensoriais. Estes parmetros so os de maior
importnciadasanlisesdequalidadeefectuadascerveja.
Tabela7Resultadosdecontrolodequalidade,dosparmetroscolorao,turvaesecontroleorganoltico.
Ensaio Colorao(EBC's)
Turvao(EBC's)
Prova
(u.a.)
Total 20C 0C
Brc 6,70,3 1,90,8 0,50,1 0,70,1 0,20,1
EA1 6,40,4 21 0,60,1 0,70,1 0,40,1
EB1 6,90,1 2,80,9 11 0,80,3 0,20,1
EC1 6,90,7 21 0,50,1 0,60,1 0,40,2
EC2 6,50,5 1,30,5 0,50,1 0,60,1 0,10,1
EC3 7,00,6 1,10,2 0,60,1 0,70,5 0,20,2
EC4 7,10,3 1,20,1 0,60,1 0,70,1 0,40,1
Oparmetrocoloraomedeatonalidadedacordacerveja,maisclaraoumaisescura,edeve
assumir valores entre 6 e 8 EBCs. Verificase que para todos os ensaios esta gama
respeitada.
A turvao mede o quanto cristalina e lmpida a cerveja se apresenta. A anlise de turvao
totalconsisteemcolocaracervejanumaestufaa65Cdurante5diasfindoosquaisseretirae
se coloca em banho de gua a 0C durante 24 horas. Este procedimento simula o
envelhecimentodacerveja.Osvaloresregistadosdevemserinferioresa3,5EBCs.Verificouse
que todos os ensaios respeitam esta restrio, exceptuase o ensaio EB1 que apresentou
leituras superiores. De entre os ensaios do limite C, verificase que o ensaio EC3 foi o que
registouvaloresinferiores.
A turvao a 20C consiste em fazer as leituras no turbdimetro a uma cerveja sujeita a um
banho de gua a 20C durante cerca de 10 minutos. Os valores registados no devem ser
superiores a 0,7 EBCs. Verificouse que na generalidade todos os ensaios cumprem esta
restrio,exceptuaseoensaioEB1.
18
Aturvaoa0C,porseulado,baseiasenasmesmasleiturasmasaumacervejasujeitaaum
banho a 0C durante 24 horas. Os valores lidos no devem ser superiores a 0,9 EBCs.
Verificouse que na maioria dos ensaios realizados este valor respeitado, excluise o ensaio
EB1.
Pode concluirse que o tempo de ebulio, varivel em estudo no limite B, influi a elevadas
turvaes.
A anlise de controlo organoltico consiste em dar a provar a cerveja a uma equipa de
provadores da Unicer habilitada para o efeito. Esta uma anlise de extrema importncia
tendoestaequipacompetnciaparareprovarumacervejaeimpediladesairparaomercado.
Ascotaessodadasde3a1(unidadesarbitrarias)sendoquequantomenorforestanota
pior a cerveja. Nos experimentos realizados as melhores notas foram conseguidas pelos
ensaios EA1, EC1 e EC4. O ensaio EC3 teve classificao mdia semelhante do perfil de
controlo.
4.4.2. lcoois/esteres
As tabelas 8 e 9 apresentam os resultados das anlises de perfil aromtico. Para estes
parmetros apenas o DMS apresenta restries. A cerveja final no deve apresentar valores
superiores a 40 (g/l), que corresponde ao limite a partir do qual se torna possvel a sua
detecoporhumanos.Noentantonestepontoabibliografiadaespecialidadedivergente.
Os nveis de DMS devem ser to baixos o quanto possvel pois este composto apresenta
sabores desagradveis. Esta anlise revelouse um factor limitativo muito importante nos
ensaios realizados. Este componente foi exaustivamente analisado no produto final. A
influnciadaebulionosnveisdeDMSdiscutidanaseco2.3.
Tabela8Resultadosdasanlisesdeperfilaromtico.Resultadosdasanlisesdeacetaldado,DMSelcoois.
Ensaio
Acetaldado
(mg/l)
DMS
(g/l)
npropanol
(mg/l)
Isobutanol
(mg/l)
lcoois
amlicos
(mg/l)
Total
lcoois
(mg/l)
Brc 51 274 142 132 769 10113
EA1 6,540,03 262 14,90,6 12,20,3 776 1058
EB1 5,40,1 271 182 151 858 11712
EC1 73 315 151 132 768 10410
EC2 5,60,3 315 152 122 785 1059
EC3 64 364 153 132 773 1058
EC4 72 362 15,00,7 131 6036 1087
19
Tabela9Resultadosdasanlisesdeperfilaromtico.Resultadosdasanlisesdestereserazolcoois/steres.
Ensaio
Acetatoetilo
(mg/l)
Acetatoamlico
(mg/l)
Totalsteres
(mg/l)
lcoois/Esteres
Brc 182 1,70,2 202 5,20,8
EA1 171 1,40,2 182 5,70,1
EB1 143 1,10,3 153 81
EC1 202 1,80,4 223 4,80,5
EC2 191 1,60,1 20,60,8 5,10,7
EC3 182 1,80,2 203 51
EC4 222 2,00,2 242 4,60,6
Para os ensaios realizados, verificouse que os nveis de DMS so maiores que o branco. Isto
acontece porque ao baixar a temperatura ou tempo estamos a introduzir menos energia no
sistema. Portanto estamos a limitar a libertao de DMS por abaixamento das taxas de
evaporao durante a ebulio e a limitar a degradao trmica da SMM. O ensaio EC3 foi o
que registou maiores abaixamentos das taxas de evaporao, assim aquele que regista
leiturasdeDMSmaiores.
Verificase ainda que para todos os ensaios as leituras registadas ficam abaixo do limite de
40(g/l).OperfilquemaisseaproximadestamarcaoEC3,portantoesteensaioassinalaque
j estamos a trabalhar muito prximo do ponto ptimo, uma vez que esta restrio se torna
activaeosconsumosespecficosdevaporsomnimos,emrelaoaosoutrosensaios.Assim,
noserecomendaousodevelocidadesdereciclemenoresqueatestada.
4.4.3. Estabilidadecoloidal
Aestabilidadecoloidalumparmetrofundamentaldequalidade.Pordefiniodeumazona
de estabilidade, podese prever se a cerveja vai ou no ser estvel durante o seu perodo de
validade. Assim, fizeramse trs testes, que consistem em acelerar o envelhecimento da
cerveja por procura de compostos reactivos. Os compostos de procura so os polifenois e
protenasdebaixoeelevadopesomolecular.Osresultadosobtidosencontramsenafigura6.
Em geral, o centro de massa de cada bolha encontrase no interior da zona de maior
estabilidade, exceptuase o ensaio EA1 e EC3 onde o ndice de polifenois ligeiramente
superior, por outro lado a mesma observao valida para o perfil branco. Notese que o
ndicedepolifenoispodesermanipuladopelaquantidadedeabsorventenofiltrodePVPP.
Adisperso deresultadosaconteceaolongodendice de protenasde baixo pesomolecular.
No entanto, para todos os ensaios realizados verificase que os resultados obtidos se
encontramnazonademaiorestabilidadecoloidal.
Por comparao dos resultados obtidos para os ensaios com os resultados do branco, pode
concluirsequeosensaiosrealizadosnoafectamdeformanegativaaestabilidadecoloidal.
20
Figura6ResultadosdasanlisesdeestabilidadecoloidalrealizadasnoequipamentoAnalyser2000PPT.Anlise
grfica.Orectnguloaverdedelimitaazonademaiorestabilidadecoloidal.
0
5
10
15
20
25
30
35
40
0 50 100 150 200
n
d
i
c
e
d
e
p
o
l
i
f
e
n
o
i
s
ndicedeprotenasdebaixopesomolecular
Brc A1 B1 C1 C2 C3 C4
4.5. Impactoseconmicos
Na seco 4.3.1 vimos a influncia dos vrios perfis de ebulio nos consumos especficos de
vapor.Assumindoqueovaportmumcustode33,08(/ton),apartirdosconsumosdevapor
e volumes de mosto da cada fabrico retiramse os custos especficos de vapor na etapa de
ebulio, como se mostra na tabela 10. Aqui incluise tambm uma anlise estatstica do
intervalo de confiana a 95%, para a mdia daqueles custos. Verificouse que o volume do
fabrico na etapa de ebulio em mdia de 750 (hl), assim apresentase tambm uma
estimativadocustodafasedeebulioporfabrico.
A partir dos dados apresentados nas seces anteriores, e por desconhecimento do impacto
da velocidade da agitao da bomba no nmero de vezes de recirculao do mosto ao
permutadorduranteafasedeebulio,foidecididosubstituiroperfildeebulioBrancopelo
EC1.
Istopermitiuaaquisiodemaisdados,detalformaquenoanexoEseapresentaumaanlise
estatstica, teste de igualdade de mdias. Esta anlise estatstica vem provar uma melhoria
efectiva, do ensaio EC1 em relao ao branco, nas variveis consumos especficos de vapor e
taxas de evaporao, que se pretendem minimizar. Prova ainda que as caractersticas fsico
qumicasesensoriaisdacervejasomantidascommelhorianosparmetrosturvaoa20Ce
a0Cecontroloorganoltico.
21
Tabela10Impactoeconmico,dosperfistestados,naetapadeebulio,nasalaNordon.
Ensaio
N
Amostras
Custos
especficos
devapor
(/hl
mosto
)
Abaixamentodos
custos
especficosde
vapor
(%)
Intervalode
confianaparaa
mdiadoscustos
especficosde
vapora95%(%)
Custodaetapa
deebulio
paraumfabrico
com750hlde
mosto()
Branco 40 0,270,08 (referncia) [0,24;0,30] 200,5
EA1 8 0,200,07 25,1 [0,13;0,27] 150,2
EB1 8 0,280,04 4,8 [0,24;0,32] 210,1
EC1 36 0,160,09 39,5 [0,16;0,18] 121,5
EC2 16 0,170,01 36,6 [0,16;0,18] 127,1
EC3 8 0,150,04 45,6 [0,10;0,19] 109,1
EC4 3 0,180,03 32,6 [0,09;0,27] 135,1
O perfil EC1 foi testado primeiramente no mosto Super Bock e posteriormente alargado e
implementado nos mostos Cristal, Cheers, Super Bock Green, Super Bock sem lcool e Super
Bock Stout, desde 1 de Julho de 2008. At 31 de Dezembro de 2008, perodo de 6 meses,
foramregistadaspoupanasde129367(),comparativamenteaigualperodode2007,oque
equivalea258734(/ano).
Da tabela 10, e como o discutido na seco 4.3.1, o perfil EC3 economicamente o mais
vantajoso. Da discusso anterior verificouse que o perfil EC3 cumpre as restries impostas
aos parmetros de qualidade, assim este um ensaio a ser explorado no futuro. Este perfil
permiteganhosdecercade300000(/ano),porreduodosconsumosespecficosdevapor.
4.6. Oportunidadesdemelhoria
Comoseviunaseco2.3.2aformamaiseficientedebaixarosconsumosenergticosnafase
de ebulio por abaixamento das taxas de evaporao. A implementao do perfil de
ebulioEC1vemdarrespostaapartedesteproblema,contudoaenergiaadicionalnecessria
para evaporar o vapor de gua durante a fervura perdida atravs da chamin. possvel
minimizarestasperdas.Devemconsiderarsevriosaspectos:
Isolar o sistema de ebulio, tanto o quanto possvel, de factores que no podemos
controlar,taiscomoascondiesambientais.Istopermiteaestandardizaodaetapa
de ebulio, i.e., todas as ebulies confinadas a um perodo, onde se verifiquem
condies envolventes ao sistema idnticas, devem apresentar consumos especficos
devaporidnticosetaxasdeevaporaosemelhantes;
Maximizararecuperaodemassaeenergia,queactualmenteseperdedirectamente
para a atmosfera por evaporao, de forma a poder ser reutilizvel e baixar os
consumosenergticosnaebulio;
Controlar as quantidades de energia necessrias etapa de ebulio em funo da
quantidadeemostopresentenestaetapa.
22
possvel atingir estes objectivos com a implementao de um sistema de recuperao e
armazenamentodeenergiaealteraodoalgoritmodecontrolo,comosediscutenasseces
seguintes.
4.6.1. Implementaodeumsistemaderecuperaoearmazenamentodeenergia
Paracumprirosobjectivosenunciadosatrspropemseousodosseguintesconceitos:
I. Lowpressureboiling
II. Vaporcompression
III. Energystoragesystem
OspontosIeIIpodemserconseguidosporimplementaodeumblowernotopodachamin
do tanque de ebulio. Este equipamento permite ainda implementar uma nova filosofia na
fase de ebulio denominada por Dynamic Low Pressure Boiling, esta tecnologia permite
produzir mostos com elevada qualidade a taxas de evaporao relativamente baixas, 4,5% a
6%.
ParaopontoIIInecessriaaimplementaodedoispermutadoresdecalor.Umdecarcaae
tubosparaacondensaodevaporeseumpermutadordeplacasparaopraquecimentodo
mosto antes da fase de ebulio. requerida ainda a implementao de um tanque de
armazenamento de gua quente capaz de apresentar gradao trmica. Estes conceitos
podemcombinamsedevriasformas.
4.6.1.1. CenrioI
Os vapores gerados durante a fase de ebulio, passam pelo blower que controla as taxas de
evaporaoepermitequeestafaseestejaisoladadascondiesatmosfricas,comosemostra
nafigura7.
Estes vapores so conduzidos a um permutador de carcaa e tubos onde condensam, por
transferncia de calor para uma corrente de gua a 75C vinda da base do tanque de
armazenamento de energia. Esta corrente regressa agora ao topo do tanque com uma
temperaturadecercade99C.
O mosto vindo do filtro passa para o tanque tampo, enviado ao permutador para
aquecimento.Estapropostaprevquearampadeaquecimentosefaacomaguaquentea
cercade99Cexistentenotopodotanquedearmazenamentodeenergia.Estaguaencontra
se prximo da temperatura de ebulio, assim com injeco directa de vapor de gua vivo,
controladoporumPID,recebeoincrementodeenergianecessrioparapassaraomostocalor
latente, para alm de calor sensvel. Tirase assim partido de pequenas diferenas de
temperaturaparabaixarosconsumosdevapornestafase.Asquantidadesdevaporinjectadas
devemserpurgadas,sobaformadeguaquentedabasedotanque,paraquesemantenhao
nveldefluido.
23
Figura7Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrioI.Aslinhasalaranja
representamcorrentesdemosto,aslinhasavermelhorepresentamcorrentesdeenergia(guaquente)easlinhas
aazulrepresentamosvaporeslibertadosduranteafasedeebulio.
4.6.1.2. CenrioII
O modo de funcionamento semelhante ao do cenrio anterior. Considerase agora que
durantearampadeaquecimento,omostoemrecirculaonotanquetampopassaprimeiro
nopermutadordeplacasondesefazumpraquecimento,comosemostranafigura8.
Este mosto praquecido passa depois ao permutador do tanque tampo, onde recebe o
incrementodeenergianecessrio,paraqueseregisteatemperaturarequeridade93Cantes
de ser transferido para a caldeira de ebulio. A quantidade de vapor gasta nesta fase , em
princpio residual, comparativamente com a situao actual, uma vez que o permutador de
placascapazdeelevaratemperaturadacorrentederecirculaoatpertodos99C.
No entanto convm referir que a temperatura do mosto no seio do tanque tampo no ser
esta uma vez que a recirculao s comea ao fim de um dado volume de mosto filtrado.
Convm ainda referir que a passagem no permutador de carcaa e tubos necessria e da
maiorimportnciaduranteafasedearranquedosistema,umavezqueaindanoexistegua
quentenecessriaaopraquecimento.
24
Figura8Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrioII.
4.6.1.3. CenrioIII
Aqui, prevse a adaptao do actual tanque tampo em tanque de ebulio. Para isso ser
necessrio colocar um chapu de disperso de mosto no tanque tampo e substituir a actual
bombaderecirculaodomostoporduasoutrasidnticassdacaldeiradeebulio.
Em relao situao actual as ebulies passam a fazerse alternadamente entre os actuais
tanques tampo e de ebulio. Estes dois tanques passam a estar ligados a um blower para
controlodastaxasdeevaporao.
O funcionamento do tanque de armazenamento de energia idntico ao dos cenrios
anteriores.Porm,omostovindodofiltropodesofrerdeimediatoumpraquecimentonum
permutador de placas, como se mostra na figura 9, o praquecimento como descrito no
cenrio II tambm possvel neste cenrio. A melhor forma de se realizar este pr
aquecimentodevesertalquetenhaemconsideraooimpactonaqualidadedoprodutofinal.
Neste cenrio, o actual permutador do tanque tampo pode ser usado durante a rampa de
aquecimento e o permutador do tanque de ebulio durante a fase de ebulio,
alternadamenteeemcadatanque.
25
Figura9Propostadeimplementaodeumsistemadearmazenamentodeenergia,cenrioIII.
4.6.1.4. Dimensionamentodosequipamentos
Na tabela 11 apresentamse os principais resultados do dimensionamento dos equipamentos
que compem os cenrios atrs apresentados. Estes clculos apresentamse no anexo F,
juntamentecomashiptesessimplificativasformuladasquepermitemestedimensionamento.
Tabela11Dimensionamentodosequipamentosparaosistemaderecuperaoearmazenamentodeenergia.
Equipamento Parmetrodeprojecto
Permutadordecarcaaetubos rea=740m
2
Tanquedearmazenamentodeenergia Volume=100m
3
Blower Caudal=75hl/h
Permutadoresdeplacas rea=1040m
2
4.6.1.5. Comparaoentrecenrios
O potencial mximo de poupanas do sistema de ebulio actual est avaliado em 886 584
(/ano), anexo G. Para tornar possvel a comparao entre cenrios, podese definir o
rendimento relativo de cada cenrio com base na rampa de aquecimento e o rendimento
global com base no potencial mximo de poupanas que este sistema oferece. Estes clculos
encontramsenoanexoGeosprincipaisresultadosapresentamsenatabela12.
26
Tabela12Rendimentos,relativoeglobal,erecuperaesanuaisprevistas,paracadacenrio,devido
implementaodeumsistemaderecuperaoearmazenamentodeenergia.
Cenrio
Rendimentorelativo
(%)
Rendimentoglobal
(%)
Recuperaesprevistos
(/ano)
I 60 54 481018
II 68 61,5 545154
III 76 75 663951
Atendendoaosistemadeintegraoenergticaemanliseemcadacenrio,bemcomoauma
abordagem conservativa para as recuperaes energticas previstas, ento os valores
encontrados,noclculodosrendimentosglobais,sorazoveis.
Pode calcularse os perodos de recuperao do investimento inicial. Esta avaliao foi feita
com base no valor actual lquido, actualizando para o momento zero as rentabilidades /
recuperaesanuaisprevistas.Considerouseumataxadejurode2,177%,igualEURIBORa
um ano, em 17 de Fevereiro de 2009, de acordo com o servio EUROSTAT do Banco de
Portugal. Considerouse ainda que o valor do investimento inicial de 1 000 000 (), para os
cenriosIeII,deacordocomainformaodaDanfoss.
Para estes dados, o perodo de recuperao do investimento inicial, para o cenrio I est
avaliado em 2 anos e 2 meses e para o cenrio II de 1 ano e 10 meses. Para um horizonte
comumde10anos,ocenrioIpermiteobterresultados,antesdeimpostosde3810273()e
ocenrioIIde4318312(),estesvaloresestoreportadosaomomentozero.
Dos resultados obtidos retirase que o cenrio II o mais vantajoso, maiores rentabilidades /
recuperaes anuais previstas e menor tempo de recuperao do investimento inicial. Em
relaoaocenrioIIIestaavaliaonofoiefectuadaumavezquenosedispemdovalordo
investimentoinicial.
4.6.2. Controlo
4.6.2.1. Alteraodoalgoritmodecontrolobsico
ActualmenteocontrolodaetapadeebuliodasalaNordonfeitopelotempodeebulioe
por retoalimentao negativa do sinal da temperatura do mosto. Fazse actuar um PID na
alimentao de vapor ao permutador de forma a levar a temperatura do mosto sada do
permutador para o valor desejado. Este tipo de controlo no exerce nenhuma limitao
quantidadedevaporconsumidaduranteaetapadeebulio.
Umafilosofiadecontrolobaseadanaquantidadedeenergiagastaporebulioemfunodo
volumedemostorecomendada.Assim,apropostaqueseapresentanoanexoH,referese
mudanadecritriosacontrolar.Propemseaindaqueaebuliopossaserfeitaemmaisdo
quetrsfases,oquepoderserimportanteparaaimplementaodatecnologiaDynamicLow
PressureBoiling.
FoiefectuadoumlevantamentodedadosparaoperfilEC1deformaaidentificarumaprimeira
estimativa para os caudais mssicos especficos de vapor em cada fase (cmev(i)), varivel do
27
algoritmo de controlo proposto, que permite regrar e baixar os consumos energticos. Este
clculoencontrasenoanexoIeosvaloresencontradosso:
FaseI:9,77(kg
vapor
/hl
mostoquente
h)
FaseII:2,34(kg
vapor
/hl
mostoquente
h)
FaseIII:7,69(kg
vapor
/hl
mostoquente
h)
Oalgoritmopropostopermiteaindagarantirqueomostoregistaastemperaturaspretendidas
em cada fase. Por controlo da presso a montante do blower permite regrar, controlar e
diminuir as taxas de evaporao produzindo mostos de elevada qualidade e quantidades de
DMSbaixos.
4.6.2.2. Implementaodeumsistemadecontroloaumentado
Foidetectadoqueporvezesoautmatoexistentenorespondeconvenientemente,deixando
queseatinjamtemperaturasem2ou3Cmaioresqueasdesejadas,comosemostranoanexo
J. Detectaramse tambm prolongamentos do tempo de ebulio no autorizados pelo
operador. De forma a tornar o sistema de controlo mais robusto que o actual propemse a
implementaodeumsistemadecontroloaumentado,oudesuperviso.
Figura10Pirmidedocontrolodeprocessos[35].
O controlo aumentado, ou superviso, um nvel intermdio que no est presente nos
algoritmos convencionais e introduz um patamar extra, na hierarquia de controlo, entre o
controlo bsico e o operador, como se mostra na figura 10. Uma caracterstica importante
destesalgoritmosasuacapacidadedepreviso[3543].Osobjectivosdestetipodecontrolo
podemsersumarizados[43]:
Prevenirviolaesnossinaisdeentradaesada;
Direccionaralgumasvariveisdesadaparaosseusvaloresptimosenquantomantm
outrasvariveisdesadaemgamasdevaloresespecficos;
Preveniralteraesexcessivasnasvariveisdeentrada;
Controlar tantas variveis quanto possvel mesmo quando no esto disponveis
sensoresouactuadores.
28
Afigura11mostraaformadeactuaodeumsistemadesupervisosobavlvuladecontrolo
defluxodevaporadmitidocaldeiradeebulio.OmodeloquesemostraoMultipleInput
SingleOutput(MISO),i.e.,aacodecontrolosobreumequipamentoeobedeceamltiplas
entradasnoalgoritmodecontrolo.
O modelo Multiple Input Multiple Output (MIMO) pode ser obtido a partir do anterior por
aplicao do princpio da sobreposio. Neste caso a aco de controlo feita em mltiplos
equipamentos, podendo mesmo alterar valores de Set Point e obedece a mltiplas entradas
noalgoritmodecontrolo.
Existem vrios algoritmos disponveis, os mais poderosos pertencem s classes de redes
neuronaiselgicadifusa[3543].
VV608A
Permutador
TT
Caldeiradeebulio
P
SP
Redesneuronais /
LgicaDifusa
F
SP
PID
T
SP
FT
PT
X
n
Sistemadecontrolo
inteligente
Mosto
Permutador
Figura11Propostaparaaimplementaodeumsistemadecontrolointeligente,ondeX
n
representavariveis
queinfluenciamaebulioepossveisdesermedidas,porexemploascondiesambientais.ModeloMultiple
InputSingleOutput(MISO).
Recomendase a implementao de um sistema de superviso por lgica difusa por ser uma
basepoderosaderesoluodeproblemas,especialmentenasreasdecontroloetomadade
decisocommltiplosobjectivos.
A lgica difusa tem grande importncia a nvel industrial uma vez que proporciona uma
metodologia formal para representar, manipular e implementar conhecimentos humanos de
como controlar um sistema, basicamente emula a tomada de decises por humanos. Isto
permiteaconstruodesistemassimplesedefcilmanuteno.
29
5. OptimizaodaetapadeebulionassalasZiemanneMeura
Osistemadeebulioinstaladonestassalasconstitudoporumtanquedeebulioaoqual
est acoplado um permutador de carcaa e tubos vertical, localizado no interior do tanque,
comosemostranafigura12.
Figura12RepresentaoesquemticadascaldeirasdeebuliodasalaZiemannMeura.
NocasodassalasZiemanneMeuranoexisteumcontadordevaporacopladoacadacaldeira
deebulio,assimnofoipossvelcalcularosconsumosespecficosdevaporparacadasala.
Dadas estas limitaes as performances dos ensaios foram avaliadas custa das taxas de
evaporao,osinconvenientesdestaavaliaoforamdiscutidosnaseco4.3.2.
O sistema de controlo diferente do da sala Nordon, aqui o controlo feito pelo tempo de
durao da etapa e pela presso de vapor admitido aos permutadores. Verificouse tambm
que o autmato existente controla as duas caldeiras da mesma forma e o mesmo para as
duassalas.Observousequeospermutadorestmdiferentesdimetros,i.e.,diferentesreas
de transferncia de calor. Apesar dos esforos efectuados no se encontrou na Unicer
documentaoacercadestespermutadores.
Osensaiosrealizadosseguemaestratgiadescritanocaptulo3.Asadaptaesnecessriasao
tratamentodedados,paraestasala,apresentamsenassecesseguintes.
5.1. Levantamentodedados
Efectuouse umlevantamentodedadosdeformaa compreenderasvariveisque podemser
alteradas neste processo e tambm com o objectivo de perceber a lgica de controlo
existente.Estesdadosencontramsenatabela13.
30
Tabela13SituaoactualdosparmetrosdecontrolodomostoPilsen,nassalasZiemanneMeura.
Pressodevapornopermutador 3,1barg
Tempodeebulio 60Minutos
Velocidadedeagitaodabombaduranteaebulio 30%
Velocidadedeagitaodabombaduranteaidadomostoaospanelosdelpulo 55%
5.2. Ensaiosrealizados
Foi adoptada uma abordagem holstica. Procurouse perceber qual o impacto do tempo de
ebulio e da presso de vapor admitido ao permutador. Estes parmetros foram estudados
isoladamentecomosesegue:
LimiteAalteraonapressodevapor;
LimiteBalteraonotempo.
Definiramse inicialmente dois ensaios, que constituram o ponto de partida para a
optimizaodestesistemadeebulio.Estesensaiosestocaracterizadosnatabela14.
No segundo patamar do ensaio EA1 esperamse redues significativas nas taxas de
evaporao, este ensaio foi construdo de forma a implementarse nesta sala o conceito
DynamicBoiling.NoperfilEB1retiraramse5minutosetapadeebuliodeformaaestudar
ainflunciadotemponaoptimizaodossistemasdeebuliodestasala.
Tabela14Definiodosdiferentesensaiosqueconstituramopontodepartidaparaaoptimizaodaetapade
ebuliodosistemadeebuliodasalaZiemannMeura.Acontagemdotempo,nocontrolador,decrescente.
Tempo(min)
Agitaodabomba
(%)
Pressodevapor
(bar)
Branco
Dos60aos45
Dos45aos15
Dos15aos0
55
30
55
3,1
3,1
3,1
EA1
Dos60aos45
Dos45aos15
Dos15aos0
55
30
55
3,1
2,5
3,1
EB1
Dos55aos45
Dos45aos15
Dos15aos0
55
30
55
3,1
3,1
3,1
Notese que nestas salas a ebulio decorre ao longo de 60 minutos, ao contrrio da sala
Nordonquedemora70minutos.Istodeveseformacomoocontroloefectuado.Omosto
vindo do filtro entra na caldeira onde sofre aquecimento e ebulio. A contagem do tempo
iniciase quando esta transferncia concluda, nesta altura o mosto j atingiu temperaturas
superioresa100C,assimotempoefectivodeebuliorondaos70minutos.
31
5.3. Impactosnofabricodomosto
5.3.1. Taxasdeevaporao
Astaxasdeevaporaosocalculadastalcomoodescritonaseco3.5.2.Convmfrisaraqui
quenestassalas,esemelhanadaquiloqueacontecenasalaNordon,astaxasdeevaporao
so influenciadas pelas condies atmosfricas. Os resultados obtidos encontramse nas
tabelas15e16.
Destas tabelas podemos verificar que o perfil EA1 o que consegue maiores redues nas
taxas de evaporao. De acordo com a anlise efectuada em 4.3.2, este ser o perfil que
consegue maiores redues nos consumos especficos de vapor. Esta observao valida nas
duassalas,ZiemanneMeura.
Tabela15Taxasdeevaporao,abaixamentosdastaxasdeevaporaoeintervalodeconfianaa95%,paraa
mdiadastaxasdeevaporao,nasalaZiemann.
Ensaio
N
amostras
Taxasde
evaporao
(%)
Intervalodeconfiana
paraamdiaa95%
(%)
Abaixamentodastaxasde
evaporao(%)
Branco 14 94 [6;11] (referncia)
EA1 10 52 [4;7] 38,8
EB1 3 7,70,6 [6;10] 12,8
Tabela16Taxasdeevaporao,abaixamentosdastaxasdeevaporaoeintervalodeconfianaa95%,paraa
mdiadastaxasdeevaporao,nasalaMeura.
Ensaio
N
amostras
Taxasde
evaporao
(%)
Intervalodeconfiana
paraamdiaa95%
(%)
Abaixamentodastaxasde
evaporao(%)
Branco 13 142 [13;15] (referncia)
EA1 10 113 [8;13] 33,2
EB1 3 122 [4;20] 17,0
Porcomparaodosvriosperfisnasduassalas,podeseverificarqueasalaMeuraapresenta
maiores taxas de evaporao, logo maiores consumos especficos de vapor. Isto devese
lgica de controlo, i.e., o autmato que controla estas duas salas faz este controlo de uma
formaindiferenciada,quandoospermutadoresdecalorsodiferentes.Opermutadordasala
Meuratemmaiorreadetransfernciadecalor,comosepodeobservar,insitu,pelodimetro
destesequipamentosecomosetestemunhaatravsdoclculodastaxasdeevaporao.
32
5.3.2. Taxasdeisomerizao
As taxas de isomerizao so calculadas como o descrito na seco 3.5.3. O mosto vindo das
caldeiras de ebulio destas duas salas misturado na etapa seguinte. A amostragem
necessria para anlise do amargor, e que permite este clculo, realizada na etapa de
arrefecimentodemosto.Assim,eparatornarpossvelesteclculo,partiusedoprincpioque
ovolumedemostoarrefecidodadoporigualcontribuiodevolumedemostodaetapade
ebulio.Estesresultadosestopresentesnatabela17.
Verificase que o perfil EA1 o que melhor aproveitamento faz dos princpios activos do
lpulo,i.e.,apresentataxasdeisomerizaosuperiores.
Tabela17Taxasdeisomerizao,aumentodastaxasdeisomerizaoeintervalodeconfianaa95%,paraa
mdiadastaxasdeisomerizao,nasalaZiemannMeura.
Ensaio
N
amostras
Taxasde
isomerizao
(%)
Intervalodeconfiana
paraamdiaa95%
(%)
Aumentodastaxasde
isomerizao(%)
Branco 12 344 [32;37] (referncia)
EA1 9 403 [37;43] 15,6
EB1 4 372 [34;40] 7,3
5.4. Impactosnaqualidadedacerveja
5.4.1. Resultadosdequalidadeecontroloorganoltico
Osresultadosdasanlisesdecontrolodaqualidadeefectuadasaoprodutofinalencontramse
nastabelas18e19queseseguem.
Tabela18Resultados,decontrolodequalidade,dosensaiosrealizadosnasalaZiemannMe ura.
S0
2
total
(mg/l)
Ensaio
Amargor
(UA)
Estabilidadede
espuma(s)
Polifenoistotais
(mg/l)
Azotoaminado
livre(mg/l)
Brc 193 29619 10818 11925 61
EA1 202 27714 924 11728 53
EB1 204 34226 10916 972 61
Tabela19Resultadosdecontrolodequalidade,dosparmetroscolorao,turvaesecontroleorganoltico.
Ensaio Colorao(EBC's)
Turvao(EBC's)
Prova
(u.a.)
Total 20C 0C
Brc 72 1,00,3 0,50,2 0,60,1 0,50,2
EA1 7,20,4 1,30,3 0,50,1 0,60,1 0,40,3
EB1 6,60,4 7,30,3 0,50,1 0,60,1 0,60,1
33
DaquipodeseobservarqueosensaiosEA1e EB1cumpremasrestriesparaosparmetros
em anlise, exceptuarse a turvao total no ensaio EB1 que ultrapassou largamente o limite
mximode3,5EBCs.
Pode concluirse que a reduo em 5 minutos no tempo de ebulio da sala ZiemannMeura
provocaumimpactonegativonoparmetroturvaototal.
5.4.2. lcoois/esteres
Os resultados das anlises efectuadas ao perfil aromtico encontramse nas tabelas 20 e 21
queaseguirseapresentam.
Tabela20Resultadosdasanlisesdeperfilaromtico.Resultadosdasanlisesdeacetaldado,DMSelcoois.
Ensaio
Acetaldado
(mg/l)
DMS
(g/l)
npropanol
(mg/l)
Isobutanol
(mg/l)
lcoois
amlicos
(mg/l)
Total
lcoois
(mg/l)
Brc 53 383 151 111 5433 10014
EA1 53 379 183 132 793 11512
EB1 4,00,1 401 141 12,90,2 834 1114
Tabela21Resultadosdasanlisesdeperfilaromtico.Resultadosdasanlisesdeacetaldado,steresderazo
lcoois/steres.
Ensaio
Acetatoetilo
(mg/l)
Acetatoamlico
(mg/l)
Totalsteres
(mg/l)
lcoois/Esteres
Brc 172 1,40,3 182 42
EA1 153 1,30,5 173 72
EB1 19,60,1 1,720,04 21,30,1 5,20,2
DaquipodeseobservarqueoDMSest,emtermosmdioseemtodososensaiosrealizados,
muito prximo de limite de 40 (g/l). Assim este parmetro indica a impossibilidade de
continuar a minimizar os consumos energticos deste sistema, uma vez que esta restrio se
tornouactiva.
5.4.3. Estabilidadecoloidal
Comosepodeobservar,pelafigura13,ocentrodemassadestasbolhasencontrasenazona
de maior estabilidade, com destaque para o ensaio EA1 que apresenta nveis de polifenois e
protenasreactivasbastantebaixos.Podeconcluirseentoqueosensaiosrealizadosmantm
aestabilidadecoloidaldacerveja,sendoesteumdosobjectivosdestetrabalho.
34
Figura13ResultadosdasanlisesdeestabilidadecoloidalrealizadasnoequipamentoAnalyser2000PPT.Anlise
grfica.Orectnguloaverdedelimitaazonademaiorestabilidadecoloidal.
0
5
10
15
20
25
30
35
40
0 50 100 150 200
n
d
i
c
e
d
e
p
o
l
i
f
e
n
o
i
s
ndicedeprotenasdebaixopesomolecular
Brc EA1 EB1
5.5. Impactoseconmicos
Na discusso anterior demonos conta da impossibilidade de realizar mais ensaios de
optimizao uma vez que as restries impostas para os nveis de DMS no produto final se
tornaram activas. Das anlises de qualidade vimos que o ensaio EA1 respeita todas as
restrieseomaisvantajosoemtermosenergticos.
Assim, foi implementado o perfil de ebulies EA1 a partir de 8 de Dezembro de 2008. Na
semana de 8 a 14 de Dezembro de 2008 registaramse poupanas de 1 225 (),
comparativamente ao perodo homlogo de 2007, estas poupanas representam ganhos de
63700(/ano),porreduodastaxasdeevaporao.
5.6. Oportunidadesdemelhoria
Comoseverificou,seco5.3.1,astaxasdeevaporaodasalaMeurasobastantesuperiores
s da sala Ziemann. Isto acontece porque o controlador o mesmo para as duas salas e
insensvelscaractersticasgeomtricasdospermutadores.
Recomendase a alterao do algoritmo de controlo bsico de acordo com a proposta
apresentadaparaasalaNordon,anexoH,eaimplementaodecontroladoresindependentes
para cada sala. Desta forma possvel baixar ainda mais as taxas de evaporao, ou seja os
consumosespecficosdevapor.
35
6. Optimizaodosconsumosdeguanoenxaguamentodosfiltrostrap
Paralelamente optimizao da etapa de ebulio nas salas Nordon e ZiemannMeura,
realizaramse ensaios de optimizao dos consumos de gua nos filtros trap, nas linhas de
filtraoOrioneSchenk,comotrabalhosuplementaraesteprojecto.
Aprincipalfunodosfiltrostrapreterpartculasdeterradediatomceasoukieselgur(KG)
edepolivinilpolipirolidona(PVPP)quepossamterescapadodamalhadaquelesfiltros.
O kieselgur um p finamente dividido e extremamente poroso, tem como funo reter
protenas reactivas e responsveis por turvao. Quando existe kieselgur na cerveja esta
adquireumaspectobarrento.
Por seu lado, o PVPP um polmero de cadeia longa, tem por funo reter os polifenois
reactivosresponsveisporturvaonacervejaeinstabilidadecoloidal.
Assim, os filtros trap so a ltima linha de proteco contra substncias ou objectos
indesejveis. Depois deste equipamento a cerveja armazenada em tanques de cerveja
filtradaondeaguardaatseracondicionada,emdiferentestiposdeembalagens.
Afigura14representaaslinhasdefiltraoOrioneSchenk,ondeseencontraalocalizaodos
filtros trap que aqui se apresentaram. Como se pode observar, a linha Orion tem dois filtros
trap localizados depois do filtro PVPP. A linha Schenk apresenta tambm estes dois filtros,
adicionalmentetemumoutrofiltrolocalizadoentreofiltrodekieselgureofiltroPVPP.
Linha Orion:
c c
Arrefecedor
gua Kieselgur
Filtro de
placas
gua PVPP
Tanque
tampo
Filtro
PVPP
Filtro
trap
I e II
Correco
de extracto
e CO
2
TCF
Matriz de
vlvulas
Enchimento
Linha Shenk:
c c
Arrefecedor
gua Kieselgur
Filtro KG
gua PVPP
Tanque
tampo
Filtro
PVPP
Filtro
trap
I e II
Correco
de extracto
e CO
2
TCF
Matriz de
vlvulas
Enchimento
Rejeio de
levedura
Regenerao
de Kieselgur
Centrifuga
Centrifuga
Filtro
trap
III
Rejeio de
levedura
Figura14RepresentaoesquemticadaslinhasdefiltraoOrioneSchenk.Posiorelativadosvriosfiltros
trap.
36
OsfiltrostrapIeIIdaslinhasdefiltraoOrioneSchenksoidnticosentresi,ofiltrotrapIII
diferedosanterioresporapresentarumamalhamaisaberta.
Osistemafsiconosdiferentesfiltrosomesmoeconsistenumaresistnciafsicaaofluxode
fluido,noexistindoqualquerinteracoqumica.Assim,oenxaguamentodosfiltrostraptem
porobjectivolibertaramalhadestesfiltrosdaspartculasretidasdeformaaaliviarasperdas
decargaduranteafiltraodacerveja.Nassecesseguintesapresentamseosresultadosda
optimizaodosconsumosdeguanaetapadeenxaguamentodestesfiltros.
6.1. Definiodasvariveisemestudoerestriesdosistema
Numa primeira abordagem efectuouse um estudo de forma a perceber as variveis que se
podem manipular, para atingir os objectivos pretendidos. Decidiuse ento trabalhar com os
caudaisetemposdeenxaguamento.
Foramassumidascomorestriesparaestesistemaasseguintes:
Manter a capacidade de filtrao dos filtros trap, ao longo do ciclo de filtrao, sem
queestescolmatemantecipadamente;
Osfiltrostrapnosofactordedecisoparaterminarumciclodefiltrao,omesmo
sedeveverificarapsensaiosdeoptimizao;
Otempodevidatildecadafiltrotrapdevesermantido.
Nas seces seguintes apresentamse as situaes em que se encontraram os programas de
enxaguamentoeasituaoemqueficaramapsosensaiosdeoptimizao.
6.2. LinhaOrion
6.2.1. TrapsI/II
Na tabela 22 apresentase um levantamento da situao anterior e aps optimizao. So
apresentados apenas os passos onde existe consumo efectivo de gua, os restantes passos
omitidossodepreparaodeequipamentosparacriarcondiesparaoenxaguamento.
Tabela22Situaodareceitadeenxaguamentoantesdosensaiosdeoptimizao.
Passo Descrio
Antes Depois
Tempo
(s)
Caudal
(hl/h)
Tempo
(s)
Caudal
(hl/h)
2 Enxaguamentocomguafria 240 650 200 650
3
Enxaguamentocomgua
quente
240 650 200 650
4 Enxaguamentocomguafria 240 650 30 650
37
Da tabela anterior pode verificarse que na situao anterior o enxaguamento demorava 12
minutos e gastavamse 13 000 litros de gua. Aps os ensaios de optimizao esta etapa
passou a demorar cerca de 7 minutos e a gastar 7472 litros de gua. Isto representa um
abaixamentodeconsumosdeguade42,5%.
6.3. LinhaSchenk
6.3.1. TrapsI/II
Na tabela 23 apresentamse as situaes anteriores e aps ensaios de optimizao. Como se
verificaantesdosensaiosoenxaguamentodestesfiltrosdemorava9minutoseconsumia9759
litrosdegua.Apsensaiosdeoptimizaopassouademorar4minutoseagastar4333litros
degua.Istorepresentaumabaixamentodosconsumosdeguade55,6%.
Tabela23Situaodareceitadeenxaguamentoanteseapsosensaiosdeoptimizao.
Passo Descrio
Antes Depois
Tempo
(s)
Caudal
(hl/h)
Tempo
(s)
Caudal
(hl/h)
2
Enxaguamentonosentidocontrrio
comguaquente
300 650 120 650
3
Enxaguamentonosentidodirecto
comguaquente
240 650 120 650
6.3.2. TrapssIII
Na tabela 24 apresentase um levantamento da situao anterior e posterior optimizao.
Soapresentadosapenasospassosondeexisteconsumoefectivodegua,osrestantespassos
estoomissos.
Tabela24Situaodareceitadeenxaguamentoantesdosensaiosdeoptimizao.
Passo Descrio
Antes Depois
Tempo
(s)
Caudal
(hl/h)
Tempo
(s)
Caudal
(hl/h)
2 Enxaguartubagem 60 300 30 300
3 Enxaguarfiltro 0 300 0 300
6
Enxaguarnosentidocontrarioo
filtro
300 750 100 750
7
Enxaguarnosentidocontrarioo
filtrocomguaquente
300 750 30 300
8
Enxaguarnosentidodirectoofiltro
comguaquente
300 750 100 750
9
Enxaguarnosentidodirectoofiltro
comguafria
300 750 30 300
10
Esvaziarfiltrotrapcompressode
CO2
45 0 45 0
38
Porcomparaodestesdadospodemosverificarqueantesdosensaiosdeoptimizaoafase
de enxaguamento dos filtros trap demorava 21 minutos e consumia 25500 litros de gua. O
enxaguamento optimizado passou a demorar cerca de 5 minutos e a gastar 4916 litros de
gua.Estesdadoscorrespondemaumabaixamentodeconsumosdeguade80,7%.
6.4. Impactoseconmicos
Para esta avaliao considerase que a gua, nas condies de fabricao, tem um custo de
0,68(/m
3
)etemigualcusto,quersejaguatemperaturaambienteouaquecida.
Nos traps I e II da linha Orion conseguiuse uma reduo de 5 528 litros, o que equivale a
3,75 (/trap enxaguamento). Em 2008 registaramse 268 ciclos de filtrao de cerveja nesta
linha, no fim de cada ciclo os filtros so sujeitos a um enxaguamento. Assim as poupanas
anuais,nalinhaOrion,estoavaliadasem2015(/ano).
Na linha Schenk, nos traps I e II conseguiramse redues de 5 417 litros de gua, ou seja
3,68 (/trap enxaguamento). No trap III as redues so de 20 583 litros, i.e., 14 (/trap
enxaguamento). Na linha Schenk, em 2008, registaramse 256 ciclos de filtrao. Assim, as
poupanas conseguidas nesta linha, por abaixamento dos consumos de gua esto avaliadas
em5469(/ano).
6.5. Oportunidadesdemelhoria
DacomparaodosprogramasdeenxaguamentoverificasequeparacadafiltrotrapI/IIeIIIe
por cada linha os programas so diferentes, embora o sistema fsico seja idntico. Da
comparao dos vrios programas existentes verificase que o do trap III o mais bem
conseguido,assimpartesedestabaseparaauniformizaodestesenxaguamentos.Propem
seospassosdescritosnatabela25paraconseguirestauniformizao.
Tabela25Propostaparaalteraodosprogramasdeenxaguamentodosfiltrostrap,naslinhasOrioneSchenk.
Passo Descriodopasso
Tempo
(seg)
Q(hl/hr)
1 ArranquedoPrograma
2 Enxaguarnosentidodirectocomguafria 30 300
3 Enxaguarnosentidocontrriocomguafria 100 600
4 Enxaguarnosentidodirectocomguaquente 30 300
5 Enxaguarnosentidocontrriocomguaquente 100 600
6 Enxaguarnosentidodirectocomguafria 30 300
7 EsvaziarfiltrotrapcomCO
2
8 TerminarPrograma
39
Osenxaguamentosemsentidodirecto,comguafriaequente,apenasservemparaprovocar
choques trmicos e hidrodinmicos no sistema de forma a libertar as partculas presas na
malhadosfiltros.
As limpezas efectivas so conseguidas com a passagem de gua em sentido contrrio, assim
numa primeira fase fazse passar gua fria, i.e. temperatura ambiente, para eliminar a
maioria das partculas. Numa segunda fase usase gua quente. Pretendese, com o uso de
guaquente,aumentaradifusodaspartculaseassimmelhoraroenxaguamento.
Estetipodeprogramao,dafasedeenxaguamentodosfiltrostrap,permite:
Uniformizaroprogramadeenxaguamentoparaosvriosfiltrostrap;
Implementar a capacidade do enxaguamento em promover choques trmicos e
hidrodinmicosemsequnciacapazdemelhoraroenxaguamento;
Libertar o programa de passos internos que no podem ser alterados pelos
operadores, promovendo assim o uso racional da gua de enxaguamento (ex. nos
traps I/II verificase que nos passos 2 e 3 o enxaguamento em sentido contrrio s
ocorreaofimde120segundos);
Dotar os tcnicos de maior entendimento dos passos e tempos da fase de
enxaguamentodosfiltrostrap;
Minimizar os consumos de gua. Nos filtros trap I/II das linhas Orion e Schenk.
possvelbaixaraindamaisosconsumosdegua,nestesfiltros.
No anexo J esta proposta apresentada juntamente com o jogo de abertura e fecho de
vlvulas, que permite a implementao desta programao nos diferentes filtros das
diferenteslinhasdefiltrao.
ApropostaapresentadaincluiumpassoquepermiteodespejodosfluidosdosfiltroscomCO
2
,
este passo no est presente no filtros trap I/II. um passo de relativa importncia uma vez
que para alm de esgotar os fluidos do interior do trap tambm pressuriza o filtro. Assim, a
cerveja no arranque do ciclo de filtrao, quando chega ao filtro trap encontrando um meio
pressurizado no espuma, consequentemente no se torna necessrio fazer purgas e
eliminamseperdasdecerveja.
40
7. Concluses
7.1. OptimizaodaetapadeebulionasalaNordon
Osobjectivosdestetrabalhoforamaoptimizaoenergticadaetapadeebulio,mantendo
aestabilidadecoloidal,caractersticasfsicoqumicasesensoriaisdacerveja.
Deentreosvriosperfisdeebuliotestadosverificousequeosperfisenergeticamentemais
vantajosossooEC1queapresentareduesnosconsumosespecficosdevaporde43,2%eo
perfilEC3comreduesde50,6%.Pordesconhecimentodoefeitodaagitaononmerode
vezesqueomostorecicladoaopermutador,implementouseoperfilEC1.
Os ensaios realizados com o perfil EC3 mostram que as restries impostas qualidade do
produtofinalsorespeitadas,peloqueesteumperfilquedeveserexploradonofuturo.
Provouse, a partir do teste de igualdade de mdias, que a maioria das caractersticas fsico
qumicasdacerveja,comperfildeebulioEC1,semantm,anexoE.Registaramsemelhorias
nosresultadosdasturvaes(totale20C)econtroloorganoltico.
OperfilEC1permitepoupanas,porreduodeconsumosdevapor,de258734(/ano).
7.2. OptimizaodaetapadeebulionassalasZiemanneMeura
Com os mesmos objectivos enunciados na seco anterior, aqui testaramse dois perfis. O
perfil EB1, menos 5 minutos de ebulio em relao ao controlo, produz cervejas com
turvaes totaiselevadas eemtermos energticos o menosvantajoso.Assim esteperfil foi
abandonado.
O perfil EA1 respeita as restries de qualidade impostas no produto final e apresenta
resultados de estabilidade coloidal melhores que o perfil de controlo. Energeticamente o
mais vantajoso, apresenta redues nas taxas de evaporao de 38,8% na sala Ziemann e
33,2%nasalaMeura.Apresentaaindaaumentosnastaxasdeisomerizaode15,6%,oque
bastantesignificativo.Assim,estefoioperfiladoptado.
Esteperfilpermitepoupanas,porreduodeconsumosdevapor,de63700(/ano).
41
7.3. Optimizaodosconsumosdeguanoenxaguamentodosfiltrostrap
Efectuaramse ensaios de minimizao dos consumos de gua na fase de enxaguamento dos
filtros trap, das linhas de filtrao Orion e Schenk. Pretendeuse manter a capacidade de
filtraodestesfiltros,aolongodociclodefiltraodacerveja,emanteroseutempodevida
til. Para os objectivos delineados conseguiramse redues nos consumos de gua de 42,5%
notrapsIeIIdalinhaOrion.NosfiltrostrapIeIIdalinhaSchenkconseguiramsereduesde
55,6%enosfiltrostrapIIIregistamsereduesde80,7%.
Os abaixamentos nos consumos de gua conseguidos permitem poupanas anuais de 7 484
(/ano).
7.4. Sugestesparatrabalhofuturo
Aolongodestetextoforamsendoapresentadasalgumasoportunidadesdemelhoria.
Paraosvriostrabalhosrealizados,aabordagemutilizadafoiadeconstruodeumaredede
forma a identificar um ponto, onde se minimizam consumos e se respeitam as restries do
sistema. Posteriormente fizeramse ensaios volta desse ponto, de forma a apertar a malha
deprocura.portantoumprocessoiterativo.
Recentemente desenvolveramse outros tipos de abordagens utilizando ferramentas de
integrao de processos. A integrao de processos compreende todas as melhorias no
processo, nas operaes unitrias e suas interaces de forma a minimizar o uso efectivo de
massa e energia. A minimizao dos consumos energticos conseguida optimizando os
sistemas de recuperao de calor, abastecimento de energia e reconfigurao da rede de
permutadores de calor. A minimizao dos consumos de gua conseguida optimizando a
configurao das alimentaes e reutilizaes e optimizao dos sistemas de tratamento de
gua.
A bibliografia da especialidade dnos conta de resultados espantosos na optimizao de
recursos energticos e mssicos por uso destas ferramentas. Assim, sugerese o uso e
implementaodestastcnicasnaUnicer.
Para indstrias de comidas e bebidas o potencial de redues energticas est avaliado em
15%a40%eopotencialdereduesdeconsumosdeguaem30%a40%[30].Destaforma
humpotencialdeabaixamentosdecustosconsidervelquepodeserexplorado.
42
8. Bibliografia
[1] Kunze, Wolfgang; Weber, Richard; Technology brewing and malting 2
nd
edition; VLB
Berlin;1999
[2]Esslinger,HansMichael;Narziss,Ludwing;Beer;WileyVCHVerlagGmbH&Co;2005
[3] Galitsky, Christina; Martin, Nathan; Worrel, Ernst; Lehman, Bryan; Energy efficiency
improvementandcostsavingopportunitiesforbreweriesUniversityofCalifornia;2003
[4]ORourke,Tim;TheroleofpHinbrewing;TheBREWERInternational;2002
[5]ORourke,Tim;Thefunctionofenzymesinbrewing;TheBREWERInternational;2002
[6] ORourke, Tim; Sedimentation liquid/solid separation in the brewing process; The
BREWERInternational;2002
[7]ORourke,Tim;Thefunctionofwortboiling;TheBREWERInternational;2002
[8] Dardyshire, A.; Cross, S.; Torline, P.; studies on DMS fluctuation: evidence on substantial
DMSproductionduringfermentation;Journaloftheinstituteofbrewing;1983
[9]Sommer,G.;Basicprinciplesrelatingtothecontinuoushightemperatureboilingmethod;
VLBBerlin;1993
[10]Dethier,M.;DeJaeger,B.;Barszczak,E.;Dufour,J.P.;Invivoandinvitroinvestigationsof
thesynthesisofSMethylmetionineduringbarleygermination;ASBCjournal;1990
[11] Dufour, Jean Pierre; Direct assay of SMethylmetionine using high performance liquid
chromatographyandfluorescencetechniques;ASBCjournal;1986
[12] Anness, B. J.; Bamforth, C. W.; Dimethyl sulfide A review; Journal of the institute of
brewing;1982
[13] Dickenson, C. J.; Dimethyl sulphide Its origin and control in brewing; Journal of the
instituteofbrewing;1983
[14]ORourke,Tim;Theprocessofwortboiling;TheBREWERInternational;2002
[15]ORourke,Tim;Colloidalstabilisationofbeer;TheBREWERInternational;2002
[16]Hyttinem,Ilkka;Beerhaze;TheScandinavianSchoolofBrewing;2001
[17]Hyttinem,Ilkka;Beerfoam;TheScandinavianSchoolofBrewing;2001
[18]ORourke,Tim;Predictingcolloidalstabilityinbeer;TheBREWERInternational;2002
[19]ORourke,Tim;Theroleofoxygeninbrewing;TheBREWERInternational;2002
[20]Hyttinem,Ilkka;Externalwortboiling;TheScandinavianSchoolofBrewing;2001
43
[21] Hallbergnoos, G. E. Schu; The balance of energy and warm water in the brew house;
Braweltinternational;1995
[22]Vollhals,Bernhard;Energysavinginthebrewhouse;MBAAtechnicalquarterly;1994
[23] Han, Y. M.; Wang, R. Z.; Dai, Y. J.; Thermal stratification within the water tank,
Renewableandsustainableenergyreviews,2008
[24] Hackensellner, Thomas; Efficient energy use in the brew house; Huppmann technical
documentation;1
st
edition;2000
[25] CANET, Energy Technology CentreVarennes; Pinch analysis for the efficient use of
energy,water&hydrogen;2003(http://cetcverennes.nrcan.gc.ca)
[26]Tan,R.R.etal;Amethodologyforthedesignofefficientresourceconservationnetworks
usingadaptiveswarmintelligence;JournalofCleanerProduction;2008
[27] Akbarnia, M.; Amidpour, M.; Shadaram, A.; A new approach in pinch technology
considering piping costs in total cost targeting for heat exchanger network; Chemical
EngineeringResearchandDesign;2008
[28] Akkaya, Ali Volkan et al; An analysis of SOFC/GT CHP system based on exergetic
performancecriteria;InternationalJournalOfHydrogenEnergy;2008
[29] Aspelund, Audun et al; An Extended Pinch Analysis and Design procedure utilizing
pressurebasedexergyforsubambientcooling;AppliedThermalEngineering;2007
[30] Raskovic, P.; Stoiljkovic, S.; Pinch design method in the case of a limited number of
processstreams;Energy;2008
[31]Akbari,A.;Heatexchangernetworkareatargetingconsideringstreamallocationtoshell
ortubes;ComputersandChemicalEngineering;2008
[32] Isafiade,A. J.; Fraser, D. M.; Interval based MINLP superstructure synthesis of mass
exchangenetworks;ChemicalEngineeringResearchandDesign;2008
[33] Barakat, T. M. M. et al; Multiobjective optimisation of batch separation processes;
ChemicalEngineeringandProcessing;2008
[34]Cao,Kaietal;Pinchmultiagentgeneticalgorithmforoptimizingwaterusingnetworks;
ComputersandChemicalEngineering;2007
[35]Jantzen,Jan;FuzzySupervisoryControl;TechnicalUniversityofDenmark;1998
[36]Burns,RolandS.;Advancedcontrolengineering;ButterworthHeinemann;2001
[37] Mintz, Rachel et al; Fuzzy logic modeling of surface ozone concentrations; Computers
andChemicalEngineering;2005
[38]Passino,KevinM.;Yurkovich,Stephen;FuzzyControl;AddisonWesley;1998
44
45
[39]Heo,JeongSook;Kim,DongSool;Anewmethodofozoneforecastingusingfuzzyexpert
andneuralnetworksystems;ScienceoftheTotalEnvironment;2004
[40] Sousa, S.I.V et al; Prediction of ozone concentrations in Oporto city with statistical
approaches;Chemosphere;2006
[41] Mintz, Rachel et al; Fuzzy logic modeling of surface ozone concentrations; Computers
andChemicalEngineering;2005
[42]Ogata,Katsuhiko;Engenhariadocontrolemoderno;4edio;PrenticeHall;2003
[43]Seborg,DaleE.etal;ProcessDynamicsandcontrol;2
nd
edition;Willey;2004
Anexo A Principaisalteraesbioqumicasqueocorremnomosto
naetapadeebulio
Nesteanexoapresentadaumaanlisedetalhadadosprincipaisobjectivosdaebulioedas
principaisalteraesbioqumicasqueocorremnestafase.
1. Principaisobjectivosdaebulio
O propsito da fase de ebulio estabilizar a composio, qumica e microbiolgica, do
mostorecorrendoa:
i. Esterilizaodomostoeinactivaodasenzimas;
ii. Solubilizaoeisomerizaodosprincpiosactivosdolpulo;
iii. Precipitao de protenas instveis e outras substncias, promovendo a estabilidade
coloidal;
iv. Eliminaodesubstnciasvolteisindesejveis,porevaporao;
2. Consideraesenergticas
A fase de ebulio requer grandes quantidades de energia e representa cerca de 40% dos
gastostotaisdeumacervejeira.
Parte da energia requerida na fase de ebulio recuperada durante o arrefecimento do
mosto, contudo a energia adicional necessria para evaporar o vapor de gua durante a
fervuraperdidaatravsdachamin.Existemvriasformasderecuperarestaenergiaperdida
porevaporao.Amaiseficienteareduodastaxasdeevaporao,actualmenteosvalores
de referncia encontramse entre os 4% e 9%, dependendo da configurao do sistema de
ebulio.
Deformaaperceberasconsequnciasdoabaixamentodastaxasdeevaporaonecessrio
entenderasprincipaisalteraesqueocorremnomostoduranteafasedeebulio.
3. Principaisalteraesbioqumicasquecorremduranteafasedeebulio
3.1. Esterilizaodomosto
Matriasprimas como o malte, gritz e ocasionalmente gua podem estar infectadas com
microrganismos que devem ser destrudos durante a ebulio para evitar contaminaes nas
etapas subsequentes. Alguns microrganismos, termfilos, tm a capacidade de produzir
esporos. Estas estruturas so resistentes a temperaturas elevadas, podem no ser destrudas
duranteaebulio,epodemestarpresentesnoprodutofinal.Contudoacervejanooferece
condiesparaagerminaodaquelesesporos.
3.2. Inactivaodasenzimas
Asenzimassoestruturastridimensionaisnasuaformaactiva.Geralmentenagamade50Ca
75C as enzimas desnaturam e perdem a sua actividade. Quando o mosto atinge o ponto de
ebulio,esteencontraselivredeactividadeenzimtica.
3.3. Concentraodomosto
Durante a fase de ebulio ocorrem perdas de gua por evaporao, isto provoca a
concentrao do mosto. A quantidade de gua perdida durante a ebulio directamente
proporcionaltaxadeevaporaobemcomoaquantidadedeenergiaperdida.Aeficinciado
sistemaafectadapelodesigndacaldeira,particularmentepelareasuperficial.
Tradicionalmentecervejasdeelevadaconcentraosoobtidasapartirdeetapasdeebulio
longasdeformaaevaporarguaconcentrandoomosto.Existeoutrasformasdeobtermostos
concentrados,semnecessidadedeebuliesdemoradas,taiscomoaadiodeadjuntoscomo
oxaropedeglucose.
3.4. Solubilizaoeisomerizaodosprincpiosactivosdolpulo
Durante a ebulio os cidos insolveis, presentes no extracto de lpulo, so convertidos
emisocidos.Estareacocatalisadapelatemperatura.
A isomerizao uma reaco relativamente rpida, cerca de 90% dos alfacidos so
isomerizadosnosprimeiros30min.Atingeoseupontomximoentreos60mine70minonde
cercade60%dototaldecidossoisomerizados.
Os isocidos so continuamente perdidos ao longo do processo, assim a converso final
decercade40%nacerveja.
3.5. Eliminaodesubstnciasvolteisindesejveis
Duranteaebuliooscompostosorgnicosvolteisperdemseporarrastamentonovaporde
guaevaporado.OprincipalderivadodomaltequeperdidoduranteaebuliooDMS(di
metil sulfato). Este produzido por decomposio termal da SMM (Smetil metionina) numa
reacodeprimeiraordemecomumtempodemeiavidade35minut s o .
H
S - metil metionina ------ ui -me
O HS (u
20C
= u,846; B
P
= S7,SC; insolubel na gua)produzido durante a ebulio
rapidamente perdido por evaporao. No entanto a sua formao contnua entre o fim da
ebulio e o arrefecimento do mosto. O DMS presente no mosto arrefecido no perdido,
umapartepodeserproduzidoduranteafermentao,epersistenoprodutofinal.
til sulfato (l)
UmadasformasdecontrolarosnveisdeDMSnacervejaregularaduraoeintensidadeda
ebulio, promovendo ebulies longas de forma a decompor o precursor e libertar por
evaporaooDMS.Devesepromoverumrpidoarrefecimentodomosto,reduzindootempo
deresidncianodecantador.
Durante a fase de ebulio tambm se perdem leos aromticos, tais como o mirceno,
humuleno, cariofileno e farneseno. Estes so as quatro principais essncias do lpulo e
constituemcercade60%a80%datotalidadedeleosaromticos,dependendodavariedade.
Estes compostos so todos hidrocarbonetos altamente volteis perdendose quase na
totalidadeaofimde60mina90min defervura, contribuindo pouco paraosaborearomado
lpulo na cerveja. Alguns produtos da oxidao destes compostos, tais como epoxidas
humulenas,socontribuidorespositivosparaosabordacerveja.
Osprincipaisfactoresqueafectamaevaporaodevolteisso:
Temperaturadomosto;
Vigordaebulio;
Tensosuperficial;
Condensaodevolteisnafasedevapor;
Difusividade;
Duraodaebulio.
3.6. Incrementodecolorao
A colorao do mosto aumenta durante a ebulio. As reaces responsveis por este
incrementodecoloraopertencematrscategorias:
ReacesdeMaillardentreosgruposcarbonilecompostosaminados;
Caramelizaodeacares;
Oxidaodepolifenois.
A oxidao de polifenois particularmente importante uma vez diminui o poder redutor
aumentandoassimestabilidadecoloidalediminuiacoloraodomostoecerveja.
3.7. ReduodopH
OcontrolodopHaolongodoprocessofundamentalparaaconsistnciadoproduto.OpHdo
mosto comea por decair na brassagem e continua durante a ebulio. A principal queda de
pH durante a reaco de compostos deCa
2+
com fosfatos e polipeptideos para formar
compostosinsolveislibe oi rtand esB
+
.
2-
S Ca
2+
+ 2 BP0
4
- 2B
+
+ Ca
3
(BP0)
4
polipeptiueo - B + Ca
2+
- polipeptiueo - Ca + 2 B
+
Os nveis de clcio decrescem dos 100ppm, no inicio da ebulio, para os 40ppm, no final da
ebulio. Podese adicionar sulfato de clcio ou cloreto de clcio nas etapas anteriores para
promover a formao de precipitados insolveis durante a ebulio, aumentando assim a
estabilidadecoloidal.
importante garantir esta reduo para nveis de pH=5. Isto pode ser conseguido com a
adio de cidos como o cido fosfrico ou sulfrico. Um pH baixo tem efeitos positivos no
mostoenocarcterdacerveja,taiscomo:
Promoveacoagulaodeprotenas;
Acentuaossaboresdacerveja,emparticularpelareduodediacetilo;
Promoveocrescimentodalevedura;
Inibeocrescimentodemicrorganismoscontaminantes;
ValoresdepHbaixosresultamemmenorescoloraes;
UmpHbaixoresultanummenoraproveitamentodogritz.
3.8. ReduodosnveisdeAzotonomosto
No processo cervejeiro necessrio baixar os nveis de compostos de azoto de elevado peso
molecularprovenientesdomalte.Seestespersistirempodemafectarnegativamenteosnveis
depH,aestabilidadecoloidal,afermentaoeosabordacerveja.
O processo de coagulao de protenas/polipeptideos envolve a troca de ligaes intra
moleculares por outras intermolculares, catalisadas pela temperatura mas destrudas por
movimentos mecnicos. O grau de protenas e polipeptideos removidos depende da
probabilidade de molculas individuais colidirem e formarem ligaes estveis durante a
ebulio.Tradicionalmenteoscritriosusadosparaavaliarumaeficienteebulioso:
Temperaturadeebulio,normalmente100Cpressoatmosfrica;
Tempodeebulio;
Taxadeevaporao.
Tipicamente, as caldeiras de ebulio mais recentes, operam durante 60min de ebulio com
taxasdeevaporaode5%a9%.
Um critrio usualmente no muito mencionado, mas de importncia critica o grau de
agitao ou vigor da ebulio. Assim, a remoo de compostos azotados de elevado peso
molecular funo do tempo e vigor da ebulio e independente da taxa de evaporao. O
vigor da ebulio de elevada importncia uma vez que a coagulao de protenas
promovida com a intensidade de formao de bolhas de vapor. A temperatura registada no
seio do mosto e o tempo de contacto com a rea de transferncia de calor so tambm
importantes.
3.9. Extracoeprecipitaodetaninos/polifenois
Os taninos, provenientes do gritz, e a maioria dos polifenois, provenientes do malte, so
solveis no mosto quentes e moderadamente solveis em gua fria. Estes compostos
combinamsecomasprotenasparaformaremcomplexosprotenaspolifenois.
Protenasquesecombinamcompolifenoisoxidadosformamcomplexosinsolveisno
mostoquenteeprecipitamduranteadecantao;
Protenas que se combinam com polifenois no oxidados so solveis no mosto
quente. Os polifenois podem oxidar durante o processamento da cerveja gerando
instabilidadecoloidal.
3.10. Produodecompostosreduzidos
O mosto tem compostos que no foram oxidados durante a sua produo. A injeco de
oxignio no mosto pode reduzir rapidamente estes compostos qumicos. Muitos destes
compostos provm das matriasprimas, mas outros so reductonas ou melanoides que se
formamduranteaebulio.
Cervejascombaixosnveisdeoxidaotendemapreservarcompostosreduzidosnaturaisque
estopresentesnomosto.Estespodempersistirnacervejaconferindoestabilidadecoloidale
organolptica.
4. Concluses
A etapa de ebulio do mosto cervejeiro ainda pouco compreendida mas crucial para a
estabilizaodomostoedacerveja.Assim,alteraesnosistemadeebuliopodemafectara
estabilidadeequalidadedacerveja.
AnexoBParmetrosmonitorizadosaolongodecadaetapa
Fasedeproduo Etapa Parmetrosemanlise
Fabricodemosto
Sacarificao pH
Ultimasguasdafiltrao
Extracto
pH
Inicioefimdeebulio
Extracto
pH
ConesdHimoff(leiturasaos70e
90minutosdedecantao)
Consumosdevapor
Arrefecimentodemosto
Extracto
pH
Colorao
Unidadesdeamargo
Extractoaparentelimite
Atenuaoreallimite
ConesdHimoff(leiturasaos70e
90minutosdedecantao)
Volumedemosto
Adegas
Fermentao
Maturao
Estabilizaoafrio
Extracto
lcool
Colorao
Unidadesdeamargor
pH
SO
2
total
Contagemdeclulasdasementeira
Resultadosmicrobiolgicosda
levedura
Diacetilo
Produtoacabado Controlodequalidade
Extractos(primitivo,aparentee
real)
Atenuaoreal
lcool
pH
Colorao
Amargor
Turvaes(total,20Ce0C)
Estabilidadedeespuma
CO
2
Polifenois
Azotoaminadolivre
Diacetilo
SO
2
total
Controloorganoltico
lcoois/esteres
Estabilidadecoloidal
AnexoCEspecificaesparaasanlisesdequalidade
Nesteanexosoapresentadososvaloreslimitesdosparmetrosdeanlisesdequalidadepara
omostoPilsen,tipodemostoemestudoaolongodestetrabalho.
Anlise
Unidade
demedida
Mnimo Mximo
Extractoprimitivo(p/p) Plato 11,40 11,80
Extractoprimitivo(p/v) %(p/v)
lcool(p/p) %(p/p)
lcool(v/v) %(v/v) 4,60 5,60
Extractoreal P
Extractoparente P
Atenuaoreal % 67 73
pH 4,00 4,40
Colorao EBC 6,0 8,0
Amargor U.A. 18 22
Turvao20C EBC 0,5 0,7
Turvao0C EBC 0,5 0,9
Turvaototal EBC 1,0 3,5
Diacetilo mg/l 0,05
Estabilidadedeespuma s 250
SO2total mg/l 6 10
nPropanol mg/l
Isobutanol mg/l
lcooisamlicos mg/l
Acetatodeetilo mg/l
Acetatosamilicos mg/l
Acetaldado mg/l
DMS g/l 40
Controleorganoltico u.a. 1,4 1
AnexoDModelomatemticodacaldeiradeebulio
O actual sistema de ebulio da sala Nordon constitudo por um tanque ao qual est
acoplado um permutador de carcaa e tubos vertical, que fornece calor latente ao mosto,
provocandoelevaesdetemperaturaeebulio.
A seguir apresentase a modelizao matemtica deste sistema dinmico, como se apresenta
na figura D.1. Como a transferncia de mosto entre o tanque de ebulio e o permutador
ocorre a elevados caudais e a distncias muito curtas, considerase que o tempo de atraso
nulo.Consideramsequeaspropriedadesfsicasdosfluidossoconstantes.
R
T
z=u
z=L
v
T
L
(u, t)
v
T
L
(L, t)
vapoi (Ts)
Conuensauos (Ts)
Paieue(Tw)
FiguraD.1RepresentaodosistemadinmicodopermutadordeebuliodasalaNordon.
Notratamentoqueseseguedesprezaseaconduodeenergiaaxialeradial.Omostoviajaao
longo do permutador com a velocidade:e com temperaturaI
L
, funo do espao e tempo.
ConsideraseaindaqueovaporseencontratemperaturaI
s
,funodotempo,easparedes
dostubosinternosdopermutadorencontramsetemperaturaI
w
,funodaposioespacial
edotempo.OtubotemreadesecorectaS
L
.
Obalanodeenergiaaestesistemapodesertraduzidocomosesegue:
_
toxo Jc
ocumuloo
Jc cncrgio
_ = _
toxo Jc cntroJo
Jc cncrgio por
con:cco
_ - _
toxo Jc soiJo
Jc cncrgio por
con:cco
_ + _
toxo Jc oJio
Jc cncrgio
oo sistcmo pclos
:izinbonos
_
+ _
trobolbo cxcrciJo
pclos :izinbonos
no sistcmo
_
Balanoenergticoao sto: mo
p
L
C
p,L
oI
L
o
= - C
p,L
S :
oI
L
+ b
L
A
L
(I
w
- I
L
) S
L
t
p
L L
oz
0T
L
0t
= -u
0T
L
0z
+
1
z
HL
(T
w
- T
L
) (1)
Onde
HL
=
b
L
A
L
p
L
C
p,L
S
L
= _
tcmpo Jc
possogcm
Jo mosto
no pcrmutoJor
_
Balanoenergticopa de: re
p
w w
S
w
oI
w
t
= b
S
A
S
(I
S
- I
w
) - b
L
A
L
(I
w
- I
L
) C
p,
o
0T
w
0t
=
1
z
Sw
(T
S
- T
w
) -
1
z
wL
(T
w
- T
L
) (2)
Onde
Sw
=
b
S
A
S
p
w p,
S
w
= _
tcmpo Jc tronsportc tcrmol
_
C
w
cntrc o :opor c o porcJc
wL
=
b
L
A
L
p
w
C
p,w
S
w
= _
tcmpo Jc tronsportc tcrmol
cntrc o porcJc c o liquiJo
_
Con
Parat = u:
diesiniciaiseaoslimites:
oI
w
ot
=
oI
L
ot
= u c I
S
(t = u) conbcciJo
Paraz = u:
Intcgror o cquoo 1 c substituir cm 2. Rcsol:cr cm orJcm o z.
Podecalcularseb
L
A
L
porbalanoenergticoentreasvriasinterfaces.Considerasequeem
estadoestacionriooscaudaist m c oconstantes s. r i oss eiguai
b
L
A
L
(I
z=0
-
L
) = H z
L
I
L
z=
L L
h
L
A
L
=
M
L
2
L
(T
L
z=
- T
L
z=L
)
(3)
OndeH
L
ocaudaldevaporcondensanteez
L
ocalorlatentedecondensao.
A partir das equaes 1 e 2, por resoluo analtica ou numrica, podese simular a resposta
destesistemadinmicoemI
L
(t, z)apartirdeperturbaesemI
L
(t, u)eI
S
(t).
Procurouse informao nos arquivos da Unicer e contactaramse os fabricantes dos
permutadores de calor afectos aos sistemas de ebulio das salas Nordon e ZiemannMeura,
deformaaconhecerascaractersticasdestesequipamentos.Apesardosesforosrealizados,
data de realizao deste texto, no conhecemos os parmetros de projecto destes
permutadores nem as curvas caractersticas das bombas que fazem o transporte do mosto.
Assim,nosedispemdeelementossuficientesparaasimulaodestesistemadinmico.
AnexoEAnliseestatstica:BrancovsEC1
Nosquadrosabaixoapresentadosencontraseumaanliseestatsticadosparmetrosdequalidade.
Tratase do teste de igualdade de mdias de duas populaes normais, caso das varincias
desconhecidaseiguais.Incluemseexpressesfaciaisparamaisfcilinterpretaoderesultados.
Comosepodeverificar,paraamaiorpartedosparmetrosotestedeigualdadedemdiasaceite,
indica que se mantm as caractersticas fsicoqumicas da cerveja, onde a etapa de ebulio foi
testadacomoperfilEC1.
Os parmetros fsicoqumicos e sensoriais onde o teste de igualdade de mdias no aceite
(turvao a 20C, turvao a 0C, prova) houve uma melhoria nos resultados obtidos com cervejas
emqueaebuliofoirealizadacomperfilEC1.
O teste de igualdade de mdias tambm no foi aceite para os consumos especficos de vapor e
taxasdeevaporao,noentantoosresultadosobtidosparaoperfilEC1somelhoresqueosobtidos
para o perfil branco, isto prova uma melhoria efectiva do desempenho do ensaio EC1,
ynomic Boiling.
Tabela1Anliseestatsticaaosresultadosdasanlisesdequalidade,paraomostoSuperBock.NocasoE
0
sejarejeitada,indicaumamelhorianosresultados,indicaqueapesardeoresultado
doensaionosertobomcomoobrancoencontrasedentrodasespecificaeseindicaqueosresultadosultrapassamoslimitesdasespecificaes.
Comparaodeensaios
Extracto
Primitivo
(p/p)
Colorao
(EBC's)
Amargor
(UA)
Turvao
5d/l
(EBC's)
Turvao
20C
(EBC's)
Turvao
24h0C
(EBC's)
Estabilidade
deespuma
(s)
Polifenois
totais
(mg/l)
Azoto
aminado
livre
(mg/l)
S0
2
total
(mg/l)
Prova
(u.a.)
Branco
Namostras 9 9 9 9 9 9 9 9 9 9 9
Mdia 11,89 6,7 19 1,9 0,50 0,7 302 111 84 8 0,2
Varincia 0,005 0,08 2 0,7 0,008 0,009 172 139 216 16 0,02
Desviopadro 0,07 0,3 1 0,8 0,09 0,1 13 12 15 4 0,1
EC1
Namostras 11 11 11 10 11 10 11 11 11 10 10
Mdia 11,6 6,9 18 2 0,5 0,6 289 100 93 7 0,4
Varincia 0,1 0,5 8 1 0,02 0,02 282 198 326 12 0,05
D padr esvio o 0,3 0,7 3 1 0,1 0,1 17 14 18 3 0,2
Teste
p
Bunco
= p
LC1
p
Bunco
= p
LC1
Tabela2Anliseestatsticaaosresultadosdasanlisesdeperfilaromtico,paraomostoSuperBock.NocasoE
0
sejarejeitada,indicaumamelhorianosresultados,indicaqueapesardeo
resultadodoensaionosertobomcomoobrancoencontrasedentrodasespecificaeseindicaqueosresultadosultrapassamoslimitesdasespecificaes.
Comparaodeensaios
Acetaldado
(mg/l)
DMS
(g/l)
n
propanol
(mg/l)
Isobutanol
(mg/l)
lcoois
amlicos
(mg/l)
Total
lcoois
(mg/l)
Acetatoetilo
(mg/l)
Acetato
amlico
(mg/l)
Total
steres
(mg/l)
lcoois/Esteres
Branco
Namostras 8 8 8 8 8 8 8 8 8 8
Mdia 5 27 14 13 76 101 18 1,7 20 5,2
Varincia 2 12 4 4 81 180 4 0,05 5 0,6
Desviopadro 1 4 2 2 9 13 2 0,2 2 0,8
EC1
Namostras 9 11 9 9 9 9 9 9 9 9
Mdia 7 31 15 13 76 104 20 1,8 22 4,8
Varincia 8 25 1 3 64 109 5 0,14 6 0,3
Desvio o padr 3 5 1 2 8 10 2 0,4 3 0,5
Teste
p
Bunco
= p
LC1
p
Bunco
= p
LC1
Tabela3Anliseestatsticaaosresultadosdasanlisesdeestabilidadecoloidal,paraomostoSuperBock.NocasoE
0
sejarejeitada,indicaumamelhorianosresultados,indicaqueapesardeo
resultadodoensaionosertobomcomoobrancoencontrasedentrodasespecificaeseindicaqueosresultadosultrapassamoslimitesdasespecificaes.
Comparaodeensaios ndicedePolifenois
ndicedeprotenasdebaixo
pesomolecular
ndicedeprotenasdeelevado
pesomolecular
Branco
Namostras 9 9 9
Mdia 19 99 136
Varincia 29 227 382
Desviopadro 5 15 20
EC1
Namostras 11 11 11
Mdia 16 88 145
Varincia 18 192 962
Desvio o padr 4 14 31
Teste
p
Bunco
= p
LC1
p
Bunco
= p
LC1
Tabela4Anliseestatsticaaosresultadosdosprincipaisparmetrosdedecisoemanliseduranteaetapadeebulio,paraomostoSuperBock.NocasoE
0
sejarejeitada,indicaumamelhoria
nosresultados,indicaqueapesardeoresultadodoensaionosertobomcomoobrancoencontrasedentrodasespecificaeseindicaqueosresultadosultrapassamoslimitesdas
especificaes.
Comparaodeensaios
Consumosespecficosde
vapor(kg/hl)
TaxadeEvaporao(%) Taxadeisomerizao(%)
Branco
Namostras 36 19 36
Mdia 9 10 46
Varincia 3 0,1 0,1
Desviopadro 2 3 3
EC1
Namostras 36 20 45
Mdia 5 7 47
Varincia 2 0,03 0,1
Desvio o padr 1 2 4
Teste
p
Bunco
= p
LC1
p
Bunco
= p
LC1
Anexo F Dimensionamento dos equipamentos do sistema de
armazenamentoerecuperaodeenergia
Nesteanexoapresentamseosclculosrealizadosparaodimensionamentodosequipamentos
queseapresentamnaspropostasderecuperaoearmazenamentodeenergia,seco4.6.1.
1. Permutadordecarcaaetubos
Paraodimensionamentodestepermutador,paracondensaodosvaporesgeradosdurantea
ebulio,recorreusesseguinteshiptesessimplificativas:
Permutadoremcocorrente;
Termicamenteisolado;
Umaspassagem(F=1);
Coeficienteglobaldetransfernciadecalorconstante;
Quedadepressoconstante;
Propriedadestrmicasdosfluidosconstantes.
Considerouse apenas a recuperao do calor latente dos vapores condensantes, provocando
uma elevao de temperatura de7SCpara99C, na gua do tanque de armazenamento de
energia.
Permutadorde
carcaaetubos
Vapores
Th1=100C
Condensados
Th2=100C
guafria
Tc1=75C
guaquente
Tc2=99C
FiguraE.1Representaoesquemticadopermutadordecarcaaetubos,paracondensaodevaporesgerados
duranteafasedeevaporao
Considerousequeofabricotemumvolumede7Su blequeataxadeevaporaode1u%,
assumiuse um coeficiente de transferncia de calor constante e igual a8S2 (Wm
2
K), de
acordo com as regras heursticas. Para estes dados o permutador de carcaa e tubos deve
possuir74u m
2
.
= uAI
Im
= H
L
z = A =
H
L
z
uI
Im
=
H
guu
z
guu
u
(I
h1
-I
c1
)(I
h2
- I
c2
)
ln [
I
h1
-I
c1
I
h2
-I
c2
A =
7Su u,1 [
bl
b
1
S6uu
[
b
s
1uu
1
[
l
bl
22S7 _
k[
kg
guu
]
1uuu
1
_
g
kg
]
1
1
_
l
guu
kg
guu
]
8S2 [
w
m
2
K
(1uu -7S) - (1uu - 99)
1uu - 7S
- 99
ln[
1uu
(K)
A = 74u(m
2
)
O modo de funcionamento deste permutador idntico para os diferentes cenrios
apresentados. No cenrio III como as ebulies so alternadas o seu funcionamento ser em
contnuo, no entanto os parmetros de funcionamento no se alteram em relao aos
cenriosIeII.Assim,odimensionamentoigualparaosdiferentescenrios.
2. Blower
Considerando que taxa de evaporao de1u %e o volume mdio do fabrico de7Su bl
entooblowerdeverterumacapacidademnimadecercade7S blb.
3. Tanquedearmazenamentodeenergia
Para o dimensionamento deste equipamento assumiuse um modelo de estratificao termal
no tanque de armazenamento de gua. Assumiuse que o tanque tem2upiscinas bem
agitadas,considerouse7S Cnabasee99 Cnotopo.
J=1
T=75C
J=20
T=99C
J=10
FiguraE.2Representaoesquemticadotanquedearmazenamentodeenergiacomestratificaotermal.
Onmerodeestratificaoencontradode1,S Cpiscino,deacordocomabibliografiaeste
nmero deve ser inferior aS. O nmero encontrado bastante razovel e permite obter
vantagens significativas na estratificao termal. O efeito do aumento do nmero de piscinas
traduzsenumadiminuiodonmerodeestr oeaumento tanque. atifica dovolumedo
Aquantidadedeguanecessriaparaelevar7Su bl demostode7S Ca98 Cdecercade
4 84u litros.Considerandoumaeficinciade9u %natransfernciadecalorecomootanque
tem2upiscinasentoovolumetotaldotanquedeveserdecercade1uu m
3
de gua.
E
mosto
= E
guu
= (m C
p
I)
mosto
= (m C
p
I)
guu
= m
guu
=
(m C
p
I)
mosto
( C
p
I)
guu
=
7Su bl
1uu
1
[
l
bl
1,u6
kg
mosto
l
mosto
4uuu
[
kg
mosto
K
(99 -7S)K
8,S14 [
[
mol K
(8,712 + 1,2S 1u
-3
S +1,8 1u
-7
S71
2
) S7 (K)
1
18
71 1 _
g
mol
H20
]
= 4 84u 477(g
H
)
1
1uuu
_
kg
H20
g
H20
]
1
1
_
l
H20
kg
H20
]
1
1uuu
_
m
3
l
_
20
= 4,84u _
m
H20
3
piscino
_ (1 + (1 -u,9)) 2u(piscinos)
= (m
H
3
)
= 1uu(m
H20
3
)
1u6
20
ArazogeomtricaIJ deverserigualaSparaseobteromximo proveitodaestratificao
trmica.Assimestetanquedeverterderaio1,74 medealtura1u,S m.
importante que se verifiquem algumas caractersticas na implementao do tanque de
armazenamentodeenergia,taiscomo:
Isolamentodotanqueelinhasdetransportedeenergia/guaquente;
Existncia de anis cnicos, nas piscinas de topo e de base do tanque, para que as
perturbaes provocadas na estratificao, resultantes de entradas e sadas de gua,
sejamminimizadas.
4. Permutadordeplacas
Considerando um volume do mosto de7Su bl, pretendese provocar uma elevao de
temperatura de 7SCpara 98C. Considerase que se tem gua quente do tanque de
armazenamentodeenergiaa99Cebaixaseatemperaturadestacorrenteparaos78C.
Considerouse ainda um tempo de passagem de9u min, i.e., a durao de aquecimento do
mosto semelhante ao tempo de ocupao do tanque tampo. De acordo com as regras
heursticas assumiuse um coeficiente global de transferncia de calor de8S2 (Wm
2
K),
transferncia de calor da gua para lquidos. Com estes dados necessitamos de um
permutadordeplacascom1 u4u m
2
.
Permutadorde
Placas
Mosto
Tc1=75C
Mosto
Tc2=98C
guafria
Th2=77C
guaquente
Th1=99C
FiguraE.3Representaoesquemticadopermutadordeplacaseelevaopretendidanomostocustadagua
dearmazenamentodeenergia.
A I
Im
N C
p
=
u I
= u = ( T)
mosto
A =
(N Cp T)
mosto
Im
A =
7Su
9u
[
bl
min
1
6u
[
min
s
1uu
1
[
l
bl
1
1
_
kg
l
] 4uuu _
[
kg K
] (98 -7S)(K)
8S2 [
w
m
2
K
(77 - 7S) -(99 - 98)
ln[
77 - 7S
99 - 98
= 1u4u(m
2
)
Sabendo que para permutadores compactos existe no mximo12uu m
2
m
3
de rea de
transferncia de calor, ento o valor encontrado razovel, uma vez que inferior
referncia.
Anexo G Avaliao do potencial de poupanas mssicas e
energticasdoactualsistemadeebuliodasalaNordon
1. Avaliaodopotencialmximodepoupanas
1.1. Custosenergticosdarampadeaquecimento
Comoobjectivodeavaliarosconsumosdevapor,narampadeaquecimento,imediatamente
antes do inicio da ebulio, recorreuse ao contador de vapor instalado na linha de admisso
devaporaopermutadordacaldeiradeebulio.RegistaramseosdadosdatabelaG.1.
TabelaG.1Levantamentodasnecessidadesdevapornarampadeaquecimentodemosto.
Fabrico
n
Tipode
mosto
Gamadetemperaturasconsideradas
narampadeaquecimento
Vapor
consumido
(kg)
Volumedemosto
arrefecido
(hl) T
inicio
(C) T
fim
(C)
1883
Cristal
95,87 97,87 1055 744
1884 95,65 98,04 1090 742
1885 96,18 98,17 1064 751
1886 95,26 97,65 1101 797
1887 95,37 97,96 1096 672
1888 94,09 98,09 1087 743
1890 95,48 98,17 1098 743
Com os dados recolhidos, considerando que o custo de vapor deSS,u8 Ion, ento os
custosmdiosdasnecessidadesespecificasdevaporestoavaliadosemu,u19 bl
mosto
C.
De forma a avaliar os custos anuais da rampa de aquecimento efectuouse um levantamento
daproduomensaldemosto.EstesdadosencontramsenatabelaG.2.
TabelaG.2ProduomensaldemostodasalaNordon,em2008.
Ms
Volumedemostoproduzido
(hl)
Janeiro 136477
Fevereiro 96865
Maro 159237
Abril 140142
Maio 170469
Junho 159730
Julho 217000
Agosto 171816
Arampadeaquecimentoconsisteemelevaratemperaturadomostodos78C,temperatura
domostosadadofiltro,ataos1uuC,temperaturamdiaregistadanoseiodacaldeirade
ebulionoiniciodestafase.
PelosdadosapresentadosnatabelaG.2,verificamosqueaproduomdiadasalaNordon
de 1S6 467 bl
mosto
ms . Para a elevao de temperatura pretendida na rampa de
aquecimentooscustosemvaporestoavaliadosem 8u1 697 ono.
Para esta avaliao desprezaramse as perdas de massa e energia por evaporao, uma vez
queatemperaturamdiadomosto,narampadeaquecimento,inferiora1uuC.
1.2. Perdasdeenergiaportransfernciademostoentrecaldeiras
No actual sistema de ebulio da sala Nordon, a rampa de aquecimento iniciase no tanque
tampoeinterrompidamomentaneamenteparaatransfernciademostoparaacaldeirade
ebulio,ondeconcluda.Umaveznacaldeiradeebulioomostocedecalorsparedesda
caldeiraparaqueseatinjaoequilbriotrmico.
Podese considerar que em termos prticos se perde 1,SC nesta transferncia. Isto
representaS4 661 ono.
1.3. Perdasdemassaeenergiaporevaporaoduranteafasedeebulio
AtendendoaindaosdadosdatabelaG.2,considerandoumataxadeevaporaomdiade7%,
paratodosostiposdemostos,taxadeevaporaomdiaregistadanoperfilEC1,asperdasde
massaporsode1S1 4S2 blono.
Considerando que o custo da gua de fabricao do mosto deu,68 m
3
, ento as perdas
demassaporevaporaoestoavaliadasem8 9S7 ono.
Considerando que os custos energticos de manuteno da etapa de ebulio so de
u,16 bl, no perfil de ebulies EC1 como se mostra na seco 4.5, ento as perdas
energticassoavaliadasem21 288 ono.
1.4. Potencialdepoupanas
Da soma das varias parcelas atrs apresentadas verificase que o total de custos destas
operaes unitrias de886 S84 ono. Este valor representa o potencial mximo de
poupanasenergticasemssicasdoactualsistemadeebuliodasalaNordon.
2. Calculodosrendimentosrelativosdecadacenrio
Podesedefinirore ecimento,i.e.: ndimentodecadacenriocombasenarampadeaqu
p =
0omo Jc tcmpcroturos conscguiJo pclo sistcmo
0omo Jc tcmpcroturos mximo rcgistoJo no rompo Jc oquccimcnto
1uu
Entopodemoscalcularosrendimentosdecadacenrio.
2.1. CenrioI
Rendimentosespeculveis:
p =
9S - 78
1uu - 7S
1uu = 6u%
Recuperaesespeculveis:
Rcc = 8u1 697
ono
u,6 = 481 u18 ono
2.2. CenrioII
Rendimentosespeculveis:
p =
9S - 78
1uu - 7S
1uu = 68%
Recuperaesespeculveis:
Rcc = 8u1 697
ono
u,68 = S4S 1S4 ono
2.3. CenrioIII
Rendimentosespeculveis:
p =
97 - 78
1uu - 7S
1uu = 76%
Recuperaesespeculveis:
Rcc = 8u1 697
ono
u,76 + S4 661
ono
= 66S 9S1 ono
Notesequeasegundaparceladestarecuperaodevidanotransfernciademostoentre
otanquetampoeacaldeiradeebulio,comosedescreveatrs.
3. Calculodosrendimentosglobais
Podemos ainda calcular o rendimento global de cada cenrio, se definirmos o rendimento
comosendo:
p =
Rccupcrocs cspccul:cis
0Potcnciol mximo Jc pouponos Jo sistcmo
1uu
O que dentro da gama de erro associado a estes clculos, erros de previso, contudo uma
medidadecomparaomaisfivel.
CenrioI
p =
481 u18
0886 S84
1uu = S4%
CenrioII
p =
S4S 1S4
0886 S84
1uu = 61,S%
CenrioII
p =
66S 9S1
0886 S84
1uu = 7S%
4. Comentriosfinais
Atendendoaosistemadeintegraoenergticaemanliseemcadacenrio,bemcomoauma
abordagemconservativaparaasrecuperaesespeculveis,entoosvaloresencontrados,no
clculodosrendimentosglobais,sorazoveis.
Uma caracterstica comum a todos os cenrios, e muito importante para que se obtenham
rendimentos globais considerveis, o tanque de armazenamento de energia. Este foi
dimensionadocom2upiscinas.Apiscinadotopofoidimensionadaparaseconseguirobterum
aumentodetemperaturanomostode7SCa98C,paraum de7Su bl. fabrico
Uma outra caracterstica comum a todos os cenrios, oblowcr. A implementao deste
equipamento no topo da caldeira de ebulio permite isolar o sistema de ebulio das
condiesatmosfricaseocontrolodeumaoutravariveldegrandeimportncianaebulio,
apressonoladodomosto.Actualmenteosistemadeebulionopermitequalquertipode
controlooumonitorizaosobreestavarivel.
AnexoHPropostadealteraodoalgoritmodecontrolobsico
No decorrer da execuo do projecto de optimizao da ebulio verificouse que para perfis
de ebulio idnticos e ebulies sucessivas os consumos especficos de vapor apresentam
elevada varincia. Isto devese s condies atmosfricas mas tambm forma como o
controlo efectuado. Uma filosofia de controlo baseada na quantidade de vapor/energia
gasta,comofunodaquantidade de mostoemebulioedotempodestafase,podetrazer
grandesvantagens:
Diminuiodosconsumosespecficosdevapor;
Estandardizao da etapa de ebulio, i.e., todas as ebulies confinadas a um
perodo, onde se verifiquem condies envolventes ao sistema idnticas, devem
apresentarconsumosespecficosdevaporidnticos;
A proposta aqui apresentada referese mudana de critrios a controlar, substituindose o
controlodetemperaturaspelocontrolodequantidadedevapor/energiagastaporebulio.
Osistemadeveterumaformafidedignadeaquisiodavarivelvolumedemostonoinicioda
ebulio,peloqueaimplementaodeumcontadornalinhadeadmissodemostocaldeira
deebuliorecomendado.
No obstante de outras necessidades de cdigo, inerentes linguagem do programawinCC,
sistema de aquisio de dados usado na Unicer, e o controlo de outras variveis aqui no
consideradas, o controlo da quantidade de vapor gasta durante a fase de ebulio que se
propemcomoseapresentanopseudocdigoabaixoapresentado.
%% 1 Bauos intiouuziuos pelo opeiauoi (aimazenauo
ntiouuza tempeiatuia paia inicio ue ebulio
ntiouuza o numeio ue fases peimitiuas =');
s em
=');
ieceita ue foima a poueiem sei ajustauos)
T=input(I
'I n=input(
uisp(' ')
foi i=1:1:n
t(i)=input('Intiouuza o tempo ue uuiao ua fase i (min)=');
);
tempeiatuie(i)=input('Intiouuza ue tempeiatuia ua fase i (C)=');
poi(hl mosto h))='
%)=');
cmev(i)=input('Intiouuza o cauual massico especifico ue vapoi na fase i (kg va
b(i)=input('Intiouuza a iotao ua bomba ue ieciicula o ue mosto na fase i (
i)=input('Intiouuza a piesso a montante uo blowei na fase i (mbai)=');
i
pmb(
enu
uisp(' ')
exp
%% 2 Bauos auquiiiuos pelo sistema infoimtico ue inteiesse paia a iotina u
_
e contiolo
tempeiatuie %Tempeiatuia uo mosto saiua uo peimutauoi
cmv(i) %Cauual massico ue vapoi uauo pelo contauoi ue vapoi
%volume uo mosto (hl) uauo pelo contauoi a intiouuzii antes ua calueiia ue ebulio ou poi
estimativa a paitii uos sensoies ue nivel
vm
_exp>
%% S Iniciai contauoies e iotina ue contiolo
T
%0 algoiitmo que se segue piessupem contagem ciescente
if tempeiatuie
stait timei
foi i=1:1:n
t(i)
u; (sinal paia abiii)
if timei<
e v o cmv(i)= % E o mesmo que uizei que a vlvula u ap i noimalmente fechaua
ua bomba na fase i aimazenaua em ieceita ib(i); % Coiie com a iotao
peiatuie
pmb(i); % Coiie com a piesso a montante uo blowei aimazenaua em ieceita
peiatuie_exp<tem (i)
ev(i)*vm; %conuio paia abeituia ua vlvula ue vapoi (sinal paia abiii)
if tem
cmv(i)=cm
>t(i)
enu
timei
1+1
else
= i
enu
u
p timei
en
sto
enu
AnexoINecessidadesdevapornoperfilEC1
Da observao de vrias ebulies verificouse que as quantidades de vapor consumidas, em
cada fase e em cada ebulio so diferentes, mesmo em ebulies consecutivas. Assim,
realizouseopresentelevantamentodeformaaidentificarosconsumosmdiosdevaporem
cadafase.
OsdadosqueseseguemreferemseaomostoSuperBockeparaoperfilEC1.
TabelaI.1Leiturascumulativasdocontadordevapor,evolumesdofabrico,paravriosfabricosSuperBock.
Fabricon
Leiturascumulativasdocontadordevapor(kg)
Volumede
mostofrio(hl)
FaseI FaseII FaseIII
1016 1595 3145 4165 687
1017 1482 2996 3845 698
1018 1568 2517 3384 702
1019 1580 2680 3704 706
1020 1543 2838 3698 700
1022 1580 2700 3715 734
1023 1500 2590 3640 816
1055 2492 3736 4743 702
1056 2400 3800 4900 738
1057 2480 3840 4970 757
1059 1450 3046 3791 720
1060 1467 2966 3943 752
1061 2685 4190 5178 753
Doquocienteentreadiferenadasleiturasdevaporemcadafaseeosvolumesdemostofrio
tiramseosconsumosespecficosdevaporemcadafase.
Sabendo que o mosto quente ao ser arrefecido sofre uma contraco de 4% no seu volume
entoosconsumosmdiosespecficossocomosesegue:
FaseI:2,44(kg
vapor
/hl
mostoquente
)
FaseII:1,75(kg
vapor
/hl
mostoquente
)
FaseIII:1,28(kg
vapor
/hl
mostoquente
)
Tendoemconsideraoaduraodecadafaseentoasnecessidadesdevaporesso:
FaseI:9,77(kg
vapor
/hl
mostoquente
hr)
FaseII:2,34(kg
vapor
/hl
mostoquente
hr)
FaseIII:7,69(kg
vapor
/hl
mostoquente
hr)
Estes valores servem como uma estimativa inicial para um controlo de ebulio baseado na
quantidadedevapor/energiagastaporcadaebulio.Aquantidadedemostoquentepodeser
dada pelos sensores de nvel existentes na caldeira de ebulio. Para melhores resultados
deveseaplicarumcontadornalinhadeadmissodemostocaldeiradeebulio.
Estesvaloresdevemestaracessveisnareceitadomostodeformaapoderemsera os. justad
A estimativa acima apresentada permite consumos especficos de vapor deS (kg
upo
bl
mosto
), como se mostra na tabela 3. A tabela I.2 mostra que estes consumos se mantm
constantesindependentementedaquantidadedemostopresentenaetapadeebulio,como
sepretendeparaoalgoritmodecontroloapresentadonaseco4.6.2.1.
TabelaI.2Consumosdevaporemcadafase,emfunodaquantidadedemostoemebulio.
Fase
Duraodecada
fase(min)
Caudaisespecficosdevapor
(kg
vapor
/hl
mosto
h)
Volumedemostonaebulio
(hl
mosto
)
700 750 800
I 15 9,77 1710 1832 1954
II 45 2,34 1229 1316 1404
III 10 7,69 897 961 1025
Soma(kgvapor) 3835 4109 4383
Consumosespecficosdevapor(kg
vapor
/hl
mosto
) 5,5 5,5 5,5
Asclulascompreenchimentosoumaestimativadaquantidadedevaporgastaemcadafase
emfunodovolumedemostoemebulio.
Somando estas quantidades para as varias fases da ebulio e por diviso pelo volume de
mosto mostrase que estas estimativas para os caudais especficos de vapor respeitam os
consumosregistadosexperimentalmente,paraoperfilEC1,comosemostranatabela3.
Pode concluirse que os valores encontrados para as estimativas dos caudais especficos de
vaporsoplausveis.
Os valores experimentais registados permitiram calcular os consumos especficos em cada
ebulio.Porprocuradovalormnimoverificasequeocorreremebuliescomconsumosde
S (kg
upo
bl
mosto
),paraoperfilEC1.
Porimplementaodoalgoritmodecontrolobsico,comoosugeridonaseco4.6.2.1,epor
reduosucessivadestesvaloresestimadoseavaliaodosimpactosnaqualidadedoproduto
final, conseguese uma melhor optimizao energtica da etapa de ebulio do mosto.
AnexoJErrosnosperfisdeebulio
Anexo L Proposta de alterao dos programas de enxaguamento
dosfiltrostrap
DacomparaodosprogramasdeenxaguamentoverificasequeparacadafiltrotrapI/IIepor
cadalinhaosprogramassodiferentes,emboraasfunessejamasmesmas.Dacomparao
dos vrios programas existentes verificase que o do trap III o mais bem conseguido, assim
partese desta base para a uniformizao destes enxaguamentos. Propemse os passos
abaixo descritos para conseguir esta uniformizao. Os tempos de enxaguamento devem ser
ajustados em funo das caractersticas do filtro trap e os caudais devem ser de 300 hl/h
sentidodirectoe750hl/hnosentidoinverso.
Tabela I.1 Proposta de alterao dos programas de enxaguamento dos filtros trap. Objectivos de cada passo do
enxaguamento.
Descriodopasso Tempo(seg) Objectivodopasso
Enxaguarnosentidodirectocom
guafria
30 Expulsaracervejadalinha
Enxaguarnosentidocontrariocom
guafria
100(Max120) Expulsaramaiorpartedasujidade
Enxaguarnosentidodirectocom
guaquente
30
Provocarumchoquetrmicoe
hidrodinmico
Enxaguarnosentidocontrariocom
guaquente
100(Max120)
Expulsarsujidadeporaumentoda
difuso
Enxaguarnosentidodirectocom
guafria
30 Arrefeceralinha
Estapropostapermite:
I. Uniformizaroprogramadeenxaguamentoparaosvriosfiltrostrap;
II. Implementar a capacidade do enxaguamento em promover choques trmicos e
hidrodinmicosemsequnciacapazdemelhoraroenxaguamento;
III. Libertar o programa de passos internos que no podem ser alterados pelos
operadores,promovendoassimousoracionaldaguadeenxaguamento(ex.nos
trapsI/IIverificasequenospassos2e3oenxaguamentoemsentidocontrrios
ocorreaofimde120segundos);
IV. Dotar os tcnicos de maior entendimento dos passos e tempos da fase de
enxaguamentodostraps.
Nas tabelas abaixo apresentase a mesma proposta, mas com o jogo de abertura e fecho de
vlvulasnecessrioexecuodecadapasso,nosvriosfiltrostrapenasdiferenteslinhasde
filtrao.
TabelaI.2PropostaparaalteraodoenxaguamentodosfiltrostrapnalinhaSchenk.Jogodeaberturaefechodevlvulasnecessrioparaaexecuodospassospropostos.
Passo Descriodopasso
Tempo
(seg)
Q
(hl/hr)
Obs.
TrapI TrapII TrapIII
1 ArranquedoPrograma
Abrir:
HV205,HV206,GS204
Abrir:
HV205,HV206,GS204
Abrir:
HV205,HV206,GS204
2 Enxaguarnosentidodirectocomguafria 30 300
Abrir:
V291,V272,V273
Abrir:
V292,V293,V284,V280
Abrir:
HV201,V803,V808,V809,
V241,V244,V268,V521,
V517
3 Enxaguarnosentidocontrriocomguafria 100 750
Abrir:
V292,V275,V274,V271
Abrir:
V292,V283,V284,V280
Abrir:
HV201,V802,V808,V804
4 Enxaguarnosentidodirectocomguaquente 30 300
Abrir:
V291,V272,V273
Abrir:
V292,V293,V284,V280
Abrir:
HV201,V803,V808,V809,
V241,V244,V268,V521,
V517
5 Enxaguarnosentidocontrriocomguaquente 100 750
Abrir:
V291,V275,V274,V271
Abrir:
V292,V283,V284,V280
Abrir:
HV201,V802,V808,V804
6 Enxaguarnosentidodirectocomguafria 30 300
Abrir:
V291,V272,V273
Abrir:
V292,V293,V284,V280
Abrir:
HV201,V803,V808,V809,
V241,V244,V268,V521,
V517
7 EsvaziarfiltrotrapcomCO
2
Abrir:
V806,V804
Abrir:
V806,V804
Abrir:
V806,V804
8 TerminarPrograma
Fechar:
HV205,HV206,GS204
Fechar:
HV205,HV206,GS204
Fechar:
HV205,HV206,GS204
TabelaI.3PropostaparaalteraodoenxaguamentodosfiltrostrapnalinhaOrion.Jogodeaberturaefechodevlvulasnecessrioparaaexecuodospassospropostos.
Passo Descriodopasso
Tempo
(seg)
Q
(hl/hr)
Obs.
TrapI TrapII
1 ArranquedoPrograma
Abrir:
Abrir:
2 Enxaguarnosentidodirectocomguafria 30 300
Abrir:
V35071,V35021
Abrir:
V35072,V35022
3 Enxaguarnosentidocontrriocomguafria 100 600
Abrir:
V35081,V35091,V35041
Abrir:
V35081,V35092,V35092,V35042
4 Enxaguarnosentidodirectocomguaquente 30 300
Abrir:
V35071,V35021
Abrir:
V35072,V35022
5 Enxaguarnosentidocontrriocomguaquente 100 600
Abrir:
V35081,V35091,V35041
Abrir:
V35081,V35092,V35092,V35042
6 Enxaguarnosentidodirectocomguafria 30 300
Abrir:
V35071,V35021
Abrir:
V35072,V35022
7 EsvaziarfiltrotrapcomCO
2
RESERVA*
RESERVA*
8 TerminarPrograma
Fechar:
Fechar:
*Estepassoficainactivo,ainstalaodalinhaOrionnoestpreparadaparareceberCO
2
,noentanto,convmprogramloporformaaquepossaseractivadonofuturo
Das könnte Ihnen auch gefallen
- Dieta1200 CaloriasDokument3 SeitenDieta1200 Caloriasmanasses_marvelNoch keine Bewertungen
- Palestra PeletizaçãoDokument15 SeitenPalestra PeletizaçãoAmadeo Copetti BorowskiNoch keine Bewertungen
- Ebook Gatos Principais Racas e Cuidados Cursos CPTDokument13 SeitenEbook Gatos Principais Racas e Cuidados Cursos CPTLeandro NóbregaNoch keine Bewertungen
- Ficha b1 1-2Dokument2 SeitenFicha b1 1-2Ricardo Jorge Rebelo Fonseca100% (2)
- STC7 - FundamentosDokument2 SeitenSTC7 - FundamentosRicardo Jorge Rebelo FonsecaNoch keine Bewertungen
- Globalização 2Dokument18 SeitenGlobalização 2Ricardo Jorge Rebelo FonsecaNoch keine Bewertungen
- Aprender Com AutonomiaDokument43 SeitenAprender Com AutonomiaRicardo Jorge Rebelo Fonseca100% (1)
- Ficha de Trabalho Globalizacao Mundo Actual Modulo4Dokument4 SeitenFicha de Trabalho Globalizacao Mundo Actual Modulo4Ricardo Jorge Rebelo FonsecaNoch keine Bewertungen
- Ficha de Avaliação CE - B3 - CDokument3 SeitenFicha de Avaliação CE - B3 - CRicardo Jorge Rebelo FonsecaNoch keine Bewertungen
- FT1 Ce 3aDokument3 SeitenFT1 Ce 3aRicardo Jorge Rebelo FonsecaNoch keine Bewertungen
- 32900d1317991948 Pudim Flan Pudin Flan SaborintensoDokument1 Seite32900d1317991948 Pudim Flan Pudin Flan SaborintensoRicardo Jorge Rebelo FonsecaNoch keine Bewertungen
- FaT - Trabalho e EnergiaDokument4 SeitenFaT - Trabalho e EnergiaRicardo Jorge Rebelo FonsecaNoch keine Bewertungen
- Entrevista McharDokument3 SeitenEntrevista McharJéssica DuarteNoch keine Bewertungen
- Dieta AtkinsDokument3 SeitenDieta AtkinsIvan HaidoNoch keine Bewertungen
- Gestão AgroindustrialDokument115 SeitenGestão AgroindustrialJhonny EvertonNoch keine Bewertungen
- Glossário de Dúvidas Biofertilizante OrgânicoDokument2 SeitenGlossário de Dúvidas Biofertilizante OrgânicoIngrid da MataNoch keine Bewertungen
- Fatores Que Influenciam PDFDokument4 SeitenFatores Que Influenciam PDFWander GomesNoch keine Bewertungen
- Receita de Tempero para Frango, Enviada Por SuzanaDokument1 SeiteReceita de Tempero para Frango, Enviada Por SuzanaThamires AraújoNoch keine Bewertungen
- Vitrine Tupperware 6.2019 BaixaDokument35 SeitenVitrine Tupperware 6.2019 Baixaenjuadinha1804Noch keine Bewertungen
- Analise e Gerenciamento de Risco P Anvisa - Aula 00 - Analise e Gerenciamento de Risco - Anvisa - Alinemeloni - Aula00 - 24327 PDFDokument55 SeitenAnalise e Gerenciamento de Risco P Anvisa - Aula 00 - Analise e Gerenciamento de Risco - Anvisa - Alinemeloni - Aula00 - 24327 PDFJailton NonatoNoch keine Bewertungen
- Case - Fogo de ChãoDokument3 SeitenCase - Fogo de ChãoEdu WdwNoch keine Bewertungen
- Bebidas de Inverno - NestléDokument12 SeitenBebidas de Inverno - NestléJulio CesarNoch keine Bewertungen
- Receita de Feijoada Mineira - Pesquisa GoogleDokument2 SeitenReceita de Feijoada Mineira - Pesquisa GoogleRoberto MendonçaNoch keine Bewertungen
- LP 2efDokument20 SeitenLP 2efSidney MelquiadesNoch keine Bewertungen
- CÁLCULO DE RAÇÕES Prof. IltonDokument15 SeitenCÁLCULO DE RAÇÕES Prof. IltonRafael Menna BarretoNoch keine Bewertungen
- 3.3. Biologia - Exercícios Propostos - Volume 3Dokument32 Seiten3.3. Biologia - Exercícios Propostos - Volume 3Elias PinheiroNoch keine Bewertungen
- Ara Pono BolisDokument10 SeitenAra Pono BolisDenise MillaniNoch keine Bewertungen
- ATA PE 04 Arroio Do SIlvaDokument13 SeitenATA PE 04 Arroio Do SIlvaJoão Vitor MicheletoNoch keine Bewertungen
- 264 Solubilizacao de PotassioDokument21 Seiten264 Solubilizacao de PotassioHenrique De Campos PereiraNoch keine Bewertungen
- Impacto 1Dokument13 SeitenImpacto 1Armando AfonsoNoch keine Bewertungen
- Grau Superlativo Dos AdjetivosDokument3 SeitenGrau Superlativo Dos AdjetivosLAM LEENoch keine Bewertungen
- Argentina GourmetDokument31 SeitenArgentina Gourmetmichelle.prpessoaNoch keine Bewertungen
- Biologia PPT - Aula 9 - RepteisDokument11 SeitenBiologia PPT - Aula 9 - RepteisBiologia ppt100% (3)
- Sistema Aquaponia EscolarDokument11 SeitenSistema Aquaponia EscolaranibaldeboniNoch keine Bewertungen
- Controle PCPDokument25 SeitenControle PCPjwisoskiNoch keine Bewertungen
- Atividades para Coordenação Motora e Apraxia de FalaDokument118 SeitenAtividades para Coordenação Motora e Apraxia de FalaAline AdrianoNoch keine Bewertungen
- 11 2908 Sugestoes Formulas Vol 7Dokument21 Seiten11 2908 Sugestoes Formulas Vol 7Juliane CamposNoch keine Bewertungen
- Guia Medico Freelife OuroDokument112 SeitenGuia Medico Freelife OuroAna Carla TeixeiraNoch keine Bewertungen
- Buffet Parrilla ClassicDokument4 SeitenBuffet Parrilla ClassicGuilherme BicudoNoch keine Bewertungen