Das könnte Ihnen auch gefallen
- 4 3method2Dokument1 Seite4 3method2Beesam Ramesh KumarNoch keine Bewertungen
- Assignment 6 (Projections of Planes)Dokument1 SeiteAssignment 6 (Projections of Planes)Beesam Ramesh KumarNoch keine Bewertungen
- Pumps (Problems)Dokument1 SeitePumps (Problems)Beesam Ramesh KumarNoch keine Bewertungen
- Explain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsDokument1 SeiteExplain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsBeesam Ramesh KumarNoch keine Bewertungen
- MDP SECTIONAL VIEWS - RubricsDokument1 SeiteMDP SECTIONAL VIEWS - RubricsBeesam Ramesh KumarNoch keine Bewertungen
- NEW Brochure FDM 3D Printers ENDokument9 SeitenNEW Brochure FDM 3D Printers ENBeesam Ramesh KumarNoch keine Bewertungen
- Materials Science and Engineering C: ReviewDokument16 SeitenMaterials Science and Engineering C: ReviewBeesam Ramesh KumarNoch keine Bewertungen
- MDP Sectional Views - RubricsDokument1 SeiteMDP Sectional Views - RubricsBeesam Ramesh KumarNoch keine Bewertungen
- Autocad 2019 Instalation ProcedureDokument1 SeiteAutocad 2019 Instalation ProcedureBeesam Ramesh KumarNoch keine Bewertungen
- How To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesDokument3 SeitenHow To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesBeesam Ramesh KumarNoch keine Bewertungen
- Assignment TMDokument3 SeitenAssignment TMBeesam Ramesh KumarNoch keine Bewertungen
- Assignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Dokument1 SeiteAssignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Beesam Ramesh KumarNoch keine Bewertungen
- Theory of FailureDokument9 SeitenTheory of FailureMohammad AbdullahNoch keine Bewertungen
- Zocca2015 PDFDokument19 SeitenZocca2015 PDFBeesam Ramesh KumarNoch keine Bewertungen
- Groupa (17122019)Dokument6 SeitenGroupa (17122019)Beesam Ramesh KumarNoch keine Bewertungen
- Groupa (17122019) PDFDokument6 SeitenGroupa (17122019) PDFBeesam Ramesh KumarNoch keine Bewertungen
- Assignment Autocad PDFDokument1 SeiteAssignment Autocad PDFBeesam Ramesh KumarNoch keine Bewertungen
- VEM PT-12 enDokument18 SeitenVEM PT-12 enSandya KaranamNoch keine Bewertungen
- CAE Lab ManualDokument40 SeitenCAE Lab ManualBeesam Ramesh KumarNoch keine Bewertungen
- Truss AnsysDokument2 SeitenTruss AnsysBeesam Ramesh KumarNoch keine Bewertungen
- 6-m M86assignmentDokument1 Seite6-m M86assignmentBeesam Ramesh KumarNoch keine Bewertungen
- Static Analysis of Truss Using ANSYS APDLDokument5 SeitenStatic Analysis of Truss Using ANSYS APDLBeesam Ramesh KumarNoch keine Bewertungen
- Protractor PDFDokument1 SeiteProtractor PDFBeesam Ramesh KumarNoch keine Bewertungen
- Comparison Analysis of Titanium Alloy Ti6Al4V Produced by Metallurgical and 3D Printing MethodDokument9 SeitenComparison Analysis of Titanium Alloy Ti6Al4V Produced by Metallurgical and 3D Printing MethodBeesam Ramesh KumarNoch keine Bewertungen
- Ed TodayDokument1 SeiteEd TodayBeesam Ramesh KumarNoch keine Bewertungen
- Tuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Dokument6 SeitenTuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Beesam Ramesh KumarNoch keine Bewertungen
- Recruitment of Technical & Non-Technical Positions Purely On Contract BasisDokument2 SeitenRecruitment of Technical & Non-Technical Positions Purely On Contract BasisBeesam Ramesh KumarNoch keine Bewertungen
- Advt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalDokument6 SeitenAdvt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalBeesam Ramesh KumarNoch keine Bewertungen
- Problem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Dokument3 SeitenProblem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Beesam Ramesh KumarNoch keine Bewertungen
- Nss Manual 2006Dokument169 SeitenNss Manual 2006prayasdansanaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Keya PandeyDokument15 SeitenKeya Pandeykeya pandeyNoch keine Bewertungen
- Khadi Natural Company ProfileDokument18 SeitenKhadi Natural Company ProfileKleiton FontesNoch keine Bewertungen
- Sample Property Management AgreementDokument13 SeitenSample Property Management AgreementSarah TNoch keine Bewertungen
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsDokument6 SeitenAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACNoch keine Bewertungen
- Wind EnergyDokument6 SeitenWind Energyshadan ameenNoch keine Bewertungen
- Gates em Ingles 2010Dokument76 SeitenGates em Ingles 2010felipeintegraNoch keine Bewertungen
- BRD TemplateDokument4 SeitenBRD TemplateTrang Nguyen0% (1)
- Tech Letter-NFPA 54 To Include Bonding 8-08Dokument2 SeitenTech Letter-NFPA 54 To Include Bonding 8-08gl lugaNoch keine Bewertungen
- CST Jabber 11.0 Lab GuideDokument257 SeitenCST Jabber 11.0 Lab GuideHải Nguyễn ThanhNoch keine Bewertungen
- Royalty-Free License AgreementDokument4 SeitenRoyalty-Free License AgreementListia TriasNoch keine Bewertungen
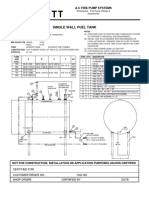
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokument1 SeiteSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoNoch keine Bewertungen
- How To Make Money in The Stock MarketDokument40 SeitenHow To Make Money in The Stock Markettcb66050% (2)
- Lorilie Muring ResumeDokument1 SeiteLorilie Muring ResumeEzekiel Jake Del MundoNoch keine Bewertungen
- 9780702072987-Book ChapterDokument2 Seiten9780702072987-Book ChaptervisiniNoch keine Bewertungen
- 2020-05-14 County Times NewspaperDokument32 Seiten2020-05-14 County Times NewspaperSouthern Maryland OnlineNoch keine Bewertungen
- 4Q Labor Case DigestsDokument53 Seiten4Q Labor Case DigestsKaren Pascal100% (2)
- Haryana Retial GarmentsDokument8 SeitenHaryana Retial Garmentssudesh.samastNoch keine Bewertungen
- Novirost Sample TeaserDokument2 SeitenNovirost Sample TeaserVlatko KotevskiNoch keine Bewertungen
- Q&A Session on Obligations and ContractsDokument15 SeitenQ&A Session on Obligations and ContractsAnselmo Rodiel IVNoch keine Bewertungen
- 2JA5K2 FullDokument22 Seiten2JA5K2 FullLina LacorazzaNoch keine Bewertungen
- Comparing Time Series Models to Predict Future COVID-19 CasesDokument31 SeitenComparing Time Series Models to Predict Future COVID-19 CasesManoj KumarNoch keine Bewertungen
- Tutorial 5 HExDokument16 SeitenTutorial 5 HExishita.brahmbhattNoch keine Bewertungen
- ECON Value of The FirmDokument4 SeitenECON Value of The FirmDomsNoch keine Bewertungen
- Logistic Regression to Predict Airline Customer Satisfaction (LRCSDokument20 SeitenLogistic Regression to Predict Airline Customer Satisfaction (LRCSJenishNoch keine Bewertungen
- ZOOLOGY INTRODUCTIONDokument37 SeitenZOOLOGY INTRODUCTIONIneshNoch keine Bewertungen
- New Installation Procedures - 2Dokument156 SeitenNew Installation Procedures - 2w00kkk100% (2)
- Department Order No 05-92Dokument3 SeitenDepartment Order No 05-92NinaNoch keine Bewertungen
- Denial and AR Basic Manual v2Dokument31 SeitenDenial and AR Basic Manual v2Calvin PatrickNoch keine Bewertungen
- 158 Oesmer Vs Paraisa DevDokument1 Seite158 Oesmer Vs Paraisa DevRobelle Rizon100% (1)
- Chapter 1 Qus OnlyDokument28 SeitenChapter 1 Qus OnlySaksharNoch keine Bewertungen