Das könnte Ihnen auch gefallen
- 1-XI - GB Steam Conditioning ManualDokument20 Seiten1-XI - GB Steam Conditioning ManualtxagusNoch keine Bewertungen
- Bulletin 1-XI: Issue 09-2012Dokument20 SeitenBulletin 1-XI: Issue 09-2012Rahul ChandrawarNoch keine Bewertungen
- 150 70-nm2 1Dokument12 Seiten150 70-nm2 1Eduardo JoseNoch keine Bewertungen
- Criteria For Sizing Lines Insulation and Trace Heating 1707053419Dokument17 SeitenCriteria For Sizing Lines Insulation and Trace Heating 1707053419bokaro.saifNoch keine Bewertungen
- Steam Jet Spindle Operated ThermocompressorDokument3 SeitenSteam Jet Spindle Operated ThermocompressorjfejfeNoch keine Bewertungen
- 2011 VND O&M ManualDokument12 Seiten2011 VND O&M Manualsequeira.cedric6742Noch keine Bewertungen
- Catalog of WEIR-Steam Conditioning Control ValveDokument8 SeitenCatalog of WEIR-Steam Conditioning Control ValveTim KuNoch keine Bewertungen
- Process Design Manual LurgiDokument25 SeitenProcess Design Manual LurgiMarcelo Peretti91% (11)
- Engineering Technical Bulletins: Selecting Valves and Piping CoilsDokument4 SeitenEngineering Technical Bulletins: Selecting Valves and Piping Coilsforevertay2000Noch keine Bewertungen
- 131A Piping BrochureDokument12 Seiten131A Piping Brochuredeanewing11Noch keine Bewertungen
- B&G Sizing Cooling Tower Pumps and Piping TEH-275Dokument12 SeitenB&G Sizing Cooling Tower Pumps and Piping TEH-275ChowKC03100% (3)
- Piping Eveporative COndensersDokument12 SeitenPiping Eveporative COndensersscribd99190Noch keine Bewertungen
- DESUPERHEATERDokument4 SeitenDESUPERHEATERghkashyap1Noch keine Bewertungen
- Bypass Systems in Combined-Cycle Power PlantsDokument8 SeitenBypass Systems in Combined-Cycle Power PlantsAnirban Banerjee100% (1)
- Chilled Water Distribution SystemDokument5 SeitenChilled Water Distribution SystemThiru AnanthNoch keine Bewertungen
- Chilled Water Dist I But I OnDokument44 SeitenChilled Water Dist I But I OnVineeth MuraleedharanNoch keine Bewertungen
- HydraulicsDokument65 SeitenHydraulicsMohsin EhsanNoch keine Bewertungen
- Composite BoilerDokument390 SeitenComposite BoilerBogdan Florin TudorofNoch keine Bewertungen
- Dump TubeDokument4 SeitenDump TubeKrishna KumarNoch keine Bewertungen
- Ap003 PDFDokument20 SeitenAp003 PDFjefferson_argotiNoch keine Bewertungen
- Vent Manifold Flare Manifold DesignDokument10 SeitenVent Manifold Flare Manifold Designahsan888Noch keine Bewertungen
- NEL Best Practice - Impulse Lines For DP FTs PDFDokument8 SeitenNEL Best Practice - Impulse Lines For DP FTs PDFnasirmuzaffar0% (1)
- 5 Short Coming in HP Steam Piping Consturction & SelectionDokument6 Seiten5 Short Coming in HP Steam Piping Consturction & SelectionUdhayakumar VenkataramanNoch keine Bewertungen
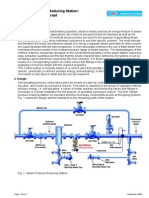
- Designing Steam Pressure Reducing StationsDokument7 SeitenDesigning Steam Pressure Reducing StationsMohammed Hassan B KorainaNoch keine Bewertungen
- Depressuring Study and Application On BP-A ProjectDokument35 SeitenDepressuring Study and Application On BP-A ProjectTruong Minh Hoang100% (6)
- Heat Exchanger PipingDokument39 SeitenHeat Exchanger PipingBhupender Sharma93% (15)
- Guideto Submersible Pump SelectionDokument1 SeiteGuideto Submersible Pump SelectionAhmed Fgt KaasehgNoch keine Bewertungen
- 7856-Me-Spc-198-025 Rev - ADokument17 Seiten7856-Me-Spc-198-025 Rev - Ashameer_febi100% (1)
- Instruction Manual - EJ17 Ejector Chlorine, Sulfur Dioxide and AmmoniaDokument14 SeitenInstruction Manual - EJ17 Ejector Chlorine, Sulfur Dioxide and AmmoniaAlexandre EmmerickNoch keine Bewertungen
- Bypass RotameterDokument6 SeitenBypass RotameterNavneet SinghNoch keine Bewertungen
- Regulating ValveDokument18 SeitenRegulating ValveMohammed Hassan B KorainaNoch keine Bewertungen
- Pipe Size For ACDokument8 SeitenPipe Size For ACLamii BedoNoch keine Bewertungen
- Deviation List-MechanicalDokument12 SeitenDeviation List-MechanicalRaji SuriNoch keine Bewertungen
- TC02 DigitalDokument17 SeitenTC02 DigitalNebojsa CekicNoch keine Bewertungen
- Fundamentals of Gas Pipeline Metering StationDokument5 SeitenFundamentals of Gas Pipeline Metering Stationsandeepsri9Noch keine Bewertungen
- Parker PV SeriesDokument20 SeitenParker PV SeriesPedro Piñero Cebrian0% (1)
- PRDS PRS DSH Systems Operation and Installation ManualDokument125 SeitenPRDS PRS DSH Systems Operation and Installation Manual윤병택Noch keine Bewertungen
- Sporlan Adlse-2Dokument12 SeitenSporlan Adlse-2Serrefriair Garcia RefriNoch keine Bewertungen
- Design Commissioning TipsDokument16 SeitenDesign Commissioning Tipsmnt6176Noch keine Bewertungen
- Vacuum Pipe SizingDokument3 SeitenVacuum Pipe SizingYaseen Mallick86% (7)
- 335 Model DDX-LP Dry Pipe Valve SystemDokument8 Seiten335 Model DDX-LP Dry Pipe Valve SystemM Kumar MarimuthuNoch keine Bewertungen
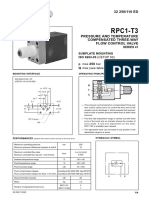
- Flow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3Dokument4 SeitenFlow Control, 3 Way, PR & Temp Compensated, NG6, Type RPC1-T3LibinNoch keine Bewertungen
- محمد 1Dokument10 Seitenمحمد 1Osama EL-AbdNoch keine Bewertungen
- Functional Description of The Vacuum Pump Set-1Dokument8 SeitenFunctional Description of The Vacuum Pump Set-1jigneshluharNoch keine Bewertungen
- PrdsDokument0 SeitenPrdssandi1111Noch keine Bewertungen
- Steam Trap Sizing Best Practice PDFDokument5 SeitenSteam Trap Sizing Best Practice PDFthawdarNoch keine Bewertungen
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGVon EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNoch keine Bewertungen
- Advanced Temperature Measurement and Control, Second EditionVon EverandAdvanced Temperature Measurement and Control, Second EditionNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Von EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsVon EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNoch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Pipeline Attributes InfoDokument7 SeitenPipeline Attributes Infodd6077Noch keine Bewertungen
- Prokon Update LogDokument1 SeiteProkon Update Logdd6077Noch keine Bewertungen
- Components Process LinesDokument1 SeiteComponents Process Linesdd6077Noch keine Bewertungen
- Drop Down ListDokument4 SeitenDrop Down Listduazo2009Noch keine Bewertungen
- Sched LG UDokument7 SeitenSched LG Udd6077Noch keine Bewertungen
- Lifting Beam Calculation SheetDokument1 SeiteLifting Beam Calculation Sheetchompink6900Noch keine Bewertungen
- Lifting Beam Cal 4Dokument1 SeiteLifting Beam Cal 4dd6077Noch keine Bewertungen
- 8 LH 1012 150 - M - ClashDokument1 Seite8 LH 1012 150 - M - Clashdd6077Noch keine Bewertungen
- Lifting Beam Calculation SheetDokument1 SeiteLifting Beam Calculation Sheetchompink6900Noch keine Bewertungen
- Steel Structure Analysis Results for Load Case 1Dokument19 SeitenSteel Structure Analysis Results for Load Case 1dd6077Noch keine Bewertungen
- Loads: BLC 1, DEAD Results For LC 1, DLDokument4 SeitenLoads: BLC 1, DEAD Results For LC 1, DLdd6077Noch keine Bewertungen
- Drop Down ListDokument4 SeitenDrop Down Listduazo2009Noch keine Bewertungen
- Transport BeamDokument1 SeiteTransport Beamdd6077Noch keine Bewertungen
- 1Dokument1 Seite1chompink6900Noch keine Bewertungen
- Design Case1Dokument14 SeitenDesign Case1dd6077Noch keine Bewertungen
- Config LiftingDokument1 SeiteConfig Liftingdd6077Noch keine Bewertungen
- Cost EstimateDokument1 SeiteCost Estimatekriengsak1111Noch keine Bewertungen
- Cal 1Dokument41 SeitenCal 1dd6077Noch keine Bewertungen
- Maintenance RequestDokument1 SeiteMaintenance RequestAlex Estacio CNoch keine Bewertungen
- DWG Rigging 1Dokument1 SeiteDWG Rigging 1dd6077Noch keine Bewertungen
- DWG Rigging 2Dokument1 SeiteDWG Rigging 2dd6077Noch keine Bewertungen
- DWG Rigging 1Dokument1 SeiteDWG Rigging 1dd6077Noch keine Bewertungen
- Org Repair NTUDokument4 SeitenOrg Repair NTUdd6077Noch keine Bewertungen
- TeklaStructures License Agreement EnuDokument5 SeitenTeklaStructures License Agreement EnuLev Maravi MandujanoNoch keine Bewertungen
- Component Catalog Tree ViewDokument10 SeitenComponent Catalog Tree Viewdd6077Noch keine Bewertungen
- Readme EnuDokument1 SeiteReadme Enudd6077Noch keine Bewertungen
- Model Basics ComponentsDokument1 SeiteModel Basics Componentsdd6077Noch keine Bewertungen
- Material and supplier part numbers for electronic componentsDokument344 SeitenMaterial and supplier part numbers for electronic componentschompink69000% (1)
- ChromationSystems CNC Driver Datasheet v1Dokument3 SeitenChromationSystems CNC Driver Datasheet v168jimmyNoch keine Bewertungen
- '08 Shigley8th Threads CHPT 8Dokument5 Seiten'08 Shigley8th Threads CHPT 8dd6077Noch keine Bewertungen