Das könnte Ihnen auch gefallen
- Challenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerDokument43 SeitenChallenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerMOHAMEDNoch keine Bewertungen
- Zinc Silicate PrimersDokument9 SeitenZinc Silicate PrimersminhnnNoch keine Bewertungen
- Inorganic Zinc Rich Paint PDFDokument2 SeitenInorganic Zinc Rich Paint PDFarunrengaraj100% (1)
- Silicate - or Epoxy Zinc PrimersDokument16 SeitenSilicate - or Epoxy Zinc PrimersChioibasNicolae100% (1)
- Challenging The Organic "Zinc Rich" Primer StandardDokument9 SeitenChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- Osmotic Blisters in Coatings and Adhesives - Metal FinishingDokument2 SeitenOsmotic Blisters in Coatings and Adhesives - Metal FinishingMaulana Mufti MuhammadNoch keine Bewertungen
- JPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonDokument8 SeitenJPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonTamerGalhoum100% (1)
- MarineLine784 Protective CoatingsDokument8 SeitenMarineLine784 Protective CoatingsTimuçin ÇolakelNoch keine Bewertungen
- Pa 3 PDFDokument0 SeitenPa 3 PDFNageswara Rao BavisettyNoch keine Bewertungen
- Shwerwin Williams Internal Lining PresentationDokument42 SeitenShwerwin Williams Internal Lining PresentationPaolo VisentinNoch keine Bewertungen
- 3.1 Protective Coatings: TrainingDokument22 Seiten3.1 Protective Coatings: TrainingTrong AnhNoch keine Bewertungen
- Truth and Consequences Solvent Entrapment and Osmotic Blistering PDFDokument3 SeitenTruth and Consequences Solvent Entrapment and Osmotic Blistering PDFCristian Cisternas100% (1)
- Barriers of Protections BrochureDokument8 SeitenBarriers of Protections BrochureJaime Rousseau TNoch keine Bewertungen
- The Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantDokument5 SeitenThe Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantSergio Daniel Barea Nuñez100% (1)
- Pipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge TavesDokument51 SeitenPipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge Tavesnathgsurendra100% (2)
- Salt TestDokument16 SeitenSalt Testم.ذكى فضل ذكى100% (1)
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Dokument6 SeitenThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- Coatings Knowledge, Basic Paint Technology - HMG Paints LimitedDokument3 SeitenCoatings Knowledge, Basic Paint Technology - HMG Paints LimitedShyam Yadav0% (1)
- Comprehending Pull-Off Adhesion TestingDokument5 SeitenComprehending Pull-Off Adhesion Testingzavisa2Noch keine Bewertungen
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDokument142 SeitenIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangNoch keine Bewertungen
- Corrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium PigmentsDokument14 SeitenCorrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium Pigmentssmith100% (1)
- NewbuildingUniversalPrimers WhitePaperDokument4 SeitenNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- Comparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFDokument6 SeitenComparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFarthurms325100% (1)
- Internal Launch Presentation Version 01 - SingaporeDokument100 SeitenInternal Launch Presentation Version 01 - SingaporeEnrico Savira100% (1)
- The Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsDokument8 SeitenThe Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsHaidarHussaini100% (1)
- Progress in Organic Coating-PaperDokument22 SeitenProgress in Organic Coating-Paperjibin k p100% (1)
- White Rust PreventionDokument16 SeitenWhite Rust PreventionSreedhar Patnaik.MNoch keine Bewertungen
- 3PS Gaw 008Dokument14 Seiten3PS Gaw 008ravi00098100% (1)
- Tech Coating SelectionDokument8 SeitenTech Coating SelectionKarthikeyan Shanmugavel100% (1)
- What Is CorrosionDokument4 SeitenWhat Is CorrosionOsransyah Os100% (1)
- Cte Ongc SpecDokument21 SeitenCte Ongc SpecMohamed HushainNoch keine Bewertungen
- 2018Dokument16 Seiten2018asfaruk2556Noch keine Bewertungen
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDokument61 SeitenCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- IMO PSPC ImplementationDokument15 SeitenIMO PSPC ImplementationHugo Wizenberg100% (1)
- Curing Agents For Epoxy ResinsDokument10 SeitenCuring Agents For Epoxy ResinsmombarreNoch keine Bewertungen
- PPL Su 2005 PDFDokument11 SeitenPPL Su 2005 PDFresp-ect100% (1)
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDokument3 SeitenFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDokument20 SeitenPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- InspectThis 2015-Fall PDFDokument16 SeitenInspectThis 2015-Fall PDFKhalida Muddasser100% (1)
- Oluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsDokument16 SeitenOluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsnarmathaNoch keine Bewertungen
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDokument18 SeitenResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- 1.2.4 HDG - Painting Issues PDFDokument2 Seiten1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Noch keine Bewertungen
- Aluminium and CorrosionDokument12 SeitenAluminium and CorrosionMehman NasibovNoch keine Bewertungen
- 5 Polysiloxane Coatings PublicDokument24 Seiten5 Polysiloxane Coatings PublicChaitanya M MundheNoch keine Bewertungen
- AGA - Embrittlement Galvanized Stainless SteelDokument1 SeiteAGA - Embrittlement Galvanized Stainless SteelMarcelo Hayashi NeyNoch keine Bewertungen
- Guide To Protective Coating Systems Using Iso12944 27feb2023Dokument12 SeitenGuide To Protective Coating Systems Using Iso12944 27feb2023CeciliaNoch keine Bewertungen
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDokument5 SeitenAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDokument23 SeitenDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Dokument17 SeitenDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Trouble With Paint Barrier CoatingsDokument15 SeitenTrouble With Paint Barrier Coatingsravi00098100% (1)
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDokument17 SeitenCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulNoch keine Bewertungen
- International Journal of Chemtech Research: Neetu SinghDokument5 SeitenInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- Maintenance Manual Oil & Gas DownstreamDokument55 SeitenMaintenance Manual Oil & Gas DownstreamSuraj M Sethu100% (1)
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDokument6 SeitenEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine Coatingsmuhammadzulkifli100% (1)
- Hempel Brochure On Imo - PSPCDokument12 SeitenHempel Brochure On Imo - PSPCislimaNoch keine Bewertungen
- Biopolymers: New Materials for Sustainable Films and CoatingsVon EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettNoch keine Bewertungen
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesVon EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesNoch keine Bewertungen
- Corrosion Failures: Theory, Case Studies, and SolutionsVon EverandCorrosion Failures: Theory, Case Studies, and SolutionsNoch keine Bewertungen
- GF Type 546 BallDokument10 SeitenGF Type 546 Ballbabis1980Noch keine Bewertungen
- 1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013Dokument2 Seiten1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013babis1980Noch keine Bewertungen
- The Condensate, The Boiler Feed, and Their Auxiliary SystemsDokument70 SeitenThe Condensate, The Boiler Feed, and Their Auxiliary Systemsbabis1980100% (1)
- P&IDDokument18 SeitenP&IDhectornicolauNoch keine Bewertungen
- How To Select A Pump-By Majid HamedyniaDokument72 SeitenHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Tech Manual Electrical Power Plant DesignDokument135 SeitenTech Manual Electrical Power Plant Designd_kabulpuriaNoch keine Bewertungen
- Ejector BrochureDokument8 SeitenEjector Brochurebabis1980Noch keine Bewertungen
- Brochure ACCDokument8 SeitenBrochure ACCbabis1980Noch keine Bewertungen
- Energy Saving in Steam Systems.Dokument34 SeitenEnergy Saving in Steam Systems.babis1980Noch keine Bewertungen
- Sa 312Dokument1 SeiteSa 312babis1980Noch keine Bewertungen
- ATEX Reference GuideDokument2 SeitenATEX Reference Guidebabis1980Noch keine Bewertungen
- Flanged Immersion Heaters: Operating ConditionsDokument1 SeiteFlanged Immersion Heaters: Operating Conditionsbabis1980Noch keine Bewertungen
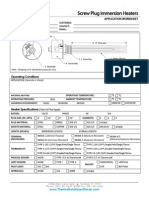
- Screw Plug Immersion Heaters: Operating ConditionsDokument1 SeiteScrew Plug Immersion Heaters: Operating Conditionsbabis1980Noch keine Bewertungen
- CEMS Guidelines Volume I Full VersionDokument28 SeitenCEMS Guidelines Volume I Full Versionbabis1980100% (1)
- 4.24 Drains Systems Design PhilosophyDokument8 Seiten4.24 Drains Systems Design Philosophybabis1980Noch keine Bewertungen
- DS FL1001 GB 50631Dokument10 SeitenDS FL1001 GB 50631Rafael IbelliNoch keine Bewertungen
- Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Classes 150, 300, 600, 900, 1500, and 2500)Dokument18 SeitenFace-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Classes 150, 300, 600, 900, 1500, and 2500)babis1980Noch keine Bewertungen
- Company ProfileDokument22 SeitenCompany Profilesanjeev kumar100% (1)
- CYD505Dokument5 SeitenCYD505yasuluNoch keine Bewertungen
- JPST - Volume 8 - Issue 1 - Pages 32-44Dokument13 SeitenJPST - Volume 8 - Issue 1 - Pages 32-44Sanjay singhNoch keine Bewertungen
- Einstein, Perrin, and The Reality of Atoms PDFDokument4 SeitenEinstein, Perrin, and The Reality of Atoms PDFDiego PachecoNoch keine Bewertungen
- Grasshoppers Vs Microgravity22Dokument13 SeitenGrasshoppers Vs Microgravity22maryam nusirNoch keine Bewertungen
- To Study Rate of DiffusionDokument17 SeitenTo Study Rate of DiffusionShlok Singh100% (1)
- Vinjey Software ShortlistDokument3 SeitenVinjey Software Shortlistnjelp2002.meNoch keine Bewertungen
- Cambridge IGCSE™: Physics 0625/42 October/November 2021Dokument16 SeitenCambridge IGCSE™: Physics 0625/42 October/November 2021Manya PunjabiNoch keine Bewertungen
- Lloyd1994 PDFDokument23 SeitenLloyd1994 PDFkousikkumaarNoch keine Bewertungen
- Chapter 5 Fuel Characteristics and Properties Coal 2020Dokument80 SeitenChapter 5 Fuel Characteristics and Properties Coal 2020Bassam RiachiNoch keine Bewertungen
- Ind0116 - FDokument4 SeitenInd0116 - Frajit kumarNoch keine Bewertungen
- Physics Quiz BeeDokument22 SeitenPhysics Quiz BeeGeorge Isaac McQuiles100% (1)
- ASTRO Aspects For FinancialDokument24 SeitenASTRO Aspects For FinancialUmesh ThakkarNoch keine Bewertungen
- Francois Sears & Gerhard Salinger 'Thermodynamics, Kinetic Theory of Gasses and Statistical Mechanics' PDFDokument462 SeitenFrancois Sears & Gerhard Salinger 'Thermodynamics, Kinetic Theory of Gasses and Statistical Mechanics' PDFanon_25384875991% (55)
- Sulzer CPT ANSIDokument14 SeitenSulzer CPT ANSIahmed elhamy mohamedNoch keine Bewertungen
- D4185Dokument8 SeitenD4185Fredi Cari CarreraNoch keine Bewertungen
- Griffith's Introduction To Quantum Mechanics Problem 3.30Dokument3 SeitenGriffith's Introduction To Quantum Mechanics Problem 3.30palisonNoch keine Bewertungen
- Concrete Mix DesignDokument12 SeitenConcrete Mix DesignGemechu100% (1)
- Analysis of Thick-Walled Spherical Shells SubjecteDokument13 SeitenAnalysis of Thick-Walled Spherical Shells SubjecteCarlos D. AlemánNoch keine Bewertungen
- Altret Industries Private LimitedDokument5 SeitenAltret Industries Private LimitedJinalNoch keine Bewertungen
- Science Stage 8 Sample Paper 1 - tcm143-595703Dokument18 SeitenScience Stage 8 Sample Paper 1 - tcm143-595703Joseph Jerry-OcheNoch keine Bewertungen
- 3210 02 02 Student GuideDokument4 Seiten3210 02 02 Student GuideKenneth WevoyaNoch keine Bewertungen
- Olefination ReactionsDokument38 SeitenOlefination Reactionskatechem3Noch keine Bewertungen
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDokument12 SeitenSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingthjamesNoch keine Bewertungen
- Physics Data BookDokument17 SeitenPhysics Data BookOrville NelissenNoch keine Bewertungen
- Bradford AssayDokument7 SeitenBradford AssayTiara CahyadiNoch keine Bewertungen
- Silver: This Article Is About The Chemical Element. For The Use of Silver As A Medication, See - For Other Uses, SeeDokument4 SeitenSilver: This Article Is About The Chemical Element. For The Use of Silver As A Medication, See - For Other Uses, SeeEllaineNoch keine Bewertungen
- Galaxy ClassIficationDokument4 SeitenGalaxy ClassIficationkNoch keine Bewertungen
- Lattice VibrationDokument21 SeitenLattice VibrationPandu lal100% (1)
- 12th Chemistry Unit 2 Study Material emDokument7 Seiten12th Chemistry Unit 2 Study Material emapi-619694557Noch keine Bewertungen