Das könnte Ihnen auch gefallen
- 8.kevlar-A New Fibre Reinforcement For Conveyor BeltingDokument11 Seiten8.kevlar-A New Fibre Reinforcement For Conveyor BeltingLejo VargheseNoch keine Bewertungen
- Standards and Specifications (Chap-9)Dokument12 SeitenStandards and Specifications (Chap-9)Mehdi Rabbani100% (1)
- BS 2 - Cables, Generators, HT LT PanelsDokument32 SeitenBS 2 - Cables, Generators, HT LT PanelsASHFAQNoch keine Bewertungen
- Carbon Fibre As A Recent Material Use in ConstructionDokument7 SeitenCarbon Fibre As A Recent Material Use in ConstructionVimlesh KumarNoch keine Bewertungen
- Spectra and Plasma RopesDokument11 SeitenSpectra and Plasma RopeslauraNoch keine Bewertungen
- Insulated CablesDokument10 SeitenInsulated CablesethanNoch keine Bewertungen
- Overhead Conductors: ACAR (Aluminium Conductor, Aluminium Reinforce)Dokument21 SeitenOverhead Conductors: ACAR (Aluminium Conductor, Aluminium Reinforce)Malik Shahzeb AliNoch keine Bewertungen
- Underground Cables - 010954Dokument23 SeitenUnderground Cables - 010954lawrence momanyiNoch keine Bewertungen
- Consumer Chemistry (CH 419)Dokument9 SeitenConsumer Chemistry (CH 419)Mihir Kumar MechNoch keine Bewertungen
- Electric Power Cables1 PDFDokument21 SeitenElectric Power Cables1 PDFDipankar MondalNoch keine Bewertungen
- 03 TextilesDokument17 Seiten03 TextilesGayathri NNoch keine Bewertungen
- Underground Power Cable SystemsDokument42 SeitenUnderground Power Cable SystemsGopinath B L NaiduNoch keine Bewertungen
- Problemas CompositesDokument8 SeitenProblemas CompositesLuis Enrique Quispe HanccoNoch keine Bewertungen
- FibersPolymers 2012Dokument9 SeitenFibersPolymers 2012Quang Huy PhạmNoch keine Bewertungen
- Chapter OneDokument80 SeitenChapter OneMurad Eltaher100% (1)
- TM 5 725 RiggingDokument147 SeitenTM 5 725 RiggingDragon04100% (1)
- Endurance of Compacted Steel Wire Ropes: ObjectivesDokument7 SeitenEndurance of Compacted Steel Wire Ropes: ObjectivesYadi KusmayadiNoch keine Bewertungen
- Underground Cable Merits DemeritsDokument15 SeitenUnderground Cable Merits DemeritsMd. Ruhul AminNoch keine Bewertungen
- High Strength CordDokument8 SeitenHigh Strength CordJonathan RamljakNoch keine Bewertungen
- Composite Steel Wire Rope ArtDokument10 SeitenComposite Steel Wire Rope ArtsijuaNoch keine Bewertungen
- G Gras Rasp P: GraspDokument24 SeitenG Gras Rasp P: GraspManuel Francisco Forero BNoch keine Bewertungen
- Art 36 Electrical Cables For Cathodic Protection Rev00Dokument6 SeitenArt 36 Electrical Cables For Cathodic Protection Rev00tomimarNoch keine Bewertungen
- Power Systems II Underground CablesDokument20 SeitenPower Systems II Underground CablesKinoti Mugiira NtundaNoch keine Bewertungen
- KEVLARDokument24 SeitenKEVLARMuhammad Asharib ShahidNoch keine Bewertungen
- Fundamentals of Shielded MV Power CableDokument3 SeitenFundamentals of Shielded MV Power CableLedred1Noch keine Bewertungen
- IIEE - Electric Power CablesDokument48 SeitenIIEE - Electric Power CablesAnonymous BBX2E87aHNoch keine Bewertungen
- Data Sheet CableDokument314 SeitenData Sheet CableWrya Saeed100% (1)
- Canada - 2015 - Fiberglass Rods For Modern Composite InsulatorsDokument6 SeitenCanada - 2015 - Fiberglass Rods For Modern Composite InsulatorsgdssgdNoch keine Bewertungen
- Simulation and Analysis of Steel Projectiles Impact With RB SIC-based Composite Ceramic PlatesDokument9 SeitenSimulation and Analysis of Steel Projectiles Impact With RB SIC-based Composite Ceramic PlatesValdésNoch keine Bewertungen
- PC1 532Dokument147 SeitenPC1 532bharatsehgal00@gmail.comNoch keine Bewertungen
- Ps-I Unit-4Dokument35 SeitenPs-I Unit-4Tushar kumarNoch keine Bewertungen
- Nautical Knoweldge - 3 - Breaking Strain & SWLDokument9 SeitenNautical Knoweldge - 3 - Breaking Strain & SWLRakesh RanjanNoch keine Bewertungen
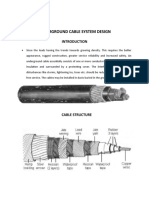
- Underground Cable System DesignDokument25 SeitenUnderground Cable System DesignJayvee BustardeNoch keine Bewertungen
- Rope SpliceDokument27 SeitenRope SpliceRICROD71Noch keine Bewertungen
- Report No. 1 - PROPELLER CONSTRUCTIONDokument10 SeitenReport No. 1 - PROPELLER CONSTRUCTIONRev Xavier CruzNoch keine Bewertungen
- Chapter-1 Central Testing Lab (C.T.L.) : 1.1) IntroductionDokument41 SeitenChapter-1 Central Testing Lab (C.T.L.) : 1.1) IntroductionNitesh SutharNoch keine Bewertungen
- Cables, conduits and trunking guideDokument30 SeitenCables, conduits and trunking guideaimiza17% (6)
- Analysis of Advanced Solutions For Lightning Strike ProtectionDokument10 SeitenAnalysis of Advanced Solutions For Lightning Strike Protectiondwg36497Noch keine Bewertungen
- Lecture 11 Underground CablesDokument8 SeitenLecture 11 Underground CablesKenean YeshitelaNoch keine Bewertungen
- Seminar Report On Composite InsulatorsDokument12 SeitenSeminar Report On Composite InsulatorsArti Mittal33% (3)
- Kevlar by Abhishek JaguessarDokument5 SeitenKevlar by Abhishek Jaguessarreedoye21Noch keine Bewertungen
- KevlarDokument8 SeitenKevlarapi-282592950Noch keine Bewertungen
- Chapter 5 - Underground CableDokument82 SeitenChapter 5 - Underground CablepunitsompuraNoch keine Bewertungen
- Fatigue CreepDokument12 SeitenFatigue CreepLaBonita SuaveNoch keine Bewertungen
- Fiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncDokument8 SeitenFiber Optic Terminations For Subsea Applications: Matt Christiansen and Gary Brown, SEACON / Brantner & Associates IncKarlJohansonNoch keine Bewertungen
- Classification of Cables SlidesDokument19 SeitenClassification of Cables Slidessaravan1891100% (4)
- Basic Math For Cable TerminationDokument17 SeitenBasic Math For Cable TerminationAbraham JyothimonNoch keine Bewertungen
- Fiber Reinforced Composites Guide Materials Properties ApplicationsDokument7 SeitenFiber Reinforced Composites Guide Materials Properties ApplicationsKurnia Indah PuspitasariNoch keine Bewertungen
- Fibre Optic Cable For Repeatered Submarine Systems: Oalc4Dokument2 SeitenFibre Optic Cable For Repeatered Submarine Systems: Oalc4Lm BealhyNoch keine Bewertungen
- Ko Spider SilkDokument7 SeitenKo Spider SilkAkash RsNoch keine Bewertungen
- Sloan2003 - Improving Bend-over-Sheave Fatigue in Fiber RopesDokument4 SeitenSloan2003 - Improving Bend-over-Sheave Fatigue in Fiber Ropesgoooga299Noch keine Bewertungen
- Reliability of Double Clad Fiber Coatings For Fiber LasersDokument6 SeitenReliability of Double Clad Fiber Coatings For Fiber Lasersco saNoch keine Bewertungen
- CableDokument24 SeitenCableGnanesh GNoch keine Bewertungen
- Dyneema Spectra Lifeline Revision Jan 2014Dokument10 SeitenDyneema Spectra Lifeline Revision Jan 2014Charles ThompsonNoch keine Bewertungen
- Twisted Pair Telecommunication CablesDokument5 SeitenTwisted Pair Telecommunication Cablesabd mohamedNoch keine Bewertungen
- Underground CableDokument23 SeitenUnderground CableVinay KumarNoch keine Bewertungen
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Von EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Noch keine Bewertungen
- Shielding of Electromagnetic Waves: Theory and PracticeVon EverandShielding of Electromagnetic Waves: Theory and PracticeNoch keine Bewertungen
- TECHNILDokument40 SeitenTECHNILCaptIsqanNoch keine Bewertungen
- Analysis of Barge Transport and Launching PDFDokument27 SeitenAnalysis of Barge Transport and Launching PDFCaptIsqanNoch keine Bewertungen
- TECHNILDokument40 SeitenTECHNILCaptIsqanNoch keine Bewertungen
- Gantry Cranes Brochure PDFDokument40 SeitenGantry Cranes Brochure PDFVince Bagsit PolicarpioNoch keine Bewertungen
- TECHNILDokument40 SeitenTECHNILCaptIsqanNoch keine Bewertungen
- Anchor Rode CalcDokument12 SeitenAnchor Rode CalcCaptIsqanNoch keine Bewertungen
- SAMPLE Crane CatalogDokument12 SeitenSAMPLE Crane CatalogCaptIsqanNoch keine Bewertungen
- 5 - Speech of Minister Mentor - CorruptionDokument6 Seiten5 - Speech of Minister Mentor - CorruptionCaptIsqanNoch keine Bewertungen
- Gantry Cranes Brochure PDFDokument40 SeitenGantry Cranes Brochure PDFVince Bagsit PolicarpioNoch keine Bewertungen
- XSXSXSXSXDokument40 SeitenXSXSXSXSXAfiq JuwaidiNoch keine Bewertungen
- NTK Sensor Catalogue 2015 PDFDokument226 SeitenNTK Sensor Catalogue 2015 PDFCaptIsqan60% (5)
- Scribd LoginDokument1 SeiteScribd LoginCaptIsqanNoch keine Bewertungen
- Innovative Seafastening for Offshore Wind TurbinesDokument164 SeitenInnovative Seafastening for Offshore Wind Turbinese_taubNoch keine Bewertungen
- Technical Policy Board Guidelines For Marine Lifting OperationsDokument42 SeitenTechnical Policy Board Guidelines For Marine Lifting Operationscostantin2100% (1)
- Stability Information ManualDokument381 SeitenStability Information ManualBharath Kumar Vasamsetty100% (2)
- Recommended Pratices For Storage and Transport of Edible Oils and FatsDokument15 SeitenRecommended Pratices For Storage and Transport of Edible Oils and FatsaevfrancoNoch keine Bewertungen
- Technical Policy Board Guidelines For Marine Lifting OperationsDokument42 SeitenTechnical Policy Board Guidelines For Marine Lifting Operationscostantin2100% (1)
- 2010 OTC 21012 Anchor Leg System Integrity - From Design Through Service Life 2010 SNAME NTR037Dokument13 Seiten2010 OTC 21012 Anchor Leg System Integrity - From Design Through Service Life 2010 SNAME NTR037suvabrata_das01Noch keine Bewertungen
- Rig Move from Singapore to ThailandDokument22 SeitenRig Move from Singapore to ThailandCaptIsqan100% (1)
- ABS Anchor GuideDokument18 SeitenABS Anchor Guidemfazioli0% (1)
- Bulk Hose Best PracticesDokument24 SeitenBulk Hose Best PracticesLeonardo AlvarezNoch keine Bewertungen
- Self Propel Heavy Transport Design Criteria PDFDokument13 SeitenSelf Propel Heavy Transport Design Criteria PDFCaptIsqanNoch keine Bewertungen
- Mono BuoyDokument40 SeitenMono BuoyCaptIsqan100% (4)
- Splicing Wire Rope Method - IsDokument29 SeitenSplicing Wire Rope Method - IsCaptIsqanNoch keine Bewertungen
- TAD ReviewDokument46 SeitenTAD Reviewpramodtry100% (1)
- MOORING EQUIPMENT SAFETY FACTORSDokument2 SeitenMOORING EQUIPMENT SAFETY FACTORSCaptIsqan100% (1)
- Resinex Mooring Buoy New DWG N 12224 11Dokument1 SeiteResinex Mooring Buoy New DWG N 12224 11CaptIsqanNoch keine Bewertungen
- Cable Lifter Gypsy StandardDokument13 SeitenCable Lifter Gypsy StandardCaptIsqanNoch keine Bewertungen
- Marine Breakaway Couplings Information PaperDokument20 SeitenMarine Breakaway Couplings Information Paperjamolina9093100% (5)
- Offshor Mooring SystemDokument6 SeitenOffshor Mooring SystemcudalbgeoNoch keine Bewertungen