Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- 7 Hydraulic System, Digging, Handling, Grading Equipment, Misc Equipment-1 PDFDokument561 Seiten7 Hydraulic System, Digging, Handling, Grading Equipment, Misc Equipment-1 PDFMichael Pearson BungcarasNoch keine Bewertungen
- Steering and Brake Control ValveDokument15 SeitenSteering and Brake Control ValveSON100% (1)
- Exhaust SystemsDokument44 SeitenExhaust Systemscatherineramirez100% (2)
- 16 S 251Dokument11 Seiten16 S 251tomkam1894100% (1)
- Spare Part Request List Doosan PU086TIDokument12 SeitenSpare Part Request List Doosan PU086TIPak ItamNoch keine Bewertungen
- VAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualDokument36 SeitenVAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualPhạm Đức HuyNoch keine Bewertungen
- SEC Deck Machinery - EMW 160Dokument146 SeitenSEC Deck Machinery - EMW 160john smith100% (2)
- Bx250agfph (2014-2016) (Ninja 250 SL) PDFDokument117 SeitenBx250agfph (2014-2016) (Ninja 250 SL) PDFAlbert Depano100% (1)
- User ManualDokument44 SeitenUser Manualarness22Noch keine Bewertungen
- Fcp190N60 / Fcpf190N60: N-Channel Superfet Ii MosfetDokument10 SeitenFcp190N60 / Fcpf190N60: N-Channel Superfet Ii Mosfetarness22Noch keine Bewertungen
- The Journey of A Signal - Inside Your OscilloscopeDokument1 SeiteThe Journey of A Signal - Inside Your Oscilloscopearness22Noch keine Bewertungen
- SC92F7352 7351 7350v0.1enDokument109 SeitenSC92F7352 7351 7350v0.1enarness22Noch keine Bewertungen
- ASEE2000 AmplifiersDokument9 SeitenASEE2000 Amplifiersarness22Noch keine Bewertungen
- 3W Ultra Low-EMI Anti-Clipping Stereo Class D Audio Power AmplifierDokument17 Seiten3W Ultra Low-EMI Anti-Clipping Stereo Class D Audio Power Amplifierarness22Noch keine Bewertungen
- TEKTRONIX THS3024 DatasheetDokument13 SeitenTEKTRONIX THS3024 Datasheetarness22Noch keine Bewertungen
- 0302 - Test3 - Instruction ManualDokument2 Seiten0302 - Test3 - Instruction Manualarness22Noch keine Bewertungen
- MT1898EDokument1 SeiteMT1898Earness22Noch keine Bewertungen
- MY81SPK02M2: Bluetooth 3.0+EDR Stereo Audio ModuleDokument5 SeitenMY81SPK02M2: Bluetooth 3.0+EDR Stereo Audio Modulearness22Noch keine Bewertungen
- Designing For High Common-Mode Rejection in Balanced Audio InputsDokument7 SeitenDesigning For High Common-Mode Rejection in Balanced Audio Inputsarness22Noch keine Bewertungen
- Engin'e Air Starters: Tditurbostarttwd™Dokument1 SeiteEngin'e Air Starters: Tditurbostarttwd™arness22Noch keine Bewertungen
- Magnetic Field in The Airgap of The Three-Phase Synchronous Generator Connected On RectifiersDokument4 SeitenMagnetic Field in The Airgap of The Three-Phase Synchronous Generator Connected On Rectifiersarness22Noch keine Bewertungen
- Fig. 6 - Wear On Belt Grooves Fig. 7: Mounting and Adjusting of The V-Belt DriveDokument1 SeiteFig. 6 - Wear On Belt Grooves Fig. 7: Mounting and Adjusting of The V-Belt Drivearness22Noch keine Bewertungen
- Turbdstart TWD"™: Tech DevelopmentDokument1 SeiteTurbdstart TWD"™: Tech Developmentarness22Noch keine Bewertungen
- Airst 4Dokument1 SeiteAirst 4arness22Noch keine Bewertungen
- Turbdstart Two™: WarningDokument1 SeiteTurbdstart Two™: Warningarness22Noch keine Bewertungen
- Mounting of The V-Belt Drive: Kept Parallel With The Compres-Sor, Which Can Be Checked by Means ofDokument1 SeiteMounting of The V-Belt Drive: Kept Parallel With The Compres-Sor, Which Can Be Checked by Means ofarness22Noch keine Bewertungen
- Tdi Turbdstart Two™: Tech Development IncDokument1 SeiteTdi Turbdstart Two™: Tech Development Incarness22Noch keine Bewertungen
- Belts PDFDokument1 SeiteBelts PDFarness22Noch keine Bewertungen
- 1SDC210004D0203 PDFDokument280 Seiten1SDC210004D0203 PDFarness22Noch keine Bewertungen
- Build These Circuits That Can Amplify, Filter, Generate White Noise, Flash Lamps, Locate Hidden Metal - and Perhaps Even Detect Lies.Dokument2 SeitenBuild These Circuits That Can Amplify, Filter, Generate White Noise, Flash Lamps, Locate Hidden Metal - and Perhaps Even Detect Lies.arness22Noch keine Bewertungen
- Transistors TutorialDokument9 SeitenTransistors Tutorialarness22Noch keine Bewertungen
- KENR8738 - Service Brake Discs - Check - Extended LifeDokument13 SeitenKENR8738 - Service Brake Discs - Check - Extended LifeAnderson Oliveira SilvaNoch keine Bewertungen
- ZQYM Diesel Cummins Series Injector 2023.07Dokument13 SeitenZQYM Diesel Cummins Series Injector 2023.07harbh9355Noch keine Bewertungen
- Know Your Cooling SystemDokument103 SeitenKnow Your Cooling SystemgustavoNoch keine Bewertungen
- Equipment CatalogDokument6 SeitenEquipment CatalogHannah Patricia TanNoch keine Bewertungen
- ZX-330 Center Swing BearingDokument2 SeitenZX-330 Center Swing BearingImran MehboobNoch keine Bewertungen
- (Manual) StraightLine HDD 2462 Parts ManualDokument65 Seiten(Manual) StraightLine HDD 2462 Parts ManualCường Nguyễn QuốcNoch keine Bewertungen
- GR-900XL: 90 Ton Capacity (81.6 Metric Tons) Hydraulic Rough Terrain CraneDokument16 SeitenGR-900XL: 90 Ton Capacity (81.6 Metric Tons) Hydraulic Rough Terrain CraneMiguel Eduardo Parra GutierrezNoch keine Bewertungen
- DBW 2010 / 2016 Heating Systems Big Water Heaters: Technical DataDokument3 SeitenDBW 2010 / 2016 Heating Systems Big Water Heaters: Technical DataDaniel MocanuNoch keine Bewertungen
- DOM Assignment 5Dokument1 SeiteDOM Assignment 5kumar kmNoch keine Bewertungen
- Massey Ferguson 7726S Dyna 6 SiiiiiiDokument3 SeitenMassey Ferguson 7726S Dyna 6 SiiiiiiAndres Felipe Mejía RivasNoch keine Bewertungen
- FSR U6301 Non StartDokument2 SeitenFSR U6301 Non StartRobert FaryNoch keine Bewertungen
- Yorkland Controls Ltd. Environmental SolutionsDokument36 SeitenYorkland Controls Ltd. Environmental Solutionspppppp5Noch keine Bewertungen
- AVtableDokument1 SeiteAVtableMoganna GowdaNoch keine Bewertungen
- Goodstrong Parts Goodstrong SheetersDokument1 SeiteGoodstrong Parts Goodstrong SheetersValentino ArlisNoch keine Bewertungen
- Canon Image Runner Copier MachineDokument79 SeitenCanon Image Runner Copier MachineRamNoch keine Bewertungen
- Correa de SacrificioDokument22 SeitenCorrea de Sacrificiomatias vargas apablazaNoch keine Bewertungen
- Final File ProjectDokument21 SeitenFinal File Projectparveenbilang100% (1)
- TCM DTC Codes Rev4 PDFDokument2 SeitenTCM DTC Codes Rev4 PDFjoecosta77Noch keine Bewertungen
- Wolter FanDokument16 SeitenWolter FanSo Cho WingNoch keine Bewertungen
- Inventory Control Mistakes Version 1Dokument28 SeitenInventory Control Mistakes Version 1NakkolopNoch keine Bewertungen
- ME183 Lectures 1LE Problem Solving Pages 31-38Dokument8 SeitenME183 Lectures 1LE Problem Solving Pages 31-38Paul RodgersNoch keine Bewertungen
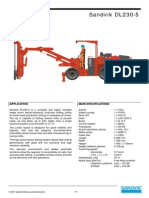
- DL230-5 - 7 130 S-EDokument4 SeitenDL230-5 - 7 130 S-Edeath666darkNoch keine Bewertungen