Das könnte Ihnen auch gefallen
- Cessna 152-TR10Dokument26 SeitenCessna 152-TR10Muhammad Subhan100% (1)
- Taurus 60 Packing ListDokument3 SeitenTaurus 60 Packing Listhermit44535Noch keine Bewertungen
- Tem 3413354 0101Dokument67 SeitenTem 3413354 0101Kolawole KehindeNoch keine Bewertungen
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokument7 SeitenUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- GE FRAME 9E GAS TURBINE GENERATOR Plant Spec DataDokument16 SeitenGE FRAME 9E GAS TURBINE GENERATOR Plant Spec DataMurali Krishna100% (1)
- Sb-Lm2500-Ind-303 R1Dokument11 SeitenSb-Lm2500-Ind-303 R1Daniil SerovNoch keine Bewertungen
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDokument4 SeitenList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNoch keine Bewertungen
- E1800 - AutomationDokument9 SeitenE1800 - Automationgerrzen64Noch keine Bewertungen
- D91 PDFDokument3 SeitenD91 PDFJuan Diego ArizabalNoch keine Bewertungen
- Maxstar140str (KK013519)Dokument52 SeitenMaxstar140str (KK013519)mrtans0% (1)
- Asida Distance Relay Adr-239aDokument27 SeitenAsida Distance Relay Adr-239aRitesh JaiswalNoch keine Bewertungen
- EBS Data MaskingDokument31 SeitenEBS Data MaskingNawab ShariefNoch keine Bewertungen
- Lecture 09 Value Chain AnalysisDokument29 SeitenLecture 09 Value Chain AnalysisDavid HermanNoch keine Bewertungen
- C10518078 PDFDokument20 SeitenC10518078 PDFJessica ChandlerNoch keine Bewertungen
- Service Bulletin: PurposeDokument3 SeitenService Bulletin: PurposejussmeeeNoch keine Bewertungen
- SBLM2500 IND 174rev1Dokument7 SeitenSBLM2500 IND 174rev1Daniil SerovNoch keine Bewertungen
- MS5002E NewDokument8 SeitenMS5002E Newecs71100% (2)
- LM2500 AssessmentDokument3 SeitenLM2500 AssessmentKALPUSH50% (2)
- T48 SpreadDokument1 SeiteT48 SpreadKarim MuhammedNoch keine Bewertungen
- Sierra Data Book U1Dokument460 SeitenSierra Data Book U1reclatis14Noch keine Bewertungen
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898Dokument1 Seite6FA DLN 2.6 Extended Interval Combustion System - GEA17898leninweblbNoch keine Bewertungen
- Fr5002D Turbine CasingDokument13 SeitenFr5002D Turbine CasingJJ100% (1)
- LM6000-InD-239 - Improved LPT Coupling NutDokument9 SeitenLM6000-InD-239 - Improved LPT Coupling NutIqbal UsmaniNoch keine Bewertungen
- 2.3.8 Liquid FuelDokument16 Seiten2.3.8 Liquid FuelSarah CohenNoch keine Bewertungen
- Pages From GEK105059Dokument29 SeitenPages From GEK105059phoenix609Noch keine Bewertungen
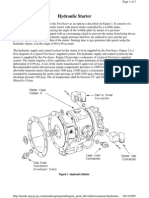
- Figure 1. Hydraulic StarterDokument3 SeitenFigure 1. Hydraulic StarterDenis JimenezNoch keine Bewertungen
- Compresor TITAN 130 (Solar)Dokument86 SeitenCompresor TITAN 130 (Solar)Martínez Rodriguez DiegoNoch keine Bewertungen
- Lm2500 InstrumentationDokument4 SeitenLm2500 InstrumentationDenis JimenezNoch keine Bewertungen
- Ger 3658d Speedtronic Mark V Gas Turbine Control System PDFDokument19 SeitenGer 3658d Speedtronic Mark V Gas Turbine Control System PDFyos100% (1)
- ES2098 Accpet Test Req Rev AbDokument101 SeitenES2098 Accpet Test Req Rev Abverat81100% (1)
- lm2500 LubesupplyDokument3 Seitenlm2500 LubesupplyDenis Jimenez100% (2)
- 9FA Failures in DabholDokument10 Seiten9FA Failures in Dabholsenthil031277100% (3)
- 4 - Inspection - Interval - Extension W5015DA PDFDokument12 Seiten4 - Inspection - Interval - Extension W5015DA PDFEDBNoch keine Bewertungen
- Solar Mars 100 Technical and Commercial-Rev0Dokument20 SeitenSolar Mars 100 Technical and Commercial-Rev0Jojo Aboyme Corcilles100% (1)
- 04 - LM2500 OverviewDokument27 Seiten04 - LM2500 OverviewLudovic LeroyNoch keine Bewertungen
- Lm2500 ManifoldDokument2 SeitenLm2500 ManifoldDenis JimenezNoch keine Bewertungen
- Zorya Gas TurbinesDokument20 SeitenZorya Gas TurbinesRoozbeh PNoch keine Bewertungen
- SAC and DLE PDFDokument29 SeitenSAC and DLE PDFMehulkumar PatelNoch keine Bewertungen
- GTs World Comparison Picture - 1-130 MW - 2015 01Dokument2 SeitenGTs World Comparison Picture - 1-130 MW - 2015 01dvcher78Noch keine Bewertungen
- GearboxDokument16 SeitenGearboxMehul zareNoch keine Bewertungen
- LM 2500 PlusDokument2 SeitenLM 2500 Plusalexandr_popov_2Noch keine Bewertungen
- Solar Turbines Compressor Blade Installation Tools PDFDokument152 SeitenSolar Turbines Compressor Blade Installation Tools PDFKalai Arasan100% (1)
- Equipment Definition: Component LiteratureDokument5 SeitenEquipment Definition: Component LiteratureAbbas AkbarNoch keine Bewertungen
- Ger4250 LM2500G4Dokument12 SeitenGer4250 LM2500G4Denis JimenezNoch keine Bewertungen
- TIL 476C - Exhaust Temperature Spread GuidelinesDokument2 SeitenTIL 476C - Exhaust Temperature Spread GuidelinesHernan Giraut100% (1)
- LM2500 Gas Turbine EngineDokument3 SeitenLM2500 Gas Turbine EnginesppramNoch keine Bewertungen
- T 2055 R 1Dokument6 SeitenT 2055 R 1srinivasNoch keine Bewertungen
- Gas Turb Optimum Operation Lm2500Dokument109 SeitenGas Turb Optimum Operation Lm2500Samir Benabdallah100% (1)
- GEI41042 Rev O - Washing-Cleaning PDFDokument12 SeitenGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalNoch keine Bewertungen
- Dynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDokument3 SeitenDynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDenis JimenezNoch keine Bewertungen
- GE Turbinas MS6001Dokument64 SeitenGE Turbinas MS6001Anonymous 7aN0oYUm7vNoch keine Bewertungen
- Siemens GTDokument8 SeitenSiemens GThbalu007Noch keine Bewertungen
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeDokument13 SeitenI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad AfifNoch keine Bewertungen
- Centaur® 50 Gas Turbine-Driven Generator SetDokument16 SeitenCentaur® 50 Gas Turbine-Driven Generator SetKurniadi Setyanto60% (5)
- Technical Paper - SGT400 ASME 2002Dokument9 SeitenTechnical Paper - SGT400 ASME 2002usaid saifullahNoch keine Bewertungen
- Solar 5.2MVADokument15 SeitenSolar 5.2MVAsohaila7Noch keine Bewertungen
- Daily Check A320 (Issue 02 Rev 04)Dokument8 SeitenDaily Check A320 (Issue 02 Rev 04)Junaid YounusNoch keine Bewertungen
- Weekly Check A320 (Issue 02 Rev 05)Dokument13 SeitenWeekly Check A320 (Issue 02 Rev 05)Junaid YounusNoch keine Bewertungen
- Amm 5Dokument762 SeitenAmm 5dsenpen100% (2)
- Return To TOC: Dowty Propellers Standard Practices ManualDokument18 SeitenReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNoch keine Bewertungen
- Moog Valves D661K D662K D663K D664K D665K Manual Multi enDokument58 SeitenMoog Valves D661K D662K D663K D664K D665K Manual Multi enRuan SemaiasNoch keine Bewertungen
- GS 20-1-3 - MainbodyDokument31 SeitenGS 20-1-3 - MainbodySubash ChandraboseNoch keine Bewertungen
- Visual Inspection of Large Electric GeneratorsDokument31 SeitenVisual Inspection of Large Electric GeneratorskknifNoch keine Bewertungen
- GMW16536 Sealer-In Welded Struct Aug2011Dokument9 SeitenGMW16536 Sealer-In Welded Struct Aug2011Taofiq AbiolaNoch keine Bewertungen
- Weekly Check A320 PDFDokument7 SeitenWeekly Check A320 PDFTDHNoch keine Bewertungen
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationVon EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNoch keine Bewertungen
- Multi Spindl Drilling MachineDokument38 SeitenMulti Spindl Drilling MachineBoopathi KalaiNoch keine Bewertungen
- Catalogo CMCDokument145 SeitenCatalogo CMCalyboscanNoch keine Bewertungen
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Dokument5 SeitenMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiNoch keine Bewertungen
- Mitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualDokument152 SeitenMitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualRafael GagoNoch keine Bewertungen
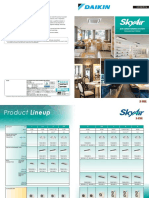
- Didsn1811a (Skyair R-410a)Dokument12 SeitenDidsn1811a (Skyair R-410a)Ari SetyawanNoch keine Bewertungen
- Li-Fi Industries Communication Using Laser Media in Open SpaceDokument61 SeitenLi-Fi Industries Communication Using Laser Media in Open SpaceVinothKumar100% (1)
- Chapter 1 Introduction: U V U U V X y yDokument56 SeitenChapter 1 Introduction: U V U U V X y ywithyou100% (1)
- SQL Server Connectivity Roadmap.: Preliminary TroubleshootingDokument7 SeitenSQL Server Connectivity Roadmap.: Preliminary Troubleshootingapi-3748582Noch keine Bewertungen
- Batteries and Primitive Survival Ebook 2008+ PDFDokument333 SeitenBatteries and Primitive Survival Ebook 2008+ PDFOceanNoch keine Bewertungen
- MCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsDokument7 SeitenMCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsRaju ThamkeNoch keine Bewertungen
- Analysis Procedure K2co3 PDFDokument3 SeitenAnalysis Procedure K2co3 PDFPiyush PatelNoch keine Bewertungen
- Tech. Specs. For 11 KV DP StructureDokument7 SeitenTech. Specs. For 11 KV DP StructureSaraswatapalitNoch keine Bewertungen
- Injection Molding TrainingDokument131 SeitenInjection Molding TrainingNuria Varela100% (3)
- 496 - SSP481 - Audi A7 Onboard Power Supply and Networking PDFDokument40 Seiten496 - SSP481 - Audi A7 Onboard Power Supply and Networking PDFbenjaminhuku100% (5)
- Acoustic Properties of GlassDokument16 SeitenAcoustic Properties of GlassFilly Naomi100% (1)
- Lab3 BJT Current MirrorsDokument5 SeitenLab3 BJT Current MirrorsaublysodonNoch keine Bewertungen
- Oracle E-Business Suite Release 11 Discoverer & XML PublisherDokument32 SeitenOracle E-Business Suite Release 11 Discoverer & XML PublisherVijay KishanNoch keine Bewertungen
- Safety in The Kitchen - 1Dokument36 SeitenSafety in The Kitchen - 1Roxanne OquendoNoch keine Bewertungen
- Legend:-: General Arrangement ACS550-124A-4 YN3A205086-GAADokument12 SeitenLegend:-: General Arrangement ACS550-124A-4 YN3A205086-GAANeeraj SharmaNoch keine Bewertungen
- Lab Manual CS AmplifierDokument10 SeitenLab Manual CS Amplifieramey bhirangeNoch keine Bewertungen
- SOM One Linear PDFDokument88 SeitenSOM One Linear PDFDinuSkyNoch keine Bewertungen
- Catalogo EpirocDokument7 SeitenCatalogo EpirocAngel García0% (1)
- Projeto Experimental Fatorial para Aumentar A Produção de Metano Na Digestão de Resíduos LácteosDokument7 SeitenProjeto Experimental Fatorial para Aumentar A Produção de Metano Na Digestão de Resíduos LácteosLuís Paulo CardosoNoch keine Bewertungen
- Check List For Chilled Water Secondary Pump: Sl. No Description RemarksDokument2 SeitenCheck List For Chilled Water Secondary Pump: Sl. No Description Remarkssiruslara6491Noch keine Bewertungen