Das könnte Ihnen auch gefallen
- Material Requirements Planning (MRP)Dokument14 SeitenMaterial Requirements Planning (MRP)jauhari4Noch keine Bewertungen
- Material Requirements Planning (MRP)Dokument34 SeitenMaterial Requirements Planning (MRP)soorajNoch keine Bewertungen
- Lecture05 MRP Indu6211Dokument69 SeitenLecture05 MRP Indu6211SreedharKumarNoch keine Bewertungen
- Lect 3Dokument38 SeitenLect 3shashikantppediaNoch keine Bewertungen
- MRP & Erp: Prof. Eloida C. DagumboyDokument22 SeitenMRP & Erp: Prof. Eloida C. DagumboyRowena MalinaoNoch keine Bewertungen
- Push and Pull Production Control System: MRP and JIT Session 5-7Dokument84 SeitenPush and Pull Production Control System: MRP and JIT Session 5-7AfifahSeptiaNoch keine Bewertungen
- Aggregate Planning Mark 2005Dokument24 SeitenAggregate Planning Mark 2005Waleed BarhumiNoch keine Bewertungen
- Material Requirements Planning: Managing Inventories of Items With Dependent DemandDokument77 SeitenMaterial Requirements Planning: Managing Inventories of Items With Dependent DemandYaviMansurNoch keine Bewertungen
- D08540000120114006Session 9 - Production Planning and ControlDokument29 SeitenD08540000120114006Session 9 - Production Planning and ControlSagita SimanjuntakNoch keine Bewertungen
- Supply Chain ManagementDokument35 SeitenSupply Chain Managementmushtaque61Noch keine Bewertungen
- L3 Perf Meas Aims ElementsDokument46 SeitenL3 Perf Meas Aims ElementsMei Yin HoNoch keine Bewertungen
- Master Production ScheduleDokument9 SeitenMaster Production ScheduleOmkar SohoniNoch keine Bewertungen
- MRPDokument34 SeitenMRPPrashant KalaskarNoch keine Bewertungen
- Aggregate Planning and Master Production Scheduling (MPS)Dokument22 SeitenAggregate Planning and Master Production Scheduling (MPS)Shveta HastirNoch keine Bewertungen
- Chapter 08 Lecture 12 To 19 w08 431 SchedulingDokument252 SeitenChapter 08 Lecture 12 To 19 w08 431 SchedulingJay PatelNoch keine Bewertungen
- MPC-Session 5Dokument44 SeitenMPC-Session 5Harshwardhan PhatakNoch keine Bewertungen
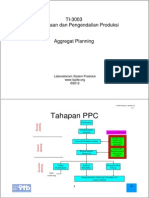
- Tahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiDokument30 SeitenTahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiPriscarine PrizNoch keine Bewertungen
- Production and Operations Management, P/OMDokument103 SeitenProduction and Operations Management, P/OMRavi DNoch keine Bewertungen
- 03 Material Resource PlanningDokument37 Seiten03 Material Resource PlanningMary Shanaiah SenoNoch keine Bewertungen
- HK222. CH - 03 - Master SchedulingDokument28 SeitenHK222. CH - 03 - Master SchedulingHOÀNG PHẠM HUYNoch keine Bewertungen
- ME 4050 Lecture 11 MRP1-2 and ERPDokument24 SeitenME 4050 Lecture 11 MRP1-2 and ERPK ROHITH SINGH me12b031Noch keine Bewertungen
- MRP Lot For LotDokument43 SeitenMRP Lot For LotAmin ShafanezhadNoch keine Bewertungen
- Manufacturing Resources PlanningDokument5 SeitenManufacturing Resources PlanningSachin SalvanikarNoch keine Bewertungen
- SchedulingDokument252 SeitenSchedulingSnehal BhattNoch keine Bewertungen
- OpsDokument32 SeitenOpsShivani SaxenaNoch keine Bewertungen
- SchedulingDokument37 SeitenSchedulingAlain YuNoch keine Bewertungen
- Chapter 3-Master SchedulingDokument54 SeitenChapter 3-Master SchedulingVatsal PatelNoch keine Bewertungen
- Lot SizingDokument9 SeitenLot SizingZerlynda Ganesha IskandarNoch keine Bewertungen
- HK222. CH - 04 - Material Requirement PlanningDokument35 SeitenHK222. CH - 04 - Material Requirement PlanningHOÀNG PHẠM HUYNoch keine Bewertungen
- Lecture 22 MRP f04 331Dokument40 SeitenLecture 22 MRP f04 331Chandan Banerjee100% (1)
- CLP Summary SlidesSxDokument22 SeitenCLP Summary SlidesSxArvin BabuNoch keine Bewertungen
- MRP and ErpDokument25 SeitenMRP and ErpTaranjeetNoch keine Bewertungen
- Week 3 - Aggregate Planning2016Dokument54 SeitenWeek 3 - Aggregate Planning2016Tri BebeNoch keine Bewertungen
- Chapter 08 Lecture 12 To 19 w08 431 SchedulingDokument252 SeitenChapter 08 Lecture 12 To 19 w08 431 SchedulingSyphax TensaoutNoch keine Bewertungen
- SAP For SCM OTIF Improvement ProjectDokument5 SeitenSAP For SCM OTIF Improvement ProjectMANOJNoch keine Bewertungen
- Materaials Requirement Planning (MRP) : Venkateswara Rao .KorasigaDokument43 SeitenMateraials Requirement Planning (MRP) : Venkateswara Rao .KorasigaERRAMESH1989Noch keine Bewertungen
- Chapter 4 - Controlling Material Flow FULLDokument50 SeitenChapter 4 - Controlling Material Flow FULLmaingcduNoch keine Bewertungen
- MRP Part IDokument48 SeitenMRP Part IDanielle David AbandoNoch keine Bewertungen
- Lec-1-17 (Z - Merged)Dokument186 SeitenLec-1-17 (Z - Merged)Yogita AryaNoch keine Bewertungen
- Material Requirements Planning: Dr. Everette S. Gardner, JRDokument28 SeitenMaterial Requirements Planning: Dr. Everette S. Gardner, JRSunil MalikNoch keine Bewertungen
- Production Planning & ControlDokument44 SeitenProduction Planning & ControlavgadekarNoch keine Bewertungen
- Lecture Notes of Unit - 5Dokument39 SeitenLecture Notes of Unit - 5Anshu Kumar SrivastavaNoch keine Bewertungen
- Chapter 4 - Controlling Material FlowDokument46 SeitenChapter 4 - Controlling Material FlowHuỳnh TrọngNoch keine Bewertungen
- Jit & TocDokument5 SeitenJit & Tochraju_6100% (1)
- Material Requirements Planning (MRP) and Just in Time (JIT)Dokument70 SeitenMaterial Requirements Planning (MRP) and Just in Time (JIT)laithNoch keine Bewertungen
- MRP CjaDokument26 SeitenMRP CjaRendy FranataNoch keine Bewertungen
- Chapter 4 Scheduling Management NewDokument64 SeitenChapter 4 Scheduling Management NewAzza Rosli100% (1)
- Theory of Constraints With Respect o Synchronous ManufacturingDokument59 SeitenTheory of Constraints With Respect o Synchronous ManufacturingGuger270% (1)
- Material Requirement Planning PresentationDokument32 SeitenMaterial Requirement Planning PresentationAmol BhongadeNoch keine Bewertungen
- Operations Management: Dr. HasanuzzamanDokument37 SeitenOperations Management: Dr. HasanuzzamanNandini KumarNoch keine Bewertungen
- Chapter 04 - Controlling Material FlowDokument60 SeitenChapter 04 - Controlling Material FlowVy TrầnNoch keine Bewertungen
- Material Requirements PlanningDokument36 SeitenMaterial Requirements PlanningKave MathiNoch keine Bewertungen
- MRP and Related Concepts: TLA (Three Letter Acronym) DefinitionsDokument38 SeitenMRP and Related Concepts: TLA (Three Letter Acronym) DefinitionsSaikumar SelaNoch keine Bewertungen
- Operations Management - Oct 27Dokument39 SeitenOperations Management - Oct 27Manonmani Mani100% (1)
- Master Production SchedulingDokument19 SeitenMaster Production Schedulingnatrix029Noch keine Bewertungen
- Capacity & Scheduling ManagementDokument55 SeitenCapacity & Scheduling ManagementSanghamitra DanNoch keine Bewertungen
- Practical Guide To Production Planning & Control [Revised Edition]Von EverandPractical Guide To Production Planning & Control [Revised Edition]Bewertung: 1 von 5 Sternen1/5 (1)
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsVon EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsBewertung: 5 von 5 Sternen5/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationVon EverandTakt Time: A Guide to the Very Basic Lean CalculationBewertung: 5 von 5 Sternen5/5 (2)
- 7th Sugar Asia 2015Dokument11 Seiten7th Sugar Asia 2015Charles BinuNoch keine Bewertungen
- 3rd Imitation Jewellery Show 2017Dokument12 Seiten3rd Imitation Jewellery Show 2017Charles Binu100% (1)
- Framework For Case AnalysisDokument14 SeitenFramework For Case AnalysisShruti DesaiNoch keine Bewertungen
- Sbi Associate - Po & Po (Rural Business) Exam Reasoning AbilityDokument40 SeitenSbi Associate - Po & Po (Rural Business) Exam Reasoning AbilitymaheshNoch keine Bewertungen
- AST Job Description-MaterialsManagerDokument3 SeitenAST Job Description-MaterialsManagerLaxmi SahaniNoch keine Bewertungen
- Corporate HRD and Skills Development For Employment Scope and Strategies PDFDokument112 SeitenCorporate HRD and Skills Development For Employment Scope and Strategies PDFCharles BinuNoch keine Bewertungen
- Coal Mining Methods - EMFI SummaryDokument0 SeitenCoal Mining Methods - EMFI SummaryCharles BinuNoch keine Bewertungen
- MasterDokument24 SeitenMasterAkshay MathurNoch keine Bewertungen
- Fossil Fuels: Coal: HistoryDokument8 SeitenFossil Fuels: Coal: HistoryCharles BinuNoch keine Bewertungen
- Materials Management DepartmentDokument5 SeitenMaterials Management DepartmentCharles BinuNoch keine Bewertungen
- Spss v19Dokument97 SeitenSpss v19Charles BinuNoch keine Bewertungen
- LogisticsDokument6 SeitenLogisticsp2atikNoch keine Bewertungen
- Basic MRP Record: A Previously Released Order Due in Period 1 Requirements From All SourcesDokument12 SeitenBasic MRP Record: A Previously Released Order Due in Period 1 Requirements From All Sourcesajeng.saraswatiNoch keine Bewertungen
- General QuestionsDokument19 SeitenGeneral Questionsshwes01Noch keine Bewertungen
- Master Planning ImplementationDokument36 SeitenMaster Planning Implementationarenaali456100% (1)
- Configuration Basics of Discrete Manufacturing PDFDokument6 SeitenConfiguration Basics of Discrete Manufacturing PDFRahul BarnwalNoch keine Bewertungen
- MRP and SchedulingDokument128 SeitenMRP and SchedulingHinata UzumakiNoch keine Bewertungen
- 10 Principles of ManufacturingDokument4 Seiten10 Principles of Manufacturingsarwan85806167% (3)
- Beginners Manual For Product Costing in Sap Part1Dokument56 SeitenBeginners Manual For Product Costing in Sap Part1Adil Mustafa86% (7)
- Road # 3, Banjara Hills, Hyderabad 500 034: For IBS Use Only Class of 2009Dokument20 SeitenRoad # 3, Banjara Hills, Hyderabad 500 034: For IBS Use Only Class of 2009abcdownload1Noch keine Bewertungen
- Bhavana a.-indITAL ConstructionDokument56 SeitenBhavana a.-indITAL ConstructionVEERESHNoch keine Bewertungen
- Mba Project in KSDL Print OutDokument93 SeitenMba Project in KSDL Print OutSandeep Patil100% (1)
- User Guide For Order PlaningDokument38 SeitenUser Guide For Order PlaningVivek SinghNoch keine Bewertungen
- ERP-Production Module: Presented To: Ms. Sudha SinghDokument41 SeitenERP-Production Module: Presented To: Ms. Sudha SinghsanjibkrjanaNoch keine Bewertungen
- Full Download Test Bank For Principles of Supply Chain Management A Balanced Approach 3rd Edition Wisner PDF Full ChapterDokument36 SeitenFull Download Test Bank For Principles of Supply Chain Management A Balanced Approach 3rd Edition Wisner PDF Full Chaptertenebraeaslakef0q6tz100% (20)
- Total Quality Management Short NoteDokument4 SeitenTotal Quality Management Short NoteRajeswari DeviNoch keine Bewertungen
- Sap MM/WM Interview Questions & ANSWERS: UV Technocrats & SolutionsDokument27 SeitenSap MM/WM Interview Questions & ANSWERS: UV Technocrats & SolutionsReji GeorgeNoch keine Bewertungen
- ERP Digital NotesDokument87 SeitenERP Digital NotesChintu SisodiaNoch keine Bewertungen
- Ascp - 103Dokument19 SeitenAscp - 103Sandeep GandhiNoch keine Bewertungen
- Important Supply Chain & Operations Concepts HandbookDokument65 SeitenImportant Supply Chain & Operations Concepts HandbookAnkit KumarNoch keine Bewertungen
- SOP and LTPDokument10 SeitenSOP and LTPVijaya Bhasker JNoch keine Bewertungen
- 2023 Manufacturing EbookDokument54 Seiten2023 Manufacturing EbookRicky ChangNoch keine Bewertungen
- CBM 112 SimDokument137 SeitenCBM 112 SimAnthony Canaman100% (1)
- Narendra GangareddiDokument4 SeitenNarendra Gangareddinarendra_reddyNoch keine Bewertungen
- Manufacturing and Production Planning Table of ContentsDokument4 SeitenManufacturing and Production Planning Table of ContentsramvepuriNoch keine Bewertungen
- Product Differentiation Literature ReviewDokument5 SeitenProduct Differentiation Literature Reviewe9xy1xsv100% (1)
- Reflections On Production Planning and Control (PPC) : Maurice BonneyDokument27 SeitenReflections On Production Planning and Control (PPC) : Maurice BonneyRavindra KumarNoch keine Bewertungen
- TerpDokument5 SeitenTerpAnas DarifNoch keine Bewertungen
- Material Requirements Planning J44 FR 1684844331Dokument60 SeitenMaterial Requirements Planning J44 FR 1684844331akhil reddyNoch keine Bewertungen
- Production Planning and Execution (PP) : SAP University Alliances Authors Bret WagnerDokument58 SeitenProduction Planning and Execution (PP) : SAP University Alliances Authors Bret WagnerShrouk GamalNoch keine Bewertungen
- E - Supply Chain ManagementDokument45 SeitenE - Supply Chain Managementayman hindiehNoch keine Bewertungen
- Material Master - ViewsDokument53 SeitenMaterial Master - ViewsRamesh KancherlaNoch keine Bewertungen






















































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)