Das könnte Ihnen auch gefallen
- Cables HeliaxDokument196 SeitenCables HeliaxMoises AlvaradoNoch keine Bewertungen
- ISR Step by Step ConfigurationDokument32 SeitenISR Step by Step ConfigurationSohaib Omer SalihNoch keine Bewertungen
- ATP Document Indosat DWDM LBG-BTN Link TestDokument29 SeitenATP Document Indosat DWDM LBG-BTN Link TestIkhsan RizaldiNoch keine Bewertungen
- CFHP Course OutlineDokument4 SeitenCFHP Course OutlineJuan Salvador JVNoch keine Bewertungen
- AN6001-G16 Optical Line Terminal Equipment Product Overview Version ADokument74 SeitenAN6001-G16 Optical Line Terminal Equipment Product Overview Version AAdriano CostaNoch keine Bewertungen
- Materi Training Switch Raisecom Telkom Rev.1Dokument37 SeitenMateri Training Switch Raisecom Telkom Rev.1Trk100% (1)
- Loop Qualification For VDSL2Dokument77 SeitenLoop Qualification For VDSL2dchardwareNoch keine Bewertungen
- Costing of Woven FabricsDokument38 SeitenCosting of Woven Fabricsbfaabgctub67% (6)
- Costing of Woven FabricsDokument38 SeitenCosting of Woven Fabricsbfaabgctub67% (6)
- Manual Modem Datum Psm500Dokument121 SeitenManual Modem Datum Psm500Pablo BarbozaNoch keine Bewertungen
- Sharing Knowledge Metro-EDokument105 SeitenSharing Knowledge Metro-EDoni Purnama RochadieNoch keine Bewertungen
- Huawei HoloSens SDC M2120-EVL (7-35mm) DatasheetDokument4 SeitenHuawei HoloSens SDC M2120-EVL (7-35mm) DatasheetDavincho SarangoNoch keine Bewertungen
- 6 Module 4 18 Mar 2021material I 18 Mar 2021 IP AddressDokument65 Seiten6 Module 4 18 Mar 2021material I 18 Mar 2021 IP AddressPIYUSH RAJ GUPTA 19BCE2087Noch keine Bewertungen
- PSM 500Dokument124 SeitenPSM 500clima ahoraNoch keine Bewertungen
- 2-Pengenalan Material SupportDokument14 Seiten2-Pengenalan Material Supportde suNoch keine Bewertungen
- Teknologi Jaringan WiMAXDokument48 SeitenTeknologi Jaringan WiMAXIkhwani Fill IlmiNoch keine Bewertungen
- Metro eDokument4 SeitenMetro eryu tenraiNoch keine Bewertungen
- ChecklistDokument266 SeitenChecklistMusty HoedNoch keine Bewertungen
- Raisecom NMS OperationDokument28 SeitenRaisecom NMS OperationAgoezNoch keine Bewertungen
- ATCA and MicroATCA GuideDokument60 SeitenATCA and MicroATCA Guidedenkins2020100% (1)
- Allot AC-1400 and AC-502 Installation and ConfigurationDokument157 SeitenAllot AC-1400 and AC-502 Installation and ConfigurationJenster ImarcloudNoch keine Bewertungen
- Fortinet CliDokument18 SeitenFortinet CliBlas DiazNoch keine Bewertungen
- 2G, 3G, 4G Mobile CommunicationDokument50 Seiten2G, 3G, 4G Mobile CommunicationSujoy ShivdeNoch keine Bewertungen
- Eclipse Packet Node Intelligent Node Unit: Protect Your InvestmentDokument2 SeitenEclipse Packet Node Intelligent Node Unit: Protect Your InvestmentsimateyNoch keine Bewertungen
- LTE Technical OverviewDokument104 SeitenLTE Technical OverviewbobsimbolonzNoch keine Bewertungen
- Packet Switched-Core: Provided By: Soroush GhamariDokument23 SeitenPacket Switched-Core: Provided By: Soroush GhamariElham AnarakiNoch keine Bewertungen
- Upgrade Firmware) PDFDokument4 SeitenUpgrade Firmware) PDFKien Nguyen Thai67% (3)
- User Guide MAX-635 English (1063679)Dokument167 SeitenUser Guide MAX-635 English (1063679)Mario R. Olvera0% (1)
- Alcatel Microwave Link PresentationDokument72 SeitenAlcatel Microwave Link PresentationAli MurtazaNoch keine Bewertungen
- GPS Sync Design GuideDokument3 SeitenGPS Sync Design Guidek2wojciechowskiNoch keine Bewertungen
- Cisco Icon LibraryDokument6 SeitenCisco Icon LibraryYunow MendozaNoch keine Bewertungen
- Hytera DMR Introduction: The Leading Provider of Professional Wireless Communication Equipments and SolutionsDokument65 SeitenHytera DMR Introduction: The Leading Provider of Professional Wireless Communication Equipments and Solutionsrpurchases10Noch keine Bewertungen
- Handbook For FTTH Osp v1.0Dokument101 SeitenHandbook For FTTH Osp v1.0fsfahmiNoch keine Bewertungen
- Router FundamentalsDokument22 SeitenRouter Fundamentalsapi-3825972100% (4)
- MyPBX TechnicalDokument92 SeitenMyPBX TechnicalNb A DungNoch keine Bewertungen
- HOW GPON WorkDokument13 SeitenHOW GPON WorkHarsh Zaveri100% (1)
- Cable Modem Terminate System: SetupDokument68 SeitenCable Modem Terminate System: SetupShakespeare Rodas100% (1)
- 802 11ah Overview Comm Soc r1Dokument15 Seiten802 11ah Overview Comm Soc r1l386543Noch keine Bewertungen
- Ason/Gmpls: Development and Deployment: Young Lee Huawei, USADokument25 SeitenAson/Gmpls: Development and Deployment: Young Lee Huawei, USA7kkhsNoch keine Bewertungen
- Instalasi Dan Konfigurasi Cisco 891FDokument21 SeitenInstalasi Dan Konfigurasi Cisco 891FMuhammad Hasan0% (2)
- Eclipse Packet Node INU INUe ETSI Technical Specifications June 2012Dokument11 SeitenEclipse Packet Node INU INUe ETSI Technical Specifications June 2012LitoNoch keine Bewertungen
- Sran PDFDokument7 SeitenSran PDFMoh diakNoch keine Bewertungen
- LTE/LTE A Interference Coordination For FemtocellsDokument98 SeitenLTE/LTE A Interference Coordination For FemtocellsRoy Naldo Nathaniel SihotangNoch keine Bewertungen
- Multiprotocol Label Switching (MPLS) On Cisco Routers: Finding Feature InformationDokument10 SeitenMultiprotocol Label Switching (MPLS) On Cisco Routers: Finding Feature InformationsrikanthNoch keine Bewertungen
- SW UMS302 MaintenanceGuide10Dokument51 SeitenSW UMS302 MaintenanceGuide10rafik_farhat9997Noch keine Bewertungen
- Low Latency DOCSIS DraftDokument314 SeitenLow Latency DOCSIS DraftAnonymous tR1NcVndNoch keine Bewertungen
- ZXMW nr8250 Digital Microwave Transmission System Configuration Guide PDFDokument89 SeitenZXMW nr8250 Digital Microwave Transmission System Configuration Guide PDFDivjot SinghNoch keine Bewertungen
- IP Tec For Mobile Networks PDFDokument370 SeitenIP Tec For Mobile Networks PDFLamarNoch keine Bewertungen
- Modul-1 Overview & Network Elemen GPONDokument107 SeitenModul-1 Overview & Network Elemen GPONoosmanxzfNoch keine Bewertungen
- OTC000003 WDM Principle ISSUE1.1Dokument67 SeitenOTC000003 WDM Principle ISSUE1.1Otmane Ben AhmedNoch keine Bewertungen
- Idirect Evolution GuideDokument7 SeitenIdirect Evolution GuidebebebrendaNoch keine Bewertungen
- GPON: The Standard For PON Deployment and Service Evolution: OSI Confidential InformationDokument23 SeitenGPON: The Standard For PON Deployment and Service Evolution: OSI Confidential Informationchaidar_lakareNoch keine Bewertungen
- CAMBIUM EPMPCnPIlotCnMaestro Seminar ShortOct2015-3Dokument93 SeitenCAMBIUM EPMPCnPIlotCnMaestro Seminar ShortOct2015-3sellabiNoch keine Bewertungen
- CMTS RF Config GD CMD Reference R7.2.4!03!15 2017Dokument682 SeitenCMTS RF Config GD CMD Reference R7.2.4!03!15 2017Mario Rodrigo Frausto GutiérrezNoch keine Bewertungen
- IMS General BC en Theoretical Basic Inetface and Protocol Introduction of SIP Protocol 1 PPT 201010 44Dokument44 SeitenIMS General BC en Theoretical Basic Inetface and Protocol Introduction of SIP Protocol 1 PPT 201010 44BSSNoch keine Bewertungen
- WDM Technologies: Passive Optical ComponentsVon EverandWDM Technologies: Passive Optical ComponentsAchyut K. DuttaNoch keine Bewertungen
- Signaling in Telecommunication NetworksVon EverandSignaling in Telecommunication NetworksBewertung: 4 von 5 Sternen4/5 (1)
- Optimizing and Testing WLANs: Proven Techniques for Maximum PerformanceVon EverandOptimizing and Testing WLANs: Proven Techniques for Maximum PerformanceNoch keine Bewertungen
- Messrs: National Denim LimitedDokument5 SeitenMessrs: National Denim LimitedKomol KabirNoch keine Bewertungen
- Textile Machinery Manufacturer CompanyDokument20 SeitenTextile Machinery Manufacturer CompanyKomol KabirNoch keine Bewertungen
- Latest Commonly Used ConstructionsDokument1 SeiteLatest Commonly Used ConstructionsKomol KabirNoch keine Bewertungen
- Messrs: National Denim LimitedDokument5 SeitenMessrs: National Denim LimitedKomol KabirNoch keine Bewertungen
- Sizing Chemicals InformationsDokument19 SeitenSizing Chemicals InformationsKomol KabirNoch keine Bewertungen
- Acostingofwovenfabrics 150317095839 Conversion Gate01Dokument105 SeitenAcostingofwovenfabrics 150317095839 Conversion Gate01Komol KabirNoch keine Bewertungen
- Babt Manpower Update March-2017Dokument1 SeiteBabt Manpower Update March-2017Komol KabirNoch keine Bewertungen
- Noman Local Party Costing For Solid Dyed 1Dokument4 SeitenNoman Local Party Costing For Solid Dyed 1Komol KabirNoch keine Bewertungen
- TEST BABT NEW Production & Log Report March-2017Dokument416 SeitenTEST BABT NEW Production & Log Report March-2017Komol KabirNoch keine Bewertungen
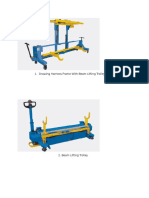
- Drawing Harness Frame With Beam Lifting TrolleyDokument3 SeitenDrawing Harness Frame With Beam Lifting TrolleyKomol KabirNoch keine Bewertungen
- Name of Supplier, Buyers& CompetitorDokument1 SeiteName of Supplier, Buyers& CompetitorKomol KabirNoch keine Bewertungen
- TEST BABT NEW Production & Log Report March-2017Dokument416 SeitenTEST BABT NEW Production & Log Report March-2017Komol KabirNoch keine Bewertungen
- BABT TrolleyDokument3 SeitenBABT TrolleyKomol KabirNoch keine Bewertungen
- Sizing MachineDokument21 SeitenSizing MachineKomol Kabir100% (2)
- WIS Inventory January 2017 (Shed - 02)Dokument8 SeitenWIS Inventory January 2017 (Shed - 02)Komol KabirNoch keine Bewertungen
- Double Weave WorkshopDokument6 SeitenDouble Weave WorkshopKomol KabirNoch keine Bewertungen
- Blacks & Blues Textile TrolleyDokument1 SeiteBlacks & Blues Textile TrolleyKomol KabirNoch keine Bewertungen
- Daily Run OutDokument34 SeitenDaily Run OutKomol KabirNoch keine Bewertungen
- Blank Excel File For Bulk Upload NewDokument134 SeitenBlank Excel File For Bulk Upload NewKomol KabirNoch keine Bewertungen
- Size LubrificationDokument12 SeitenSize LubrificationfernandolimaNoch keine Bewertungen
- What Is MerchandizingDokument2 SeitenWhat Is MerchandizingKomol KabirNoch keine Bewertungen
- Sizing MachineDokument21 SeitenSizing MachineKomol Kabir100% (2)
- Presentation On The Monthly Production ReportDokument17 SeitenPresentation On The Monthly Production ReportKomol Kabir100% (1)
- Grey Departmen & Weaving FinishingtDokument60 SeitenGrey Departmen & Weaving FinishingtKomol KabirNoch keine Bewertungen
- Costing of WeavingDokument1 SeiteCosting of WeavingSadah LokNoch keine Bewertungen
- Knitting CalculationsDokument14 SeitenKnitting CalculationsAzhar Ali67% (3)
- 1 Complete Weaving MillDokument6 Seiten1 Complete Weaving MillKomol KabirNoch keine Bewertungen
- Pi 0614 Hiblack f890b en WebDokument2 SeitenPi 0614 Hiblack f890b en Web王偉仲Noch keine Bewertungen
- BLANCHARD-The Debate Over Laissez Faire, 1880-1914Dokument304 SeitenBLANCHARD-The Debate Over Laissez Faire, 1880-1914fantasmaNoch keine Bewertungen
- ScheduleDokument1 SeiteScheduleparag7676Noch keine Bewertungen
- Deva Surya - 19MF02Dokument30 SeitenDeva Surya - 19MF02SaravananNoch keine Bewertungen
- Group Collaborative Activity TaskonomyDokument2 SeitenGroup Collaborative Activity TaskonomyTweeky SaureNoch keine Bewertungen
- EASA - Design OrganisationsDokument30 SeitenEASA - Design Organisationsyingqi.yangNoch keine Bewertungen
- Tamil NaduDokument64 SeitenTamil Nadushanpaga priyaNoch keine Bewertungen
- Calabano Clinical Bacteriology Exercise 1Dokument5 SeitenCalabano Clinical Bacteriology Exercise 1MarkJasperCalabanoNoch keine Bewertungen
- HardikDokument21 SeitenHardikGohil HardikNoch keine Bewertungen
- The Finite Element Method Applied To Agricultural Engineering - A Review - Current Agriculture Research JournalDokument19 SeitenThe Finite Element Method Applied To Agricultural Engineering - A Review - Current Agriculture Research Journalsubhamgupta7495Noch keine Bewertungen
- Signals and Systems: Dr. Shurjeel WyneDokument3 SeitenSignals and Systems: Dr. Shurjeel Wynemarryam nawazNoch keine Bewertungen
- Production Technology of Dragon FruitDokument6 SeitenProduction Technology of Dragon FruitAbhinash MoirangthemNoch keine Bewertungen
- Fluid Solids Operations: High HighDokument20 SeitenFluid Solids Operations: High HighPriscilaPrzNoch keine Bewertungen
- Mwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToDokument7 SeitenMwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToMateo AponteNoch keine Bewertungen
- Sotero 05activity EnvironmetnDokument3 SeitenSotero 05activity Environmetnbernadette soteroNoch keine Bewertungen
- Streamline SWR (S) - Rev - 00-04-2019 PDFDokument2 SeitenStreamline SWR (S) - Rev - 00-04-2019 PDFarjun 11Noch keine Bewertungen
- 1 Name of Work:-Improvement of Epum Road (Northern Side) Connecting With Imphal-Saikul Road I/c Pucca DrainDokument1 Seite1 Name of Work:-Improvement of Epum Road (Northern Side) Connecting With Imphal-Saikul Road I/c Pucca DrainHemam PrasantaNoch keine Bewertungen
- Advanced Steel Structure Concepts: 2 MonthsDokument4 SeitenAdvanced Steel Structure Concepts: 2 MonthsAnkit SoniNoch keine Bewertungen
- Microsoft Word - IRN Fab Transfer PCN NoticeDokument22 SeitenMicrosoft Word - IRN Fab Transfer PCN NoticeJadilson PradoNoch keine Bewertungen
- Scientific Exploration and Expeditions PDFDokument406 SeitenScientific Exploration and Expeditions PDFana_petrescu100% (2)
- Tank Gauging TankvisionDokument31 SeitenTank Gauging Tankvisionkhangduongda3Noch keine Bewertungen
- Novel Image Enhancement Technique Using CLAHE and Wavelet TransformsDokument5 SeitenNovel Image Enhancement Technique Using CLAHE and Wavelet TransformsInnovative Research PublicationsNoch keine Bewertungen
- Effect of Acetylation Method On Characterization of Cellulose Acetate Based Sago "Hampas"Dokument18 SeitenEffect of Acetylation Method On Characterization of Cellulose Acetate Based Sago "Hampas"myrraNoch keine Bewertungen
- Suneet Narayan Singh (Updated CV), NDokument4 SeitenSuneet Narayan Singh (Updated CV), Nnishant gajeraNoch keine Bewertungen
- Israel StandardDokument15 SeitenIsrael StandardDũng Bùi Đức100% (1)
- Ra Wah Night Shift - Word Format FiniDokument17 SeitenRa Wah Night Shift - Word Format FiniREHOBOTH YAMBO KAHILUNoch keine Bewertungen
- Food - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonDokument9 SeitenFood - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonRotten AnarchistNoch keine Bewertungen
- Art1 2Dokument24 SeitenArt1 2Peter Paul Rebucan PerudaNoch keine Bewertungen
- 1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016Dokument3 Seiten1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016api-292307509Noch keine Bewertungen
- 9446 - Data Sheets Final PDFDokument17 Seiten9446 - Data Sheets Final PDFmarounNoch keine Bewertungen