Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
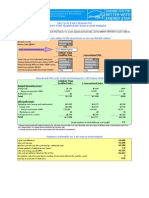
- Ashp Sav CalcDokument5 SeitenAshp Sav CalcsauroNoch keine Bewertungen
- E2 - 5 Toshiba SasakiDokument32 SeitenE2 - 5 Toshiba SasakiGhulam Khairul IlhamNoch keine Bewertungen
- New CO2 Battery Will Make Wind and Solar Dispatchable 'At An Unprecedented Low Price' - RechargeDokument4 SeitenNew CO2 Battery Will Make Wind and Solar Dispatchable 'At An Unprecedented Low Price' - RechargeTest TestNoch keine Bewertungen
- Inhalational Poisoning: Patricio, Roselene P. Ricarte, Viaka Faye Salvatus, JonnaDokument44 SeitenInhalational Poisoning: Patricio, Roselene P. Ricarte, Viaka Faye Salvatus, JonnaRose PatricioNoch keine Bewertungen
- LECTURE ON Acid-Base BalanceDokument229 SeitenLECTURE ON Acid-Base BalanceNayyer Khan100% (1)
- COP26 Our Climate, Our Future PowerPointDokument27 SeitenCOP26 Our Climate, Our Future PowerPointAravindh ANoch keine Bewertungen
- S9 Q2 HYBRID MODULE 4A Week 4 Final PDFDokument18 SeitenS9 Q2 HYBRID MODULE 4A Week 4 Final PDFSally CustodioNoch keine Bewertungen
- 4 and 5Dokument2.908 Seiten4 and 5Rina DasNoch keine Bewertungen
- Pure BiogasDokument8 SeitenPure Biogasapi-3706974100% (1)
- Key For Test 14Dokument17 SeitenKey For Test 14Pt DiệpNoch keine Bewertungen
- Co2 Issue Final Version For SubmissionDokument1 SeiteCo2 Issue Final Version For Submissionapi-608246887Noch keine Bewertungen
- Pte Describe ImageDokument10 SeitenPte Describe ImageSukhbir GrakNoch keine Bewertungen
- Bird StudyDokument21 SeitenBird StudyThe Press-Enterprise / pressenterprise.comNoch keine Bewertungen
- A Conceptual Design of An Underwater Missile Launcher: Carl T.F. RossDokument15 SeitenA Conceptual Design of An Underwater Missile Launcher: Carl T.F. RossAcer AcerNoch keine Bewertungen
- Acid - Base Balance: Prepared by - Hilfrance John E. Oro, RMTDokument12 SeitenAcid - Base Balance: Prepared by - Hilfrance John E. Oro, RMTEMETERIO TUTOR IIINoch keine Bewertungen
- A Q U A T R e A T Acc 19 MsdsDokument7 SeitenA Q U A T R e A T Acc 19 Msdsவனச்செல்வன் நாடார்Noch keine Bewertungen
- Presentation Pollution 14.03.15Dokument33 SeitenPresentation Pollution 14.03.15Antonio SpițaNoch keine Bewertungen
- Wilhemsen Water Treatment HandbookDokument46 SeitenWilhemsen Water Treatment HandbookGeorgios PapakostasNoch keine Bewertungen
- CH 17 Science Class 7Dokument3 SeitenCH 17 Science Class 7Kunal EngineerNoch keine Bewertungen
- IEMA Pract Exam Practice Questions Sustainability Jan 2017Dokument15 SeitenIEMA Pract Exam Practice Questions Sustainability Jan 2017Dilshad Shady100% (1)
- Green House EffectDokument9 SeitenGreen House Effectapi-246586162Noch keine Bewertungen
- Plumbing System (Fire Fighting System)Dokument67 SeitenPlumbing System (Fire Fighting System)RadoNoun100% (7)
- Technical Study and Field TestsDokument118 SeitenTechnical Study and Field TestsaluxbalumNoch keine Bewertungen
- Equilibria in Fuel Cell Gases: K. Sasaki and Y. TeraokaDokument1 SeiteEquilibria in Fuel Cell Gases: K. Sasaki and Y. TeraokachenumallaNoch keine Bewertungen
- Operating Manual - Galaxy 170 R - 170 S PDFDokument100 SeitenOperating Manual - Galaxy 170 R - 170 S PDFMichal SzymanskiNoch keine Bewertungen
- Zirconia Oxygen Analysis: TheoryDokument4 SeitenZirconia Oxygen Analysis: TheoryJoshua HollandNoch keine Bewertungen
- Coatings GuideDokument19 SeitenCoatings GuideUmar Muhammad100% (2)
- CO2 Absorption by Ionic LiquidsDokument52 SeitenCO2 Absorption by Ionic LiquidsMohd. Belal HaiderNoch keine Bewertungen
- 21912, Water pp170 184Dokument15 Seiten21912, Water pp170 184helloNoch keine Bewertungen
- The Bounty of The SeaDokument3 SeitenThe Bounty of The SeaWest Nation100% (2)