Das könnte Ihnen auch gefallen
- Strength of Materials 4th Ed by Ferdinand L Singer Andrew Pytel Www07MettkDokument287 SeitenStrength of Materials 4th Ed by Ferdinand L Singer Andrew Pytel Www07Mettkluis morales100% (2)
- Magnetism Workhsheet Siap EditDokument10 SeitenMagnetism Workhsheet Siap EditMamberamo ClassNoch keine Bewertungen
- Agitation and Mixing FlowDokument9 SeitenAgitation and Mixing FlowSasitharan MNoch keine Bewertungen
- Specific Size Agitator Selection Process & Specification PDFDokument28 SeitenSpecific Size Agitator Selection Process & Specification PDFParth ThakarNoch keine Bewertungen
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDokument26 SeitenMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignMariana Michel0% (1)
- E31404 Interlock List - FieldUpdates 291210 DCSDokument4 SeitenE31404 Interlock List - FieldUpdates 291210 DCSrgonzalezmunozNoch keine Bewertungen
- UAE School ListDokument55 SeitenUAE School Listnavedscribd63% (8)
- UAE School ListDokument55 SeitenUAE School Listnavedscribd63% (8)
- Introduction to Nanorobotics and Their ApplicationsDokument25 SeitenIntroduction to Nanorobotics and Their ApplicationsSharifa RahamadullahNoch keine Bewertungen
- ELIMINATION REACTIONS: AN OVERVIEWDokument19 SeitenELIMINATION REACTIONS: AN OVERVIEWSyuhadah NoordinNoch keine Bewertungen
- Mock Tests 20 20 Class 9 Science SampleDokument13 SeitenMock Tests 20 20 Class 9 Science SamplesrilathaNoch keine Bewertungen
- Venturi Scrubber Design Project for Air Pollution ControlDokument1 SeiteVenturi Scrubber Design Project for Air Pollution ControlChristopher LloydNoch keine Bewertungen
- Heat Load Calculation For Pumping Station - 13Dokument6 SeitenHeat Load Calculation For Pumping Station - 13Deepak JoyNoch keine Bewertungen
- Mini Project ReportDokument37 SeitenMini Project ReportPRAVIN KUMAR NNoch keine Bewertungen
- Isa Symbols PDFDokument3 SeitenIsa Symbols PDFpekmideNoch keine Bewertungen
- Process Design Data Sheet C-401Dokument2 SeitenProcess Design Data Sheet C-401Tej ChoksiNoch keine Bewertungen
- Batch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringDokument885 SeitenBatch Processing Systems Engineering - Fundamentals and Applications For Chemical EngineeringitzelselNoch keine Bewertungen
- Evaluate Your Interlock System's Plant-Wide SafetyDokument14 SeitenEvaluate Your Interlock System's Plant-Wide SafetynavedscribdNoch keine Bewertungen
- Specification of Rotameters: S.NO. Description SpecificationsDokument2 SeitenSpecification of Rotameters: S.NO. Description Specificationssushant_jhawerNoch keine Bewertungen
- Industrial: Western European Energy Conservation Technologies For EvaporatorsDokument33 SeitenIndustrial: Western European Energy Conservation Technologies For EvaporatorsPhoe ChitNoch keine Bewertungen
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Dokument8 SeitenAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraNoch keine Bewertungen
- TM - 11-5855-214-23&p - (N04596) PDFDokument65 SeitenTM - 11-5855-214-23&p - (N04596) PDFtyra24Noch keine Bewertungen
- Heuristics Rules Process Equipment DesignDokument4 SeitenHeuristics Rules Process Equipment DesignnavedscribdNoch keine Bewertungen
- Student Unit Op Lab Manual - Thin Film Evaporator PDFDokument5 SeitenStudent Unit Op Lab Manual - Thin Film Evaporator PDFMuiz MoktarNoch keine Bewertungen
- Control of Flow Rates at Startup: GAT2004-GKP-2010.009 September, 2010Dokument2 SeitenControl of Flow Rates at Startup: GAT2004-GKP-2010.009 September, 2010Enyerberht Castañeda BritoNoch keine Bewertungen
- Statistics for Process Control Engineers: A Practical ApproachVon EverandStatistics for Process Control Engineers: A Practical ApproachNoch keine Bewertungen
- Fire Relief Dynamic StudyDokument2 SeitenFire Relief Dynamic StudylguardiaNoch keine Bewertungen
- Futuh Al-Ghaib by Sheikh Abdul Qadir Jilani (Radi Allahu Ta'Ala Anhu)Dokument177 SeitenFutuh Al-Ghaib by Sheikh Abdul Qadir Jilani (Radi Allahu Ta'Ala Anhu)Gulam-E-Akhtar Raza100% (1)
- P1064-00-M05-123-R1-Check ValveDokument10 SeitenP1064-00-M05-123-R1-Check ValveNarayana MugalurNoch keine Bewertungen
- 04 - Devices Functional and Formulated ProductsDokument89 Seiten04 - Devices Functional and Formulated ProductsZaki WasitNoch keine Bewertungen
- Making and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForDokument8 SeitenMaking and Curing Concrete Test Specimens in The Laboratory: Standard Practice ForAhmed AbidNoch keine Bewertungen
- Emergency Scrubber DesignDokument36 SeitenEmergency Scrubber DesignSurajit das0% (1)
- Rotameter Working and CalibrationDokument11 SeitenRotameter Working and Calibrationsmit189Noch keine Bewertungen
- Total Chloride in Alumina Supported Catalysts by Wavelength Dispersive X-Ray FluorescenceDokument5 SeitenTotal Chloride in Alumina Supported Catalysts by Wavelength Dispersive X-Ray FluorescenceJesus Gonzalez GracidaNoch keine Bewertungen
- Vent CalculationDokument4 SeitenVent CalculationniteshacharyaNoch keine Bewertungen
- Pid Engtech Pilot Plants v04pdfDokument20 SeitenPid Engtech Pilot Plants v04pdfFaizan SarangNoch keine Bewertungen
- Atfd Design Calculation: Data Energy Balance Agitator Shell DesignDokument1 SeiteAtfd Design Calculation: Data Energy Balance Agitator Shell DesignManoj BNoch keine Bewertungen
- Diesel Fuel Storage Tank Vent Sizing CalculationDokument2 SeitenDiesel Fuel Storage Tank Vent Sizing CalculationKrishnamoorthyNoch keine Bewertungen
- Explosive Limits CalculationDokument3 SeitenExplosive Limits CalculationManish GautamNoch keine Bewertungen
- Chemical Plant Utility - Nitrogen System DesignDokument10 SeitenChemical Plant Utility - Nitrogen System DesignIJRASETPublicationsNoch keine Bewertungen
- Developing A Control Logic SpecificationDokument21 SeitenDeveloping A Control Logic SpecificationkaicyemNoch keine Bewertungen
- Scale-Up Chemical Engineering ProcessesDokument12 SeitenScale-Up Chemical Engineering ProcesseskayeNoch keine Bewertungen
- General Arrangement Drawing: Pump DataDokument1 SeiteGeneral Arrangement Drawing: Pump DataJwardNoch keine Bewertungen
- Stacks: Ammonia Injection: A Route To CleanDokument8 SeitenStacks: Ammonia Injection: A Route To CleanZEN MA100% (1)
- Orifice SizingDokument1 SeiteOrifice SizingMarco D'OnofrioNoch keine Bewertungen
- Blower Datasheet SpecsDokument2 SeitenBlower Datasheet Specspramod_tryNoch keine Bewertungen
- Lc370wud Sab1 LG PDFDokument34 SeitenLc370wud Sab1 LG PDFARTMehr Eng. GroupNoch keine Bewertungen
- Simulation of Distillation For ACETONE-BENZENE-CHLOROFORMDokument8 SeitenSimulation of Distillation For ACETONE-BENZENE-CHLOROFORMfjcgNoch keine Bewertungen
- Application of CHEMCADDokument11 SeitenApplication of CHEMCADAlbertIvanoAndreanNoch keine Bewertungen
- Thermophysical PropertiesDokument14 SeitenThermophysical PropertiesKalinga BalNoch keine Bewertungen
- Process Design of Solid-Liquid Separators (Project Standards and Specifications)Dokument10 SeitenProcess Design of Solid-Liquid Separators (Project Standards and Specifications)nabilaNoch keine Bewertungen
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolDokument8 SeitenVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasNoch keine Bewertungen
- Condensate & CoolingDokument111 SeitenCondensate & CoolingSantosh KumarNoch keine Bewertungen
- Insulation For SCI ReactorDokument12 SeitenInsulation For SCI ReactorJogender DhayalNoch keine Bewertungen
- Risk Assessment: FAULT TREE for Dry Fractionating ProcessDokument38 SeitenRisk Assessment: FAULT TREE for Dry Fractionating ProcesshitsugayawongNoch keine Bewertungen
- Chemical Process Control Laboratory Manual: Department of Chemical Engineering 1999Dokument66 SeitenChemical Process Control Laboratory Manual: Department of Chemical Engineering 1999Łuis MTNoch keine Bewertungen
- Prediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent CorrelationDokument18 SeitenPrediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent Correlationcamilo_ortiz_6Noch keine Bewertungen
- (CS-028) Kimray Valve Specification SheetDokument1 Seite(CS-028) Kimray Valve Specification SheetalvaroferroNoch keine Bewertungen
- Glutaraldehyde Bulk HandlingDokument4 SeitenGlutaraldehyde Bulk HandlingnubblerNoch keine Bewertungen
- Pipe DimensionDokument7 SeitenPipe DimensionLily NurdianaNoch keine Bewertungen
- Ammonia Production Simulation Using PDMSDokument10 SeitenAmmonia Production Simulation Using PDMSazzatul amiraNoch keine Bewertungen
- Recent Advances in Humidification Dehumidification (HDH) Desalination Processes - Improved Designs and ProductivityDokument16 SeitenRecent Advances in Humidification Dehumidification (HDH) Desalination Processes - Improved Designs and ProductivityMr NaughtyNoch keine Bewertungen
- TDS Futura AS Euk GB PDFDokument4 SeitenTDS Futura AS Euk GB PDFFu AdNoch keine Bewertungen
- Compact Heatless Air DryersDokument1 SeiteCompact Heatless Air DryersBossman Instruments TechnologyNoch keine Bewertungen
- Volume 3 Section 2 Process Requirements-FINAL 10062010Dokument63 SeitenVolume 3 Section 2 Process Requirements-FINAL 10062010Pavle DimitrijevicNoch keine Bewertungen
- Pinch Spreadsheet TryDokument225 SeitenPinch Spreadsheet TryLucy EvrettNoch keine Bewertungen
- Spray Nozzles Total STDDokument3 SeitenSpray Nozzles Total STDDylan RamasamyNoch keine Bewertungen
- Flow Through Packed BedDokument7 SeitenFlow Through Packed BedHomo SapienNoch keine Bewertungen
- Manual Flare Sim ExproDokument69 SeitenManual Flare Sim ExproJuan Pablo AlonsoNoch keine Bewertungen
- Dennis Gertenbach, and Brian L. Cooper: Solid - Liquid Separations in Pilot-And Commercial - Scale OperationsDokument25 SeitenDennis Gertenbach, and Brian L. Cooper: Solid - Liquid Separations in Pilot-And Commercial - Scale Operationssushant_jhawerNoch keine Bewertungen
- Instrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaDokument52 SeitenInstrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaAmiel DionisioNoch keine Bewertungen
- Tank Agitator Data Sheet Engineering Procurement Project ManagementDokument10 SeitenTank Agitator Data Sheet Engineering Procurement Project ManagementAliZenatiNoch keine Bewertungen
- Azbil Control Valve - CatalogueDokument10 SeitenAzbil Control Valve - CataloguevallahanggaNoch keine Bewertungen
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsVon EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsNoch keine Bewertungen
- Heat Exchanger LMTD Spread SheetDokument7 SeitenHeat Exchanger LMTD Spread Sheetteguh hady aNoch keine Bewertungen
- Broaden Your HX Design SkillsDokument9 SeitenBroaden Your HX Design SkillsWade Coleman100% (1)
- Decisions DecisionsDokument8 SeitenDecisions DecisionsnavedscribdNoch keine Bewertungen
- Case StudiesDokument18 SeitenCase StudiesEvan SinghNoch keine Bewertungen
- What Is Sensitivity Analysis?: Supported by Sanofi-AventisDokument8 SeitenWhat Is Sensitivity Analysis?: Supported by Sanofi-Aventisalirtaheri7299Noch keine Bewertungen
- Petroleum Article PDFDokument4 SeitenPetroleum Article PDFnavedscribdNoch keine Bewertungen
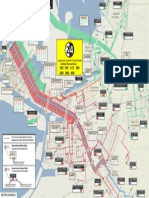
- Regional Bus Services between Abu Dhabi and SuburbsDokument1 SeiteRegional Bus Services between Abu Dhabi and SuburbsrizofpicicNoch keine Bewertungen
- Consumer Loyalty & Petrol Retail in IndiaDokument5 SeitenConsumer Loyalty & Petrol Retail in IndiaAmit SinghNoch keine Bewertungen
- Mobilizing For A Resource RevolutionDokument15 SeitenMobilizing For A Resource RevolutionJijeesh Vadakke VeettilNoch keine Bewertungen
- The Truth About A Lie v.2Dokument85 SeitenThe Truth About A Lie v.2iesaaaNoch keine Bewertungen
- Purchasing Management Certification Study GuideDokument17 SeitenPurchasing Management Certification Study GuidenavedscribdNoch keine Bewertungen
- Front MatterDokument21 SeitenFront MatternavedscribdNoch keine Bewertungen
- Global Risks Report 2011Dokument60 SeitenGlobal Risks Report 2011World Economic ForumNoch keine Bewertungen
- Induction Heating - VerDokument2 SeitenInduction Heating - Verdenivaldo2009Noch keine Bewertungen
- Rectilinear Motion and Rotating VesselDokument4 SeitenRectilinear Motion and Rotating VesselJack PresadoNoch keine Bewertungen
- Text - Anuario Cader 2018 INGLÉS PDFDokument57 SeitenText - Anuario Cader 2018 INGLÉS PDFmicaelaNoch keine Bewertungen
- NTMM LAB: MATERIAL REMOVAL RATE TEST ON ULTRASONIC MACHINEDokument23 SeitenNTMM LAB: MATERIAL REMOVAL RATE TEST ON ULTRASONIC MACHINETarundeep SinghNoch keine Bewertungen
- Vector CalculusDokument62 SeitenVector CalculuswaleedNoch keine Bewertungen
- Lightning Protection Systems Advantages and DisadvantagesDokument11 SeitenLightning Protection Systems Advantages and DisadvantagesRamiro Magbanua FelicianoNoch keine Bewertungen
- 2015-04-21 - 3 - LPE Firemans SyllabusDokument9 Seiten2015-04-21 - 3 - LPE Firemans SyllabusSumanNoch keine Bewertungen
- Pivot Interactives Motion Graphing A Dry Ice Puck On A RampDokument2 SeitenPivot Interactives Motion Graphing A Dry Ice Puck On A RampSophia0% (1)
- C-30 Concrete Mix Design RatiosDokument5 SeitenC-30 Concrete Mix Design RatiosAtm Tjah Radix LoegoeNoch keine Bewertungen
- Motion 1Dokument3 SeitenMotion 1Fenil ShahNoch keine Bewertungen
- NNPC Recruitment Past Questions GuideDokument64 SeitenNNPC Recruitment Past Questions GuidenwabukingzNoch keine Bewertungen
- Data Sheet Otdr Fho5000 enDokument2 SeitenData Sheet Otdr Fho5000 enJulio RoDriguezNoch keine Bewertungen
- Conversion RPM G CentrifugaDokument1 SeiteConversion RPM G CentrifugaEsaú E RodriguezNoch keine Bewertungen
- Bradford AssayDokument2 SeitenBradford AssayCNoch keine Bewertungen
- Sublimation and Melting Point DeterminationDokument3 SeitenSublimation and Melting Point DeterminationRhone RoqueNoch keine Bewertungen
- Hydrostatic Forces on SurfacesDokument12 SeitenHydrostatic Forces on SurfacesPajhmanAwghanNoch keine Bewertungen
- Numerical Exploration of The Dang Van High Cycle FDokument18 SeitenNumerical Exploration of The Dang Van High Cycle FHsan HaddarNoch keine Bewertungen
- AE342 Lab1 Report Format 20182Dokument7 SeitenAE342 Lab1 Report Format 20182Mert YılmazNoch keine Bewertungen
- Shoot For Your Grade Lab Write UpDokument5 SeitenShoot For Your Grade Lab Write Upapi-254812059Noch keine Bewertungen
- HW2 Solutions FinalDokument5 SeitenHW2 Solutions Finalpande_100Noch keine Bewertungen
- Lab Report 5Dokument6 SeitenLab Report 5Sarwar Hosen SimonNoch keine Bewertungen