Das könnte Ihnen auch gefallen
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Von EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Bewertung: 5 von 5 Sternen5/5 (1)
- SMEDDokument32 SeitenSMEDDino Salvattore Bruiget GutierrezNoch keine Bewertungen
- Las Empresas Como Sistema Complejo, Abierto y DinámicoDokument1 SeiteLas Empresas Como Sistema Complejo, Abierto y DinámicoTeresaBecerra100% (1)
- Qué Son Los Procesos de ManufacturaDokument10 SeitenQué Son Los Procesos de ManufacturaChavez OscarNoch keine Bewertungen
- Ayudantia N°1Dokument2 SeitenAyudantia N°1Daniel Esteban Aburto Muñoz100% (2)
- Mejoras Enfocadas Kobetsu Kaizen PDFDokument7 SeitenMejoras Enfocadas Kobetsu Kaizen PDFmaria pia otarolaNoch keine Bewertungen
- Esquema de Plan Maestro PDFDokument3 SeitenEsquema de Plan Maestro PDFKarla SotoNoch keine Bewertungen
- Casos para Six SigmaDokument10 SeitenCasos para Six SigmaAndrea PerezNoch keine Bewertungen
- Unidad 2 Sistemas de ManufacturaDokument14 SeitenUnidad 2 Sistemas de ManufacturaMagdiel HernándezNoch keine Bewertungen
- Proyecto de Manufactura AvanzadaDokument2 SeitenProyecto de Manufactura AvanzadaAngel JesúsNoch keine Bewertungen
- Tarea de Investigación 2 IEEEDokument6 SeitenTarea de Investigación 2 IEEERicardo HerreraNoch keine Bewertungen
- Modelo de Colas General de PoissonDokument7 SeitenModelo de Colas General de PoissonAaronNoch keine Bewertungen
- Unidad 2 - Temario e Indicaciones para Taller Hands OnDokument27 SeitenUnidad 2 - Temario e Indicaciones para Taller Hands OnJavier Alonso Ruiz DimasNoch keine Bewertungen
- Resumen La CarreraDokument19 SeitenResumen La CarreraFabioCastañedaArceNoch keine Bewertungen
- Analisis de Operaciones Semana 9Dokument18 SeitenAnalisis de Operaciones Semana 9rogerNoch keine Bewertungen
- Taguchi ReseñaDokument8 SeitenTaguchi ReseñaPacho PachecoNoch keine Bewertungen
- Mediciones Six SigmaDokument28 SeitenMediciones Six SigmaMind´s EyesNoch keine Bewertungen
- S7 U2 Pronostico y Presupuesto de Ventas Parte 3Dokument40 SeitenS7 U2 Pronostico y Presupuesto de Ventas Parte 3Carla Alexandra Angelino AgonNoch keine Bewertungen
- One Piece FlowDokument7 SeitenOne Piece Flowdulce marielaNoch keine Bewertungen
- CASOSDokument6 SeitenCASOSanahi alvaresNoch keine Bewertungen
- Iv. Sistemas de Mantenimiento Productivo Total (MPT)Dokument17 SeitenIv. Sistemas de Mantenimiento Productivo Total (MPT)Sheila Ivethe Alvarado ReynaNoch keine Bewertungen
- Ensayo Diseño y Selección de Herramientas Luis Trinidad Sanchez Lozano 1581 EDDokument3 SeitenEnsayo Diseño y Selección de Herramientas Luis Trinidad Sanchez Lozano 1581 EDLuis SanchezNoch keine Bewertungen
- Sixs - Proyect Charter - Act 1Dokument5 SeitenSixs - Proyect Charter - Act 1Martinez MaricruzNoch keine Bewertungen
- Plan Agregado y Plan MaestroDokument24 SeitenPlan Agregado y Plan Maestroperusoft100% (1)
- Cuadro Sinoptico de Conceptos de Lean ManufacturingDokument4 SeitenCuadro Sinoptico de Conceptos de Lean ManufacturingEdgar A MartinezNoch keine Bewertungen
- El Pensamiento Esbelto PROGRAMA 5sDokument57 SeitenEl Pensamiento Esbelto PROGRAMA 5sNaYhiiz GonZales ZNoch keine Bewertungen
- Roles y Responsabilidades en El Trabajo ColaborativoDokument1 SeiteRoles y Responsabilidades en El Trabajo ColaborativoAnonymous jBl7yteNoch keine Bewertungen
- El Flujo Materiales en AlmacenDokument4 SeitenEl Flujo Materiales en AlmacenAhnutivel idanharNoch keine Bewertungen
- 3.3 Herramientas Lean ManufacturingDokument7 Seiten3.3 Herramientas Lean ManufacturingLuis Demetrio Peralta MadrigalNoch keine Bewertungen
- Plan Maestro de Producción-Grupo1Dokument14 SeitenPlan Maestro de Producción-Grupo1DIEGO AGUILARNoch keine Bewertungen
- Implementacion de Los Doce Pasos Del TPM PDFDokument48 SeitenImplementacion de Los Doce Pasos Del TPM PDFCory RamosNoch keine Bewertungen
- 03 SMED Ejemplo 2Dokument18 Seiten03 SMED Ejemplo 2yeny acosta riosNoch keine Bewertungen
- JitDokument4 SeitenJitRoberth J Chaicha0% (1)
- SMEDDokument17 SeitenSMEDIris Sanchez Leyva100% (1)
- Ejemplo Del Problema Del Camino Más Corto en Programación EnteraDokument6 SeitenEjemplo Del Problema Del Camino Más Corto en Programación EnteraFeliperales8gmail.comNoch keine Bewertungen
- Practicas PROMODEL 6DDokument34 SeitenPracticas PROMODEL 6DJUAN JOSE LOPEZ SIFUENTESNoch keine Bewertungen
- Pronosticos IDokument57 SeitenPronosticos IPaola Ruiz DanielNoch keine Bewertungen
- 4.kanban y Sistema Jalar (Pull) Con4.5Dokument19 Seiten4.kanban y Sistema Jalar (Pull) Con4.5esther RiosNoch keine Bewertungen
- Demanda DependienteDokument9 SeitenDemanda Dependientemiketowers0% (1)
- Códigos G en Programación CNCDokument6 SeitenCódigos G en Programación CNCStalyn FloresNoch keine Bewertungen
- Ejemplo Metodo PertDokument11 SeitenEjemplo Metodo PertGustavo HMNoch keine Bewertungen
- Casañas, D. - (MEPI) Modelo Estratégico de Planificación de InventariosDokument10 SeitenCasañas, D. - (MEPI) Modelo Estratégico de Planificación de InventariosSimón MNoch keine Bewertungen
- UNIDAD 3 Operación de BodegasDokument19 SeitenUNIDAD 3 Operación de BodegasԼեյդի ՄարտինեսNoch keine Bewertungen
- 1 Sistemas de Produccion Avanzados 08 2013Dokument103 Seiten1 Sistemas de Produccion Avanzados 08 2013Oser TK100% (1)
- Taller Virtual N°5 - Castillo & OrtegaDokument6 SeitenTaller Virtual N°5 - Castillo & OrtegastephanyNoch keine Bewertungen
- TOYOTISMODokument20 SeitenTOYOTISMOOmar García MoralesNoch keine Bewertungen
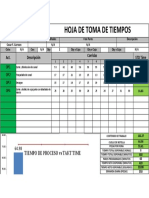
- Ejemplo de Hoja de Toma de TiemposDokument1 SeiteEjemplo de Hoja de Toma de TiemposNoe CervantesNoch keine Bewertungen
- Casos PracticosDokument10 SeitenCasos Practicosisaac oceu lozano arriagaNoch keine Bewertungen
- Teoria de Restricciones (Toc) PDFDokument9 SeitenTeoria de Restricciones (Toc) PDFVan OuntainNoch keine Bewertungen
- Ventajas de La SimulacionDokument3 SeitenVentajas de La SimulacionRUBENRE289605Noch keine Bewertungen
- I .-Modapts Teoria 2021Dokument20 SeitenI .-Modapts Teoria 2021Imanol el GAMERNoch keine Bewertungen
- El ToyotismoDokument47 SeitenEl ToyotismoAsijemin Sindicato Jeràrquico MineroNoch keine Bewertungen
- Six Sigma Vs Manufactura EsbeltaDokument6 SeitenSix Sigma Vs Manufactura EsbeltaItzayana Niiño100% (1)
- Mapa Conceptual Unidad 2Dokument5 SeitenMapa Conceptual Unidad 2CA PCNoch keine Bewertungen
- Sistema Jalar EmpujarDokument3 SeitenSistema Jalar EmpujarDiego JavierNoch keine Bewertungen
- Metodo SmedDokument12 SeitenMetodo SmedLeoNoch keine Bewertungen
- SMEDDokument10 SeitenSMEDMrFloresFerrer2Noch keine Bewertungen
- SMED2Dokument10 SeitenSMED2Leydi Johana Arenales MancillaNoch keine Bewertungen
- Ejemplos SMEDDokument9 SeitenEjemplos SMEDjose ramos escorciaNoch keine Bewertungen
- SMEDDokument20 SeitenSMEDYair PerezNoch keine Bewertungen
- Ejercicios RankineDokument1 SeiteEjercicios RankineDennisEspinozaMachadoNoch keine Bewertungen
- NormalizaciónDokument50 SeitenNormalizaciónDennisEspinozaMachadoNoch keine Bewertungen
- Circuitos en Corriente ContinuaDokument17 SeitenCircuitos en Corriente ContinuaDennisEspinozaMachadoNoch keine Bewertungen
- Taller1 TE 2015 - 01Dokument39 SeitenTaller1 TE 2015 - 01DennisEspinozaMachadoNoch keine Bewertungen
- Modelo de Proyecto de Investigacion Upn 2015-1Dokument18 SeitenModelo de Proyecto de Investigacion Upn 2015-1DennisEspinozaMachadoNoch keine Bewertungen
- Caso Practico Espinoza Machado, DennisDokument7 SeitenCaso Practico Espinoza Machado, DennisDennisEspinozaMachadoNoch keine Bewertungen