Das könnte Ihnen auch gefallen
- 2009-10!09!190530 Jaco Western Style PistolDokument5 Seiten2009-10!09!190530 Jaco Western Style PistolHeikG002100% (2)
- Jaco Mini PistolDokument4 SeitenJaco Mini Pistolmistermo100% (2)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunVon EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNoch keine Bewertungen
- PM 01 CarbineDokument9 SeitenPM 01 CarbineK Scott Wyatt100% (2)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRVon EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNoch keine Bewertungen
- PPs Semi-Auto FCGDokument5 SeitenPPs Semi-Auto FCGangelines12375% (8)
- 22 PistolDokument17 Seiten22 PistolLambourghini100% (4)
- Sheet Metal Ar15 LowerDokument12 SeitenSheet Metal Ar15 LowerCharles Keeney100% (4)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Von EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Bewertung: 4 von 5 Sternen4/5 (4)
- V3 ECM Tutorial v1.0Dokument40 SeitenV3 ECM Tutorial v1.0lmkkilo3Noch keine Bewertungen
- Improvements Jaco Derringer 1A1Dokument2 SeitenImprovements Jaco Derringer 1A1Mike Nichlos100% (1)
- The Gun Digest Book of Tactical Weapons Assembly/DisassemblyVon EverandThe Gun Digest Book of Tactical Weapons Assembly/DisassemblyNoch keine Bewertungen
- 1911 Frame TutorialDokument22 Seiten1911 Frame Tutorialblackta6100% (6)
- The Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsVon EverandThe Practical Guide to Man-Powered Weapons and Ammunition: Experiments with Catapults, Musketballs, Stonebows, Blowpipes, Big Airguns, and Bullet BowsBewertung: 5 von 5 Sternen5/5 (1)
- 12 GaugeDokument3 Seiten12 GaugeDavid Hoffman100% (1)
- OBAS-12 Updated v2Dokument89 SeitenOBAS-12 Updated v2Professor100% (2)
- Chimera ManualDokument12 SeitenChimera ManualticocrazyNoch keine Bewertungen
- Product Instructions - Flat Bending Jig InstructionsDokument34 SeitenProduct Instructions - Flat Bending Jig InstructionsDale WadeNoch keine Bewertungen
- BarrelDokument1 SeiteBarrelNO2NWO100% (2)
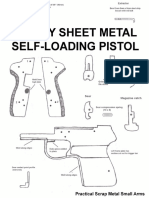
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDokument15 SeitenProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- Browning Round Slide PistolDokument9 SeitenBrowning Round Slide PistolHarrie Nak100% (2)
- United States Patent (191: SeminianoDokument2 SeitenUnited States Patent (191: Seminianoomikami50% (2)
- Grasshopper Ak-47 Jig GuncoDokument5 SeitenGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- RPD Build - Red Neck EngineerDokument6 SeitenRPD Build - Red Neck EngineerDale Wade67% (3)
- Revolver PatentDokument5 SeitenRevolver PatentdududadamikeNoch keine Bewertungen
- Ruger MKII Extractor RemovalDokument3 SeitenRuger MKII Extractor Removalapi-3840428100% (1)
- Toy Derringer Handgun Firing Mechanism PDFDokument5 SeitenToy Derringer Handgun Firing Mechanism PDFyuehan0% (1)
- 9mm BSP Machine Gun: Legal NoteDokument29 Seiten9mm BSP Machine Gun: Legal NoteLeonBackups100% (1)
- US5421114 DerringerDokument12 SeitenUS5421114 Derringeruntersberg91% (11)
- EP2369289A1Dokument10 SeitenEP2369289A1awe234100% (1)
- Ruger MkII Ejector Dimension Ed FlatDokument1 SeiteRuger MkII Ejector Dimension Ed FlatMike NichlosNoch keine Bewertungen
- HK Flat Bending JigDokument7 SeitenHK Flat Bending JigRon Walsh100% (1)
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsDokument13 SeitenPolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottNoch keine Bewertungen
- Home N Ew Arrivals C Loseouts Schem Atics Sell Your PartsDokument2 SeitenHome N Ew Arrivals C Loseouts Schem Atics Sell Your Partstwinscrewcanoe100% (1)
- MAX1045 ManualDokument13 SeitenMAX1045 Manualbrowar444100% (1)
- 1F7BZ MR Singleshot's Book of Rifle Plans Part5Dokument12 Seiten1F7BZ MR Singleshot's Book of Rifle Plans Part5angelines123100% (6)
- Beretta 3ADokument5 SeitenBeretta 3Awalther38_12100% (5)
- Tanfoglio Thor Single Shot PistolDokument20 SeitenTanfoglio Thor Single Shot PistolAndrew Gates100% (1)
- Sten Building BookletDokument22 SeitenSten Building Bookletpamrick100% (1)
- Mauser Model 45 ENGLISH PDFDokument19 SeitenMauser Model 45 ENGLISH PDFIM_JohnnyV100% (1)
- Double Barrel Derringer p1Dokument1 SeiteDouble Barrel Derringer p1aubreyj90% (10)
- CZ-52 PistolDokument6 SeitenCZ-52 PistolSerteco Coleccionista Militaria100% (1)
- 7CBCE Full Auto Vol 3 MAC-10 Single PagesDokument58 Seiten7CBCE Full Auto Vol 3 MAC-10 Single Pagesangelines123100% (4)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDokument23 SeitenProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- Us 3722358Dokument9 SeitenUs 3722358awe234Noch keine Bewertungen
- Blueprints To Build A Mark II Sten GunDokument25 SeitenBlueprints To Build A Mark II Sten GunKawchhar AhammedNoch keine Bewertungen
- Vdocuments - MX - Post 3 45540 22 Pocket Pistol Dwgs PDFDokument9 SeitenVdocuments - MX - Post 3 45540 22 Pocket Pistol Dwgs PDFMario Guzman100% (2)
- Sent in To TFB Is Another Concept Design For AnDokument5 SeitenSent in To TFB Is Another Concept Design For Aneduar laraNoch keine Bewertungen
- In Take PortingDokument6 SeitenIn Take PortingSutikno100% (1)
- Ruger Mark IDokument7 SeitenRuger Mark IAdam OrionNoch keine Bewertungen
- 级触发自动武器 PDFDokument15 Seiten级触发自动武器 PDFJin SongNoch keine Bewertungen
- CZAR V2 Build TutorialDokument20 SeitenCZAR V2 Build Tutorialgretschguy7081100% (1)
- GRT-III Trigger Blade InstructionsDokument5 SeitenGRT-III Trigger Blade InstructionsPatrik Avlo100% (2)
- Thompson M1A1, MK1 Lanchester Model 37 SMGS, UD-M42 Pistol - BlueprintDokument7 SeitenThompson M1A1, MK1 Lanchester Model 37 SMGS, UD-M42 Pistol - BlueprintAride4ever100% (1)
- AK47 Variation ChartDokument50 SeitenAK47 Variation ChartNester Tovar100% (3)
- Skills and Drills:For the Practical Pistol ShooterVon EverandSkills and Drills:For the Practical Pistol ShooterBewertung: 5 von 5 Sternen5/5 (1)
- Endure: How to Work Hard, Outlast, and Keep HammeringVon EverandEndure: How to Work Hard, Outlast, and Keep HammeringBewertung: 4.5 von 5 Sternen4.5/5 (285)
- Precision Rifle Marksmanship: The Fundamentals - A Marine Sniper's Guide to Long Range Shooting: A Marine Sniper's Guide to Long Range ShootingVon EverandPrecision Rifle Marksmanship: The Fundamentals - A Marine Sniper's Guide to Long Range Shooting: A Marine Sniper's Guide to Long Range ShootingBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Endure: How to Work Hard, Outlast, and Keep HammeringVon EverandEndure: How to Work Hard, Outlast, and Keep HammeringBewertung: 5 von 5 Sternen5/5 (1)
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Von EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Bewertung: 4 von 5 Sternen4/5 (4)
- Prepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideVon EverandPrepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideBewertung: 4.5 von 5 Sternen4.5/5 (10)
- SuppressorsVon EverandSuppressorsEditors of RECOIL MagazineNoch keine Bewertungen
- Gun Digest's Principles of Jeff Cooper Defensive Handguns eShort: Jeff Cooper’s color-code system give you the edge in defensive handgun shooting accuracy & technique. Learn essential handgun training drills, tips & safety.Von EverandGun Digest's Principles of Jeff Cooper Defensive Handguns eShort: Jeff Cooper’s color-code system give you the edge in defensive handgun shooting accuracy & technique. Learn essential handgun training drills, tips & safety.Bewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Illustrated Directory of Guns: A Collector's Guide to Over 1500 Military, Sporting, and Antique FirearmsVon EverandThe Illustrated Directory of Guns: A Collector's Guide to Over 1500 Military, Sporting, and Antique FirearmsBewertung: 4 von 5 Sternen4/5 (5)
- Happy, Happy, Happy: My Life and Legacy as the Duck CommanderVon EverandHappy, Happy, Happy: My Life and Legacy as the Duck CommanderBewertung: 5 von 5 Sternen5/5 (39)
- The Duck Commander Family: How Faith, Family, and Ducks Built a DynastyVon EverandThe Duck Commander Family: How Faith, Family, and Ducks Built a DynastyBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Book of Glock: A Comprehensive Guide to America's Most Popular HandgunVon EverandBook of Glock: A Comprehensive Guide to America's Most Popular HandgunBewertung: 5 von 5 Sternen5/5 (1)
- The Poacher's Nightmare: Stories of an Undercover Game WardenVon EverandThe Poacher's Nightmare: Stories of an Undercover Game WardenBewertung: 5 von 5 Sternen5/5 (1)
- Designing and Forming Custom Cartridges for Rifles and Handguns: Custom CartidgesVon EverandDesigning and Forming Custom Cartridges for Rifles and Handguns: Custom CartidgesNoch keine Bewertungen
- Advanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)Von EverandAdvanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)Bewertung: 3.5 von 5 Sternen3.5/5 (2)
- The Wind Book for Rifle Shooters: How to Improve Your Accuracy in Mild to Blustery ConditionsVon EverandThe Wind Book for Rifle Shooters: How to Improve Your Accuracy in Mild to Blustery ConditionsBewertung: 5 von 5 Sternen5/5 (1)