Das könnte Ihnen auch gefallen
- Final Draft en Iso Fdis 15548-2 - 2007Dokument39 SeitenFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenNoch keine Bewertungen
- 88 D 340 nh3 Storage Tank Sept 10 2014 2Dokument9 Seiten88 D 340 nh3 Storage Tank Sept 10 2014 2mohamed abd eldayemNoch keine Bewertungen
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Dokument7 Seiten243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinNoch keine Bewertungen
- Casting Definitions and TerminologyDokument15 SeitenCasting Definitions and TerminologyCharlie ChongNoch keine Bewertungen
- G S Earth WireDokument10 SeitenG S Earth WiresaratNoch keine Bewertungen
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDokument6 SeitenOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaNoch keine Bewertungen
- Tta Power 2015 Vi 001Dokument31 SeitenTta Power 2015 Vi 001Trịnh Quốc TuyếnNoch keine Bewertungen
- Liquid Penetrant TestingDokument22 SeitenLiquid Penetrant TestingNishant SinghNoch keine Bewertungen
- Vacuum Box Test Procedure: PurposeDokument4 SeitenVacuum Box Test Procedure: Purposesaravan1891Noch keine Bewertungen
- Radiography Testing: RT PrincipleDokument6 SeitenRadiography Testing: RT PrincipleAvish ShahNoch keine Bewertungen
- 'AMIGO' Product InfoDokument5 Seiten'AMIGO' Product InfoNicoreac Monica PaulaNoch keine Bewertungen
- Radiation Safety Program 2Dokument16 SeitenRadiation Safety Program 2Ahmed shabanNoch keine Bewertungen
- Floormap3d MFL Tank Inspection PDFDokument4 SeitenFloormap3d MFL Tank Inspection PDFassurendran0% (1)
- Ultrasonic ExaminationDokument14 SeitenUltrasonic ExaminationLiliNoch keine Bewertungen
- ACFM Applications1Dokument12 SeitenACFM Applications1naoufel1706Noch keine Bewertungen
- Corrosion Mapping With Phased Array UltrasonicsDokument27 SeitenCorrosion Mapping With Phased Array UltrasonicsIvan MauricioNoch keine Bewertungen
- NDT Certification Systems:: Written PracticeDokument3 SeitenNDT Certification Systems:: Written PracticeKhaled MeraashliNoch keine Bewertungen
- Brinell Hardness of Metallic Materials: Standard Test Method ForDokument32 SeitenBrinell Hardness of Metallic Materials: Standard Test Method ForJeffersonCruzNoch keine Bewertungen
- Magnetic Flux Leakage (MFL) TechnologyDokument4 SeitenMagnetic Flux Leakage (MFL) TechnologyShakirNoch keine Bewertungen
- Electromagnetic Testing-EMT-MFLT Chapter 9-LibreDokument228 SeitenElectromagnetic Testing-EMT-MFLT Chapter 9-Libresafeer ahmad100% (1)
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDokument1 SeiteDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangNoch keine Bewertungen
- Scope of WorksDokument3 SeitenScope of WorksGovindraj KrishnanNoch keine Bewertungen
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Dokument32 SeitenBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNoch keine Bewertungen
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDokument7 SeitenStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodMauricio FernándezNoch keine Bewertungen
- Guided Wave Presentation NDT Global 1Dokument41 SeitenGuided Wave Presentation NDT Global 1Ahmed LepdaNoch keine Bewertungen
- Corrosion Evaluation by RTDokument6 SeitenCorrosion Evaluation by RTMassimo FumarolaNoch keine Bewertungen
- 7.2.eddy Current Testing-Part2Dokument19 Seiten7.2.eddy Current Testing-Part2Mohanad Almalah100% (1)
- ECT Inspection Technique: Setup and CalibrationDokument19 SeitenECT Inspection Technique: Setup and CalibrationAbhishek DevarajNoch keine Bewertungen
- 11 TechCorr GWUTDokument52 Seiten11 TechCorr GWUTSefliadi StNoch keine Bewertungen
- Ultrasonic Crack PDFDokument11 SeitenUltrasonic Crack PDFHector BeaujonNoch keine Bewertungen
- ELIOS 2 Technical Specifications v1Dokument5 SeitenELIOS 2 Technical Specifications v1Alexey LipovatyiNoch keine Bewertungen
- Silverwing B Scan ReportDokument46 SeitenSilverwing B Scan ReportpjhollowNoch keine Bewertungen
- An Introduction To Long-Range Screening Using Guided WavesDokument8 SeitenAn Introduction To Long-Range Screening Using Guided WavesVikas TiwariNoch keine Bewertungen
- UT of Pressure Vessel Construction WeldsDokument30 SeitenUT of Pressure Vessel Construction WeldsKashif KaziNoch keine Bewertungen
- MSDS MtbeDokument5 SeitenMSDS MtbeViệt HàNoch keine Bewertungen
- Dmta 20017 01en Rev e Hydroform UserDokument88 SeitenDmta 20017 01en Rev e Hydroform UserGhaithNoch keine Bewertungen
- Basic Principles of Eddy Current InspectionDokument58 SeitenBasic Principles of Eddy Current Inspectiondavid eduardo arteaga faubla100% (1)
- Tubulars NDT TechniqueDokument22 SeitenTubulars NDT TechniqueCepi Sindang KamulanNoch keine Bewertungen
- Liquid Penetrant Testing ProcedureDokument2 SeitenLiquid Penetrant Testing ProcedureManivannanMudhaliarNoch keine Bewertungen
- IRISDokument67 SeitenIRISArinze7Noch keine Bewertungen
- MT Asme Sec V Article 7Dokument18 SeitenMT Asme Sec V Article 7mohamedNoch keine Bewertungen
- E570-97 Flux Leakage Ferro TubularDokument6 SeitenE570-97 Flux Leakage Ferro TubularAsif HameedNoch keine Bewertungen
- Tube Inspection InsertDokument2 SeitenTube Inspection InsertManish SharmaNoch keine Bewertungen
- UCI Hardness TestersDokument3 SeitenUCI Hardness TestersMuhammad AdilNoch keine Bewertungen
- Penetrants TESTINGDokument86 SeitenPenetrants TESTINGsankaran_muthukumarNoch keine Bewertungen
- NDT of Welded Steel Tanks1 PDFDokument4 SeitenNDT of Welded Steel Tanks1 PDFBulut Yildiz100% (1)
- Instruction IRIS Tube Inspection EngDokument47 SeitenInstruction IRIS Tube Inspection EngVasilyNoch keine Bewertungen
- CN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1 PDFDokument18 SeitenCN-11-Section 11 Teletest Functional Tests and Troubleshooting Rev0.1 PDFTĩnh Hồ TrungNoch keine Bewertungen
- PSL 30 Log of Pre Cert ExperienceDokument5 SeitenPSL 30 Log of Pre Cert Experiencenarutothunderjet216Noch keine Bewertungen
- Non Destructive TestingDokument182 SeitenNon Destructive TestingAravindNoch keine Bewertungen
- Lrut Special AplicationDokument20 SeitenLrut Special AplicationAbdur Rahim100% (1)
- Info Sheet Iris Inspection of TubesDokument2 SeitenInfo Sheet Iris Inspection of TubesCepi Sindang KamulanNoch keine Bewertungen
- Eagle 2000 PDFDokument4 SeitenEagle 2000 PDFErick OlavarriaNoch keine Bewertungen
- AITIS Company ProfileDokument7 SeitenAITIS Company ProfileassurendranNoch keine Bewertungen
- RESUMEDokument3 SeitenRESUMENikhatRizaviNoch keine Bewertungen
- NDT For Roller CoasterDokument5 SeitenNDT For Roller Coasterluqman syakirNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Oprators Manual CMS9000V3.0 Software MonitorDokument58 SeitenOprators Manual CMS9000V3.0 Software MonitorCristhian Josué RápaloNoch keine Bewertungen
- ROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDokument176 SeitenROTALIGN Ultra Shaft Handbook ALI 9.855 01 12 en Web PDFDan-jones TudziNoch keine Bewertungen
- Practical Use of Dynamic Vibration AbsorbersDokument4 SeitenPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNoch keine Bewertungen
- Operating Deflection ShapeDokument9 SeitenOperating Deflection ShapeDan-jones TudziNoch keine Bewertungen
- Fukui PSV Catlogue 1 PDFDokument73 SeitenFukui PSV Catlogue 1 PDFDan-jones Tudzi100% (1)
- Model A7 With Mechanical Seal: Installation, Operation, Maintenance and Storage ManualDokument38 SeitenModel A7 With Mechanical Seal: Installation, Operation, Maintenance and Storage ManualDan-jones TudziNoch keine Bewertungen
- Compressor Station Piping Noise Interim Report FinalDokument41 SeitenCompressor Station Piping Noise Interim Report FinalalbertofgvNoch keine Bewertungen
- Fukui PSV Catlogue 1 PDFDokument73 SeitenFukui PSV Catlogue 1 PDFDan-jones Tudzi100% (1)
- A380-LEVEL I - ATA 31 Indicating - Recording SystemsDokument70 SeitenA380-LEVEL I - ATA 31 Indicating - Recording SystemsGuy100% (1)
- Cyberpunk 2020 - Datafortress 2020 - AppleseedDokument30 SeitenCyberpunk 2020 - Datafortress 2020 - AppleseedGeraint BrownNoch keine Bewertungen
- Ipm650 PDFDokument5 SeitenIpm650 PDFJAHDLNoch keine Bewertungen
- FitTrack BloodLinkDokument7 SeitenFitTrack BloodLinkInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- ANSYS Simulation of MRI Device For ComplianceDokument45 SeitenANSYS Simulation of MRI Device For Compliancej_c_garcia_dNoch keine Bewertungen
- Gtu Micro Processor PracticalDokument79 SeitenGtu Micro Processor Practicalbaba100% (1)
- Operation Guide 5522: Things To Check Before Using The Watch About This ManualDokument7 SeitenOperation Guide 5522: Things To Check Before Using The Watch About This Manualfirdaus_stNoch keine Bewertungen
- Design of 400kV200kV SSDokument62 SeitenDesign of 400kV200kV SSAbinav AggarwalNoch keine Bewertungen
- Kassia Webb - Resume Updtd 11 Dec 2016Dokument4 SeitenKassia Webb - Resume Updtd 11 Dec 2016api-322501460Noch keine Bewertungen
- Siko Product OverviewDokument20 SeitenSiko Product OverviewMECING LTDANoch keine Bewertungen
- Power Plant Manual 1Dokument8 SeitenPower Plant Manual 1Khoirul WaladNoch keine Bewertungen
- Color Palettes For Graphic DesignDokument19 SeitenColor Palettes For Graphic DesignClarence Tuazon FloresNoch keine Bewertungen
- LTE Parameter - Ue State HandlingDokument39 SeitenLTE Parameter - Ue State HandlingSatria Wibowo100% (5)
- ADMS Assignment Spring 2011Dokument8 SeitenADMS Assignment Spring 2011muneermuhammadNoch keine Bewertungen
- Service Manual: ChassisDokument66 SeitenService Manual: ChassisAsnake TegenawNoch keine Bewertungen
- Boarding Pass (Web Check In) WWW - Goindigo.In: Ms Jasda Ramchandani Jaipur (T2) 6E 783 08 Aug 20Dokument1 SeiteBoarding Pass (Web Check In) WWW - Goindigo.In: Ms Jasda Ramchandani Jaipur (T2) 6E 783 08 Aug 20Kscsiddhant KscsiddhantNoch keine Bewertungen
- Audio Engineering Advice - January2023 2023 V1.6Dokument31 SeitenAudio Engineering Advice - January2023 2023 V1.6jeremy hartigNoch keine Bewertungen
- FsDokument8 SeitenFskrishnacfp232Noch keine Bewertungen
- OTIS E311-CIRCUITO - (69 PG)Dokument69 SeitenOTIS E311-CIRCUITO - (69 PG)Samuel AcevedoNoch keine Bewertungen
- MCA 2020 - List of Applicants Shortlisted For Interview (F) - 30 May 2020Dokument21 SeitenMCA 2020 - List of Applicants Shortlisted For Interview (F) - 30 May 2020shatabdi mukherjeeNoch keine Bewertungen
- Cad/Cam Softwares: A Presentaton OnDokument35 SeitenCad/Cam Softwares: A Presentaton OnVaibhav AroraNoch keine Bewertungen
- SQL CCDokument457 SeitenSQL CCManish SinghNoch keine Bewertungen
- MC Line: Multifunction Three Phase Overvoltage / Undervoltage RelayDokument3 SeitenMC Line: Multifunction Three Phase Overvoltage / Undervoltage RelayCerduardo Chanchisco Roga RojasNoch keine Bewertungen
- Keyboard Shortcuts Windows 7 and 8Dokument3 SeitenKeyboard Shortcuts Windows 7 and 8Feral ErraticNoch keine Bewertungen
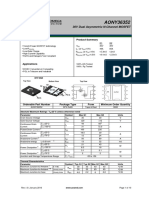
- AONY36352: 30V Dual Asymmetric N-Channel MOSFETDokument10 SeitenAONY36352: 30V Dual Asymmetric N-Channel MOSFETrobertjavi1983Noch keine Bewertungen
- Renub Research: Published: May, 2012Dokument12 SeitenRenub Research: Published: May, 2012api-114525849Noch keine Bewertungen
- Remotecontrol: Urc-A6Dokument47 SeitenRemotecontrol: Urc-A6Josue TrochezNoch keine Bewertungen
- Making A Quick Water Material in 3ds Max.: by Gerardo I. RamirezDokument3 SeitenMaking A Quick Water Material in 3ds Max.: by Gerardo I. Ramirezpalanisamy744Noch keine Bewertungen
- Installing-Uninstall Oracle 10g Database SoftwareDokument6 SeitenInstalling-Uninstall Oracle 10g Database SoftwareSarath SivanNoch keine Bewertungen
- REspuestas Quiz CP4AUTOMATIONDokument10 SeitenREspuestas Quiz CP4AUTOMATIONMax Lee100% (1)