Beruflich Dokumente
Kultur Dokumente
Capitulo 2 Ingenieria de Proyectos
Hochgeladen von
miguelo2308Originalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Capitulo 2 Ingenieria de Proyectos
Hochgeladen von
miguelo2308Copyright:
Verfügbare Formate
INGENIERA Captulo 1- Estudio de Ingeniera 1.
Resumen Ejecutivo El estudio de ingeniera est relacionado con los aspectos tcnicos del proyecto. Para comenzar este estudio, se necesita disponer de cierta informacin. Esta informacin proviene del estudio de mercado, del estudio del marco regulatorio legal, de la s posibles alternativas de localizacin, del estudio de tecnologas disponibles, de las posibilidades financieras, de la disponibilidad de personal idneo y del estud io del impacto ambiental. Es necesario destacar que el estudio de Ingeniera del Proyecto, de la misma maner a que las dems etapas que comprenden la elaboracin de un proyecto, no se realiza d e forma aislada al resto sino que necesitar constante intercambio de informacin e interaccin con las otras etapas. Uno de los resultados de este estudio ser determinar la funcin de produccin ptima pa ra la utilizacin eficiente y eficaz de los recursos disponibles para la produccin del bien o servicio deseado. Para determinar la funcin de produccin ptima debern ana lizarse las distintas alternativas y condiciones en que se pueden combinar los f actores productivos, identificando, a travs de la cuantificacin y proyeccin en el t iempo los montos de inversiones, los costos y los ingresos de operacin asociados a cada una de las alternativas de produccin para luego econmico. realizar el estud io En particular, derivarn del estudio de ingeniera las necesidades de equipos y maqu inarias. Del anlisis de las caractersticas y especificaciones tcnicas de la maquina ria podr determinarse su disposicin en planta (layout). Del layout, del estudio de los requerimientos de personal que los operen, as como de su movilidad, y del re querimiento de mercadera se definen las necesidades de espacio y obras fsicas. El espacio requerido por la mercadera incluye los depsitos necesarios para materia pr imas y elaborados, los almacenes para materiales y los espacios requeridos dentr o del rea de produccin para los semielaborados. El clculo de los costos de operacin de mano de obra, insumos diversos, mantenimiento y otros se obtendr en el estudio de costos basado en los requerimientos determinados en unidades fsicas en el est udio de ingeniera y dependiendo del proceso productivo seleccionado. PROYECTOS DE INVERSIN Cap. 1
INGENIERA La cantidad y calidad de las maquinarias, equipos, herramientas, mobiliario de p lanta, vehculos y otras inversiones se caracterizarn normalmente por el proceso pr oductivo elegido. En algunos casos la disponibilidad de los equipos se obtiene n o por su compra, sino por su alquiler (de acuerdo a lo que sea ms conveniente), c on lo cual, en lugar de afectar el tem de inversiones, influir en el de costos. Las necesidades de inversin en obra fsica se determinan principalmente en funcin de la distribucin de los equipos productivos en el espacio fsico y de las necesidade s de espacio para la mercadera. La distribucin en planta debe buscar evitar flujos innecesarios de materiales, productos en proceso o terminados, personal, etc. E n el caso del anlisis de un proyecto nuevo ser preciso adems considerar posibles am pliaciones futuras en la capacidad de produccin (espacio y diseo destructora). En algunos casos es aconsejable disponer desde un principio de la obra fsica necesar ia, an cuando se mantenga ociosa por algn tiempo. Es importante tener presente que para distintos volmenes de produccin pueden existir alternativas ptimas distintas, lo que obliga a considerar los efectos en forma integral. Debe quedar claro que el proceso iterativo en la ejecucin de un proyecto es inevi table, puesto que para alcanzar la optimizacin en la utilizacin de todos los recur sos (tantos fsicos como humanos), muchas veces es necesario volver hacia atrs y re definir variables. Por ejemplo, el estudio financiero comprende la ltima etapa en la elaboracin de un proyecto. Pero podr convertirse en determinante en la seleccin del proceso productivo, puesto que si en l se definiera la imposibilidad de obte ner los recursos econmicos suficientes para la adquisicin de la tecnologa ms adecuad a ser necesario volver al estudio de Ingeniera y redefinir la tecnologa a utilizar en funcin de los fondos disponibles. Anteriormente se explic que la tecnologa influa directamente sobre la estructura de costos e ingresos del proyecto. Es necesario aclarar el punto Ingresos. Si bien los ingresos se determinan en el estudio de Mercado, pues por un lado se determ ina la cantidad del producto o servicio a vender, las condiciones de venta (desc uento, financiamiento, etc.) y entre las caractersticas del producto o servicio s e determina el precio, en muchos casos el estudio tcnico proporciona informacin ec onmica relativa a ingresos de operacin adicionales. Un caso puede ser aqul en el cu al los equipos y maquinarias deben reemplazarse y al ser dados de baja permiten su venta. En otros casos, los ingresos se incrementan por la venta de subproduct os y desperdicios, como, por ejemplo, el desecho derivado de la elaboracin de env ases de hojalata, que se vende como chatarra. La finalidad del estudio de Ingeniera (a nivel de prefactibilidad), dentro del pr ograma de elaboracin del proyecto, es suministrar la informacin tcnica necesaria pa ra realizar la evaluacin econmica financiera del proyecto y no tiene el alcance re querido para su construccin o instalacin. A travs de esta etapa ser factible determi nar la cuanta de inversiones a realizar, y la estructura de costos e ingresos del proyecto. PROYECTOS DE INVERSIN Cap. 2
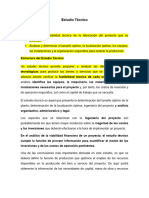
INGENIERA A continuacin se esquematizar el estudio de Ingeniera, intentando de esta manera cl arificar cuales son las variables necesarias para su ejecucin, y cuales variables son las que se determinan. Entrada (datos) Estudio de Mercado Marco Regulatorio Legal Impacto Ambiental Posibilidades Financieras " Alternativas de Localizacin Disponibilidad de Recursos (materiales y personal idoneo) ! Cant. a vender ! Estrategia comercial (inicio de la produccin) ! Calidad del Pr oducto/ Servicio ! Precio Tecnologas Disponibles Sucesivas aprox. Funcin de Produccin ptima Plan de Produccin Ritmo de Trabajo Prog. de Prod. Vida Util Retroalimentacin Proceso iterativo Resultados Insumos Subproductos Mermas y Desperdicios Balance de Materiales Proceso de Elaboracin Balance de Lnea Determinacin de Maquinaria y Servicios auxiliares Evolucin de las M ercaderas e Insumos Organizacin de la Empresa y Requerimientos de Personal Lay-out Nivel de Inversiones Estructura de Costos/Ingresos Localizacin PROYECTOS DE INVERSIN Cap. 3
INGENIERA 2.Procesos y tecnologas disponibles. Para realizar un estudio de ingeniera es necesario comenzar con una investigacin d e los procesos y tecnologas disponibles. El estudio de ingeniera no se realiza en forma aislada al resto sino que por el contrario se debe realizar conforme con e l estudio de mercado, el estudio legal, localizacin y el monto financiero aproxim ado con el que se desee trabajar. En el estudio de mercado se determinan las car actersticas del producto, la cantidad a producir a travs del tiempo, la estacional idad, el abastecimiento de materias primas y la estrategia comercial, etc., que debern tenerse en cuenta al seleccionar el proceso productivo para elaborar los b ienes y/o las actividades a realizar para prestar los servicios. El estudio lega l podr sealar ciertas restricciones a la localizacin y tecnologas a utilizar por el proyecto, que podran de alguna manera condicionar el tipo de proceso productivo. Por ejemplo, en la fabricacin de bebidas gaseosas es fundamental la calidad del a gua a emplear. Si sta no cumple con todas las exigencias requeridas en las locali zaciones optativas permitidas, el proyecto deber incorporar los equipos necesario s para su purificacin. En el estudio financiero, por otra parte, podr ser determin ante en la seleccin del proceso/actividades, ya que si en el se definiera la impo sibilidad de obtener los recursos econmicos necesarios para la adquisicin de la te cnologa/metodologa ms adecuada. Una vez analizados los posibles procesos existentes se adoptar el ms apropiado en funcin de las ventajas y desventajas que presenten. De la seleccin del proceso productivo ptimo derivarn las necesidades de equipos, ma quinarias e instalaciones, recursos humanos(cantidad y caracteristicas) y volume n de la inverson a realizar. 2.1.Seleccin de la Tecnologa. Definido el o los produc tos (o servicios) y el programa de produccin correspondiente, puede iniciarse la seleccin del proceso productivo. Variables a considerar en la seleccin de la tecno loga: Econmicas Flexibilidad Elasticidad Obtencin de elementos de mantenimiento ponibilidad de los insumos Disponibilidad de la Mano de Obra Es importante difer enciar proceso productivo de la tecnologa si bien estn ntimamente relacionados. Pro ceso productivo es la sucesin de operaciones necesarias para obtener el producto definido y tecnologa se llama a los medios requeridos para llevar a cabo las dist intas operaciones. PROYECTOS DE INVERSIN Cap. 4
INGENIERA Para la seleccin del proceso se debern tener en cuenta : el empleo de procesos que no implique dependencia tecnolgica empleo de materias primas y suministros prefe rentemente estandarizados que el resultado sea productos terminados y semielabor ados normalizados comparacin entre inversin/beneficio entre los procesos Como resu ltado del estudio de ingeniera se debe informar cmo se elaboran los bienes o servi cios a producir, los medios de produccin y los insumos o suministros necesarios p ara alcanzar el plan de produccin y ventas. Se debe brindar informacin sobre cuale s son en la actualidad las tecnologas disponibles para la elaboracin, la tecnologa o metodologa elegida y las razones que llevaron a dicha eleccin. Algunos autores parten, para la seleccin de la tecnologa, de un supuesto simplific ador que dice que los ingresos sern iguales para cualquier alternativa tecnolgica. Los hermanos Sapag Chain a parir de esa hiptesis proponen elegir la alternativa que tenga el menor valor actualizado de los costos. Se presenta entonces una puj a entre tecnologa de grandes inversiones y bajos costos operativos con otras de m enor inversin pero mayores costos de operacin. El valor actual de los costos varia r significativamente segn la tasa de descuento utilizada (que se asumir igual a los fines de comparar tecnologas). Generalmente las alternativas que requieren una m ayor inversin en bienes de capital tienen menores costos operativos lo que permit e un menor perodo de repago; sin embargo el riesgo de obsolescencia del equipamie nto es mayor por tratarse de una mayor inversin. Las tecnologas que requieren meno r inversin suelen ser de mano de obra intensiva, prolongando el perodo de repago d ebido a los mayores costos asociados. Al comparar distintas tecnologas deber compa rrselas para distintos niveles de produccin pues suele suceder que los costos de p roduccin no varan linealmente al volumen. Por presentar cada una distinta estructu ra de costos, un cambio en el volumen producido puede lograr que una tecnologa pa se a ser menos costosa que la que lo era con el nivel de actividad anterior. Otros dos factores de capital importancia en la eleccin de alternativas tecnolgica s son: 1) que las distintas alternativas tecnolgicas podran significar cambios en las caractersticas del producto o servicio y, en consecuencia, en el precio; 2) q ue existen costos indirectos relevantes como los impuestos y el costo del capita l. Por lo antes mencionado se comprende que si a distintas tecnologas corresponde n distintas caractersticas de producto o servicio, por lo que corresponden distin tos precios, correspondern distintos ingresos con lo que el primer supuesto de ig ualdad de ingresos deja de ser valido. El criterio a seguir es que la tecnologa e legida ser no la de menor costo sino la de mayor rentabilidad. Las variables de seleccin de tecnologa hasta aqu descriptas son de carcter netamente econmico. Cabe considerar los elementos de orden cualitativo son tan relevantes como los econmicos a los fines de PROYECTOS DE INVERSIN Cap. 5
INGENIERA elegir la mejor tecnologa para el proyecto. Los ms comunes son la flexibilidad de la tecnologa (capacidad de ser empleada en la produccin de bienes alternativos), l a elasticidad de la tecnologa (compatibilidad del rango productivo con el plan de produccin y posibilidad de expansin), el acceso a repuestos y mantenimiento, los antecedentes de uso de dicha tecnologa, el espacio y volumen fsico requerido, el g rado de automatizacin, etc.
Existen otros factores que si bien no estn directamente vinculados a la tecnologa pueden modificar la eleccin de la misma. stos son: Disponibilidad y calidad de los insumos: el hecho que las materias primas se obtengan con mayor o menor calidad influye en la tecnologa a emplear, algunas tecnologas requieren calidades de mate rias primas que no son obtenibles en le mercado local. Disponibilidad de mano de obra: el manejo de algunas tecnologas requiere mano de obra altamente especializ ada que a veces no se encuentra en la regin. Es importante destacar que muchos pr oyectos han fracasado por no tener en cuenta este factor. De los factores hasta aqu mencionados podemos distinguir dos clases: # unos que son deterministas (pasa no pasa): disponibilidad y calidad de los insumos, disponibilidad de mano de y disponibilidad de repuestos y servicio de mantenimiento. flexibilidad de la t ecnologa, elasticidad de la tecnologa, espacio y volumen fsico, grado de automatiza cin y factores econmicos. # otros que en funcin del tipo de proyecto son deseables: Esta distincin entre determinantes y deseables activa el primer filtro para desca rtar opciones tecnolgicas no practicables lo cual implica un ahorro de tiempo al analista. Una vez determinadas las tecnologas que cumplen los factores determinan tes, para comparar entre dichas alternativas, se asigna un valor ponderado a cad a uno de los factores, tanto los factores deseables como determinantes, y se opt a por la alternativa que se ajusta mejor a los requerimientos. En funcin de la va riedad de las variables intervinieres en la eleccin es adecuado la utilizacin del sistema de ponderacin de variables. El resultado de este anlisis permitir adoptar l a tecnologa mas apropiada en funcin de los productos a elaborar, las materias prim as y materiales disponibles y las inversiones estimadas para determinada escala de produccin, en armona con las dems caractersticas del proyecto. PROYECTOS DE INVERSIN Cap. 6
INGENIERA Puede llegarse al caso en que el tecnologo advierta que la tecnologa propuesta pu ede mejorar notablemente la a calidad de los productos y reducir los costos de p roduccin y/o comercializacin en relacin con la oferta existente en el mercado, en c uyo caso, aunque no exista demanda insatisfecha el proyecto lograra una muy buen a penetracin en el mercado desplazando una parte de la oferta actual. 2.2.Eleccin del tamao El tamao del proyecto tendr una incidencia directa sobre las inversiones, costos y nivel de operacin, osea sobre ingresos por ventas y por lo tanto sobre la rentabilidad del proyecto. Factores: La determinacin del tamao surgir del anlisis conjunto de los siguientes factores: Demanda del producto. Disponibilidad de In sumos. Localizacin. Plan estratgico comercial proyectado. Dada una demanda esperad a se pueden identificar tres situaciones bsicas: 1. La demanda esperada sea sensi blemente menor que la menor de las unidades de produccin disponibles. 2. La deman da total sea igual a la capacidad mnima de las capacidades disponibles. 3. La dem anda total sea superior a la mayor de las unidades de produccin disponibles. Para definir el tamao se debe tener en cuenta tanto la demanda inicial esperada c omo su proyeccin a futuro, a fin de que el tamao atienda no solo la situacin coyunt ural de corto plazo sino que sea ptimo frente al dinamismo de la demanda. El nive l ptimo de operacin no ser siempre el que maximice las ventas. Es necesario evaluar la alternativa de definir un tamao con capacidad ociosa inicial lo cual posibili te responder a los aumentos de demanda futura contra una alternativa que conside re un tamao que se ajuste mediante ampliaciones sucesivas a los aumentos de deman da con el tiempo. Esta ltima se denomina proyecto en etapas. La disponibilidad de i nsumos se relaciona con la localizacin de la/s plantas. La lejana de los insumos r epresenta mayores costos de distribucin. Puede plantearse la opcin de una planta c entral versus varias plantas regionales para atender la demanda. Mientras la primera opcin significa un mayor tamao y generalmente mayor costo de t ransporte, nos permite acceder a ahorros por economas de escala ( inversiones en mquinas; distribucin de gastos de produccin, administrativos y ventas; integracin de proceso; etc.). Muchas veces el tamao se determina en funcin de la estrategia com ercial ya sea: creando barreras de entrada a los competidores para lo cual se de be mantener una capacidad de oferta mayor a la demanda proyectada, o por el cont rario centrarse en un segmento de mercado que logre maximizar la rentabilidad PROYECTOS DE INVERSIN Cap. 7
INGENIERA del proyecto con el riesgo implcito de la posible entrada de un competidor debido a la demanda insatisfecha. 3.Definicin del Bien o Servicio. Productos Representativos. En este punto se deber definir con precisin los bienes y servicios a producir junt amente con los subproductos. De la variedad de bienes producidos, en caso de no ser un producto nico, se podra tomar un producto promedio o producto representativ o para su estudio que simplificara el anlisis, an siendo este un producto ficticio, irreal. Esto no es aconsejable en todos los casos pues puede ser que un product o est soportando econmicamente a otro y en el anlisis conjunto no lo podramos detect ar. 4.Etapas: Componentes del Anlisis de un Estudio de Ingeniera A continuacin se presenta un ejemplo para asentar los conceptos tericos. Este es e l caso del dimensionamiento e instalacin de una lnea de produccin de hamburguesas. La tecnologa adoptada en este caso es una de las varias existentes. 4.1.Proceso d e Fabricacin Bsicamente el proceso de fabricacin de hamburguesas est formado por los siguientes pasos: La materia prima (carne) se recibe en la planta y se almacena en cmara frigorfica. Luego, para dar comienzo a la produccin , se saca el cuarto d e res de la cmara y se lo traslada hacia la mesa de depostes, donde se le extraen los huesos y toda la grasa visible. Esta operacin se realiza manualmente. A cont inuacin se procesa la carne en la picadora. Una vez picada la carne, se le agrega una mezcla integral en forma de polvo en una proporcin de 6,55 kg. por cada 100 kg. de carne, compuesto de condimento entre otras cosas. Dicho integral funciona como antioxidante y preservador del color. Luego sigue el mezclado, donde se am asa la materia prima en proceso. Este es un proceso batch, es decir que se carga la mezcladora, se mezcla durante diez minutos y se descarga. A continuacin sigue n los procesos de embutido y formado, los cuales se realizan en lnea. La embutido ra realiza la operacin de dosificacin y la formadora da forma y tamao final a la ha mburguesa. En esta ltima operacin es en donde se termina la hamburguesa. Las hambu rguesas ya formadas siguen por una cinta hasta la empaquetadoras que las coloca de a dos unidades un envases tipo flow pack de polipropileno. Luego cada envase sigue hasta una mesa donde se los introduce de a dos (4 hamburguesas) en una caj a de cartn previamente armada. Esta es una operacin manual. PROYECTOS DE INVERSIN Cap. 8
INGENIERA 4.2.Diagrama de Proceso La descripcin esquemtica del proceso de elaboracin se reali za mediante un diagrama de flujo utilizando smbolos que han sido desarrollados a tal fin. Este diagrama describe todas las tareas (operaciones, transportes, alma cenamiento, demoras e inspecciones) que se realizan sobre el bien / servicio en cuestin en orden cronolgico e indicando las. En el esquema de proceso se puede obs ervar el camino que siguen durante el proceso la carne y el integral antes y des pus de mezclarse y las operaciones y transformaciones que sufren a lo largo de la lnea de produccin. INTEGRAL FARMESA CARNE Almacen de M.P. Cmara frigorfica de M.P. Riel colgante Bolsa en carret. Dosificado en mezcladora Desposte Huesos y Grasa Cajones plsticos Picado Carne picada Carrito Mezclado Mezcla Carrito Embutido Formado Envasado en Flow-pack Empacados en cajas Palletizado Carretilla Cmara frigorfica de P.T. PROYECTOS DE INVERSIN Cap. 9
INGENIERA Encontramos almacenamientos al inicio del proceso (stock de materia prima) y al final del mismo (stock de producto terminado), y los debidos transportes entre o peraciones. Las operaciones (desposte, picado, etc.) fueron descriptas con mas d etalle en el punto anterior. A continuacin se puede observar el detalle de las ca pacidades de las maquinas operativas y las duraciones de los procesos. Mquina Pic adora Mezcladora Capacidad terica 360 kg/hora 120 kg de capacidad (Equivale a: 12 0kg/0,33hs=360kg/hora) 360 kg/hora 360 kg/hora 3440 un/hora 3440 un/hora 1720 fl ow pack/hora Caractersticas Proceso Continuo Proceso Batch (20 min.): 5 min. de c arga 10 min. de mezcla 5 min. de descarga Proceso Continuo Proceso Continuo Proc eso Continuo Embutidora Formadora* Empacadora Peso hamburguesa: 0,10465 kg/hamburguesa Existen dos tipos de inspeccin en este p roceso. Una es la que se le realiza a la materia prima al recibirse del proveedo r (carne, integral). La otra es la que se efecta a la salida del formado sobre el producto bsico ya terminado. Estas inspecciones tienen dos fases: Inspeccin visua l de la totalidad de los productos Inspeccin y anlisis de muestras aleatorias Se p uede apreciar en el diagrama de proceso la salida de desperdicios no recuperable s (huesos y grasa) luego del desposte y el ingreso a la lnea principal del agrega do integral. Estos ingresos/egresos se tendrn en cuenta mas tarde en el calculo d el balance de produccin. 4.3.Planes de venta y produccin en las distintas etapas E n base a los volmenes de ventas obtenidos del Estudio de Mercado y a los stocks p romedio requeridos se calcula el Plan de Produccin en cada ao (en Toneladas de ham burguesas por ao): Unidades Ventas Stocks Prom. Stocks Produccin Toneladas Toneladas Toneladas Tonel adas Ao 1 913 7 7 920 Ao 2 1.376 11 4 1.380 Ao 3 1.947 15 4 1.951 Ao 4 2.525 20 5 2.530 Ao 5 2.530 20 0 2.530 Dado que la vida til de las hamburguesas frescas es de 7 das, se considera un stoc k promedio de 2 das de venta con el fin de reducir al mnimo el tiempo de permanenc ia del producto terminado en PROYECTOS DE INVERSIN Cap. 10
INGENIERA depsito e incrementar el tiempo disponible para la distribucin y venta del mismo. Por lo tanto el clculo del stock se obtiene de: Stock = Ventas Anuales 2 dias Dias Habiles Anuales
Para este clculo se tomaron 250 das hbiles al ao (no se produce los fines de semana y se descuentan 10 das hbiles por vacaciones). La produccin anual ser: Produccion = Ventas + Stocks Se puede observar que el proyecto entra en rgimen en el ao 4, pasando por tres eta pas previas. Esto brinda la posibilidad de realizar la instalacin de las lneas de produccin en forma progresiva a medida que sea necesario. Para cada una de estas etapas se debern realizar los clculos correspondientes al Balance de Produccin, la Determinacin de la cantidad de mquinas operativas necesarias y personal, las Capac idades de las secciones, etc. A modo de ejemplo se realizarn dichos clculos para e l estado de rgimen (ao 4 en adelante). 4.4.Ritmo de Trabajo Cada sector industrial tiene normalmente un ritmo de trabajo que lo caracteriza. El tiempo se puede me dir en horas, turnos, das, semanas, meses y aos segn el tipo de actividad industria l. En nuestro caso, la lnea trabajar 1 turno diario de 8 hs (de lunes a viernes). Tomando como base un promedio de 21 das por mes, esto equivale a 168 horas/mes 1. 932 horas/ao(incluyendo vacaciones). Dias habiles mensuales = 365 dias ao feriados 12 meses 5 ao * 7 21dias / mes Horas al mes = 21 das/mes * 8 hs/da = 168 hs/mes Horas al ao = 168 hs/mes * 11,5 me ses/ao = 1.932 hs/ao (*) (*) Se tom 11,5 meses al ao por considerar dos semanas de vacaciones. 4.5.Produccin por unidad de tiempo La produccin por unidad de tiempo se calcula como el cocien te entre el plan de produccin anual y el ritmo de trabajo expresado en horas/ao. E n este caso: Prod . por unidad de tiempo = 2530 ton / ao ./.1932 hs / ao = 1,31 tons hora Plan Ritmo Programa PROYECTOS DE INVERSIN Cap. 11 5 7 10
INGENIERA 4.6.Balance de Produccin El balance deber comenzar por la ltima seccin operativa en la que saldr la produccin por unidad de tiempo que se obtendr de acuerdo al plan de produccin del proyecto. En funcin de esta produccin y de las mermas y desperdicios que se produzcan en esta seccin se determinar la alimentacin requerida en dicha se ccin, que a su vez es la produccin de la seccin operativa anterior y as se contina el proceso hasta llegar a la alimentacin requerida por el Proyecto. Programa mensual = 1,31 ton/hora * 168 horas/mes = 220 ton/ mes Seccin Operativa Desposte Picado Mezclado Embutido Formado Empacado Encajado Totales Alimentacin ( kg/mes) 344.127 206.476 206.476 220.000 220.000 220.000 220.000 344.127 Agrego ( kg/mes) 13.524 13.524 Mermas & Desp. Rec. No rec. 137.651 137.651 Produccin (kg/m es) 206.476 206.476 220.000 220.000 220.000 220.000 220.000 220.000 Comenzando de atrs para adelante y, como se puede observar en el diagrama de fluj o, el proceso no cuenta con agregados ni mermas en las operaciones de encajado, empacado, formado y embutido, por lo cual la alimentacin de entrada en cada etapa es igual a su salida. Esto equivale a decir que si se quiere obtener una produc cin final de 220.000 kg/mes (2.115.384 hamburguesas/mes) se debe alimentar cada u na de estas secciones con 220.000 kg/mes de semielaborado. En el proceso de mezc lado se produce el agregado del integral equivalente a 6,55 kg por cada 100 kg d e carne. Con lo cual se necesita una alimentacin de: Integral = 220.000 kg mezcla mes * 6,55 kg integral = 13524 kg int . . mes 106,55 kg mezcla Alimentacin carne picada= 220.000 kg/mes - 13.524 kg/mes = 206.476 kg/mes En el picado, al igual que las ultimas cuatro operaciones, el semielaborado no s ufre modificaciones en su masa, o sea que la alimentacin debe ser igual a la sali da de 206.476 kg/mes. En cambio la operacin de desposte genera mermas/desperdicio s debido al desechado de los huesos y la grasa no recuperable en el proceso. Est e desperdicio equivale al 40% de la carne que se desposta. Debido a esto, para t ener una salida de 206.476 kg/mes, donde los desperdicios son del (40 %), osea : PROYECTOS DE INVERSIN Cap. 12
INGENIERA Desperdicios = 206.476 kg mes * 40 % 100 % 40 % = 137.651 kg mes Se necesita una alimentacin de Res de : Res = 206.476 kg./mes + 137.651 kg./mes = 344.127 kg./mes El porcentaje de desperdicio real de todo el proceso en funcin d e la produccin es: Desperdicio real = 137.651 kg mes 220.000 kg mes 100 = 62 .57 % 4.7.Capacidad real y terica de las Mquinas La capacidad de produccin real surge de afectar la capacidad terica(provista por el fabricante y adaptada por el tcnico), por el coeficiente operativo que corresponde a cada seccin. Esta capacidad de pro duccin real estar expresada en la misma unidad de tiempo que la capacidad terica. E l coeficiente operativo que corresponde a cada unidad es funcin de la tecnologa qu e se halla seleccionado, del proceso de produccin que se lleve a cabo, de la cali dad de los insumos que se empleen y de la experiencia de los operadores. Seccin O perativa Capacidad Terica horaria 360 kg 360 kg 360 kg 3.440 u 1.720 fp Hs. activ a al mes Capacidad Terica Mensual 60.480 kg 60.480 kg 60.480 kg 557.920 u 288.960 fp Rend. Operativo Cap.Real Mensual Picado Mezclado Embutido Formado Empacado * 168 168 168 168 168 95% 95% 95% 95% 95% 57.456 kg 57.456 kg 57.456 kg 549.024 u 274.512 fp *Cada flow pack contiene 2 hamburguesas. En el caso de anlisis el rendimiento ope rativo se tomo del 95% debido a la tecnologa adoptada y a las caractersticas de la s maquinas a instalar. Por ejemplo, si se afecta la capacidad terica de la picado ra (60.480 kg/mes) por el rendimiento operativo de dicha maquina se obtiene una capacidad real de: Cap. Real = 60.480 kg/mes * 0,95 = 57.456 kg/mes 4.8.Determinacin de la cantidad de mquinas operativas - Grado de Aprovechamiento La cantidad de mquinas operativas surge del cociente entre la produccin requerida en la unidad de tiempo en cada s eccin y la capacidad real de cada mquina operativa llevada a la misma unidad de ti empo. El resultado generalmente es un nmero con una componente decimal, en cuyo c aso, como las mquinas son indivisibles, se tomar el nmero entero inmediato superior . PROYECTOS DE INVERSIN Cap. 13
INGENIERA La capacidad real de cada seccin operativa es el producto de la capacidad real de cada mquina operativa por el nmero de mquinas requeridas en dicha seccin. En base a la capacidad real de cada seccin y el balance de produccin ser posible de terminar el volumen de produccin que originan dichas capacidades en la ltima seccin . La seccin que por su capacidad productiva origine el menor volumen de produccin en la ltima seccin ser el cuello de botella del equipo. Para determinar la capacidad real del equipo habra que determinar el volumen de produccin en la ltima cuando se trabaje al mximo de la capacidad del cuello de botella. El grado de aprovechamiento de cada seccin operativa se calcula como el cociente entre la produccin requerida en cada seccin y la capacidad real de la misma. Si el grado de aprovechamiento de las secciones es parejo se calificar al equipo de equi librado; adems se pretende que dicho nivel de aprovechamiento sea lo ms elevado posi ble. Seccin Operativa Prog.mens. de Prod. Cap. Real Mensual (por mq.) 57.456 kg 57 .456 kg 57.456 kg 549.024 u 274.512 fp Cant. Mq. Necesarias Cap. Real Secciones O perativas 229.824 kg 229.824 kg 229.824 kg 2.196.096 u 1.098.048fp Grado de Apro vechamiento Picado Mezclado Embutido Formado Empacado 206.476kg 220.000 kg 220.000 kg 2.115.384 u 1.057.692fp (3,6) (3,8) (3,8) (3,9) (3,9) 4 4 4 4 4 90% 95% 95% 96% 96% Tomando como un ejemplo el mezclado el clculo es el siguiente: kg Prog. prod. 220.0000 mes = = 3,8 mezcladoras Maq. necesarias = Cap. real 57.4 56 kg mes Por lo tanto se requerirn 4 mezcladoras para el proceso. Cap. real secciones = Cap . real por maq . cant . maq . = 57 .456 kg mes. maq . 4 maq . = 229 .824 kg mes kg 220.000 mes Pr od . requerida x100 = 95,73 % Grado de aprovechamiento = x100 = kg Capacidad Real 229.824 mes PROYECTOS DE INVERSIN Cap. 14
INGENIERA 4.9.Capacidad real de la mano de obra La determinacin de la capacidad real de la mano de obra, la determinacin de la cantidad de operarios y su grado de aprovecha miento se basa en los mismos clculos que en el caso de la maquinaria, explicado e n los puntos anteriores. Seccin Operativa Capacidad Terica Operativa 172 kg/h 240 caj/h Horas Efectivas Capacidad Terica Mensual 28.896 kg 40.320 caj Suplem. 30% ( *) 132 kg/h 185 caj/h Capacidad Real Mensual 22.228 kg 31.015 caj Desposte Empacado 168 168 (*) Ver manual de la OIT. La diferencia con el clculo de la maquinaria consiste e n que, en el caso de la mano de obra, la capacidad terica se ve afectada de un su plemento, el cual considera que la capacidad real esta dada a ritmo normal de tr abajo y no al ptimo. C apacidad real = C apacidad teorica 100 % + suplem ento 4.10.Determinacin de la cantidad de operarios - Grado de Aprovechamiento Seccin Op erativa Prog.mens . de Prod. Cap. Real Mensual (por op.) Cant. Op. necesarias Ca p. Real Secciones Operativas 355.648 kg 558.270 caj Grado de Aprovechamiento Desposte Empacado* 344.127 kg 528.846 caj 22.228 kg 31.015 caj (15,5) 16 (17,1) 18 97% 95% * Una caja contiene 2 flow pack con 4 hamburguesas. Adems se puede observar de lo s cuadros anteriores que el cuello de botella de la lnea de produccin se encuentra en la operacin de desposte. Y la capacidad real del equipo es de 2.186.209 hambu rguesas. 4.11.Etapas de Instalacin de Lneas El hecho de que el proyecto entra en rg imen en el ao 5, pasando por tres etapas previas, brinda la posibilidad de realiz ar la instalacin de las lneas de produccin en forma progresiva a medida que sea nec esario. En funcin a los planes de produccin de cada ao y a las capacidades de las lneas de p roduccin, las etapas de la instalacin sern: PROYECTOS DE INVERSIN Cap. 15
INGENIERA Plan de Produccin Capacidad por lnea * No.de lneas necesarias Capacidad total % uti lizacin Unidades Toneladas Toneladas Toneladas % Ao 1 920 657 (1,4) 1.314 70% 2 Ao 2 1.380 657 (2,1) 1.971 70% 3 Ao 3 1.951 657 (2,98) 1.971 99% 3 Ao 4 2.525 657 (3,9) 2.628 96% 4 Ao 5 2.530 657 (3,9) 2.628 96% 4 Como se mencion anteriormente, la capacidad de la lnea est dada en funcin de la capa cidad de la seccin cuello de botella, en este caso las secciones de formado y emp acado. La capacidad de la lnea es la produccin de la ltima seccin cuando el cuello d e botella trabaja a su capacidad. El clculo de la determinacin del nmero de lneas a instalar en cada etapa es anlogo al clculo que se realiz en la determinacin del No. mquinas en cada seccin operativa. 4.12.Programa de Evolucin del Proyecto. El progra ma de evolucin del proyecto se extiende en el periodo de anlisis. Para este proyecto es de 10 aos. Ventas Stocks Prom. Produccin Desperd. No recuperab. En curso y semielab. Consumo de materia prima Stock de materia prima Compra de materia prima Unidad Ton. Ton. Ton. Ton. Ton. Ton. Ton. Ton. Ao 1 Ao 2 (1) 913 1,376 7 11 920 1.380 583,5 864 28,78 43,17 1.532,33 2.258,42 12, 26 18,07 1.544,59 2.264,23 Ao 3 Ao 4 (2) Aos 5 al 10 1,947 2,525 2,530 15 20 20 1.951 2.530 2.530 1.220,7 1.58 7,8 1.583 61,04 79,15 79,15 3.189,6 4.135,94 4.113,02 25,52 33,09 32,90 3.197,05 4.143,51 4.112,84 Los volmenes de stocks corresponden a los promedios anuales. (1) - (2) En los aos 2 y 4 se agrega una lnea paralela de produccin . En el ao 1 el consumo de materia prima esta destinado a la produccin y a la formac in de mercadera en curso y semielaborada. En los primeros 2 meses de puesta en mar cha, se produce porcentualmente un 20% ms de desperdicios no recuperable, o sea u n 75%. Tambin en estos dos meses la produccin es un 30% menor al resto de los mese s, el primer mes vara de 0-20% y el segundo de 20100%. El consumo de materia prima para realizar la produccin ser: PROYECTOS DE INVERSIN Cap. 16
INGENIERA Produccion = 920 Ton = Produccion mensual * 0,7 + Produccion mensual * 9,5 Produ ccion mensual = 920 ton 10,2 920 ton 0,7 1,75 = 110,54 ton 10,2 920 ton mes meses 1,63 = 1393 ton 10,2 en la puesta en marcha : en los restantes 9,5 meses : total de materia prima para produccion = (110,54 + 1393) ton = 1 503,54 ton volu men de prod. anual = 920 ton desperdicio no recuperable = (1503,54 920) ton = 5 83,54 ton. Se consideran 11,5 meses al ao por descontar 15 das de vacaciones. Considerando qu e el ciclo de elaboracin demanda 5 das a ritmo normal. El consumo de materia prima en mercadera en proceso ser: alimentacion requerida para la elaboracion = 125 ton 115 meses . mes a o 5 dias = 28,78 ton a o 250 dias = 17,7 ton a o producto elaborado = 28,78 ton a o 1,63 desperdicio no recuperable = 17 ,7 ton a o* 0,63 = 11,08 ton a o total de merc. en curso y semielaborada = (17,7 + 11,08) ton a o = 28,78 ton a o Se puede observar que el consumo especfico de materias primas y materiales durant e el periodo de puesta en marcha es lgicamente superior a los normales y consecue ntemente las mermas y desperdicios son proporcionalmente mayores en ese periodo. En los aos 2 y 4, al agregarse una lnea paralela de las mismas caractersticas que las ya existentes, se incrementa la cantidad de material en curso y semielaborad o proporcionalmente. La evolucin de los desperdicios y mermas se puede seguir mej or en el siguiente cuadro: Unidad Ton. Desperd. No recuperab. Ton. Produccin Ton. Cociente Desperd./Produc. Ao 1 Ao 2 (1) Ao 3 Ao 4 (2) Aos 5 al 10 583,5 864 1.220,7 1.587,8 1.583 920 1.380 1.9 51 2.525 2.530 63,43% 62,61% 62,57% 62,76% 62,57% Se observa que el valor de desperdicio/mermas en proporcin de la produccin para el primero, segundo y tercer ao, es relativamente mayor que el de los siguientes aos debido al perodo de puesta en marcha de las mquinas operativas instaladas durante los mismos. PROYECTOS DE INVERSIN Cap. 17 9,5
INGENIERA Cuando se alcanza el rgimen, ao 5, el consumo de materia est destinado en su totali dad a la produccin. Con el fin de preservar la calidad del producto se trabaja co n bajos stocks de materia prima, 2 das, o sea: stock = consumo ton a o 2 dias 250 dias La compra de materia prima se determina como: Compra = Consumo + Stock alimentacion requerida para la elaboracion = 344 ton mes 5 dias = 16,56 ton a o 16,56 ton a o 1,63 producto elaborado = = 10,16 ton a o desperdicio no recuperable = 10,16 ton ton a o* 0,63 = 6,4 a o a o = 16,56 ton total de merc. en curso y semielaborada = (10,16 + 6,4) ton a o Una vez alcanzado el estado de rgimen las compras son iguales a los consumos y la produccin a las ventas; los stocks permanecern constantes. Ahora se cuenta con la informacin necesaria para empezar a dimensionar los depsitos de materias primas y materiales. 4.13.Cronograma de ejecucin. Es el conjunto de eventos necesarios ha sta alcanzar la puesta en marcha del proyecto, ordenados en el tiempo. Ao : Bimestre : Desarrollo del Proyecto Adjudicacin de los Crditos Compra de Equipo s ( 2 lneas ) Construccin de Instalaciones Montaje Puesta en Marcha Produccin 2 lnea s al 70% Compra de nuevos Equipos (1 lnea) Montaje de nuevos Equipos Puesta en Ma rcha Produccin 3 lneas al 70% 3 lneas al 98% Compra de nuevos Equipos (1 lnea) Monta je de nuevos Equipos Puesta en Marcha Produccin 4 lneas al 95% -1 1 2 3 4 5 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 1 2 3 4 5 6 PROYECTOS DE INVERSIN Cap. 18
115 meses a o . 340 dias
INGENIERA 5.Lay-out Teniendo en cuenta la tecnologa seleccionada, el proceso de elaboracin, la capacid ad a instalar, el flujo de los productos en la planta, las condiciones ptimas par a realizar cada operacin y los requerimientos de servicios auxiliares se deber rea lizar el lay-out de la planta a instalar. El lay-outes la disposicin de los distintos equipos mquinas y reas especiales (ej.: almacenamientos) en la planta considerand o cada una de las caractersticas descriptas. Este proceso busca equilibrar todos los elementos (productivos o no productivos, directos o indirectos) requeridos p or la unidad productiva, optimizando de esta forma el proceso productivo. Deber t enerse en cuenta un correcto flujo de los materiales siguiendo en la medida de l o posible sistemas de fcil implementacin y control que no posean retrocesos y/o cr uces de flujos que puedan entorpecer el proceso productivo. Debern tambin evitarse recorridos innecesarios tanto de personal cmo de productos y/o materiales. Para la ejecucin de un correcto lay-out es importante considerar que las medidas que se toma son en su mayora irreversibles; y si stas no son las adecuadas, en un corto p lazo se convertirn en un costo adicional. A esta altura es importante destacar qu e los edificios se disean para albergar a un proceso productivo (personal, equipo s, insumos, etc.,) y no a la inversa; es decir adaptar el proceso a las construc ciones. Es aconsejable desarrollar el lay-out desde las unidades bsicas de producc in hasta llegar a la distribucin de la planta y la posterior seleccin del terreno e n la localizacin determinada. Es decir de menor a mayor, de adentro hacia afuera. 5.1.Metodologa para la elaboracin del lay-out: 1. Definicin de las restricciones y/o condicionamientos: Consiste en determinar aquellos condicionantes que surgen a raz de la tecnologa y del proceso seleccionado. Si se trata de una ampliacin o construccin sobre un terr eno existente se debern considerarlas caractersticas y dimensiones del los edifici os y terrenos disponibles. 2. Definicin del tipo de lay-out a emplear: Este eleccin est relacionada al proceso seleccionado y a las caractersticas del bie n o servicio a producir. Entre las configuraciones ms comunes se destacan: Posicin fija: el producto permanece esttico y concurren hacia el todos los procesos prod uctivos, recursos e insumos. Ej.: Astilleros. Por proceso: es la configuracin en la que los equipos que realizan tareas similar es se agrupan en sector constituyendo un rea productiva. El producto se desplaza de una a otra rea productiva. Ej.: Taller de Matricera. PROYECTOS DE INVERSIN Cap. 19
INGENIERA Por lnea: es la configuracin en la cual se agrupan todas las operaciones que se re alizan sobre un determinado producto. Esta operaciones estn ordenadas de acuerdo al proceso productivo necesario para la obtencin del mencionado producto. El prod ucto fluye a travs de la lnea de produccin. Ej.: Ind. Automotriz, Hilanderas, etc. 3. Flexibilidad: Es un importante concepto a tener en cuenta cuando se disea un proceso productivo , mientras la distribucin por lnea de produccin es muy poco flexible, la distribucin por proceso permite tener mayor flexibilidad y de esta forma poder realizar var ios productos en un mismo lay-out. Dependiendo del tipo de producto/s a elaborar d epender que se seleccione una u otra distribucin de los procesos productivos. 4. Informacin requerida: El Balance de lnea proveer la siguiente Tecnologa y proceso de produccin seleccionados. informacin: nmero de mquinas y o equipos a emplear, volmenes necesarios de stocks de materia prima, produccin en proceso y producto terminado, requerimientos de pers onal. La seleccin de la tecnologa indicar las dimensiones de los equipos y las nece sidades de servicios auxiliares de los mismos. El proceso de produccin proveer la informacin correspondiente a las condiciones en las cuales deber desarrollarse las distintas operaciones, etc. 5. Desarrollo: Se inicia en la mnima unidad productiva, ya sea un puesto de trabajo determinado o un sector de operaciones, donde se prestar especial atencin a: distribucin fsica d e las maquinarias y/o equipos. movimientos de personal y suministros. circulacin del producto. condiciones ambientales y/o de trabajo especficas. relacin con otras unidades productivas Este proceso se realiza iterativamente las veces que sea n ecesario hasta obtener el lay-out de todo el proceso productivo. A los fines de ll egar al resultado final se utiliza mtodos tales como matrices de ubicacin, que res altan la importancia de que dos o ms procesos se hallen prximos entre s, o de que s e hallen lo ms alejados posible; diagrama de hilos que permiten comparar los reco rrido de los insumos y productos bajo distintas alternativas de lay-out. El proces o de elaboracin de lay-out es un proceso iterativo en dnde se busca equilibrar los r equerimientos tcnicos con los econmicos de manera de optimizar el proceso producti vo. PROYECTOS DE INVERSIN Cap. 20
INGENIERA 6.Organizacin del personal Cada proyecto deber tener una estructura organizativa acorde con los requerimient os propios que exija su ejecucin. Diversas teoras se han desarrollado para definir el diseo organizacional del proyecto. La teora clsica de la organizacin se basa en los principios de la organizacin propuestos por Henri Fayol: a) el principio de l a divisin del trabajo para lograr la especializacin; b) el principio de la unidad de direccin que postula la agrupacin de actividades que tengan el mismo objetivo b ajo la direccin de un solo administrador; c) el principio de la centralizacin, que establece el equilibrio entre centralizacin y descentralizacin y d) el de la auto ridad y responsabilidad. La teora de las organizacin burocrtica, de Max Weber, que seala que la organizacin debe adoptar ciertas estrategias de diseo para racionaliza r las actividades colectivas. Entre estas se destacan la divisin del trabajo, la coordinacin de las tareas y la delegacin de autoridad y el manejo impersonal y for malista del funcionario. La tendencia actual, sin embargo, es que el diseo organi zacional se haga de acuerdo con la situacin. Existen dos tipos de organizacin la formal y la informal. La organizacin formal de una empresa representa el orden jerrquico oficial que consta en documentos mient ras la organizacin informal estudia las relaciones sociales entre los individuos. El estudio organizacional determina la organizacin formal. La estructura de la o rganizacin funcional divide las unidades de modo que cada una cuente con un conju nto diferente de deberes y responsabilidades. Hay diferentes tipos de estructura s: la organizacin por producto, la organizacin territorial, la organizacin orientad a al cliente, la organizacin matricial y las estructuras mltiples que son una comb inacin de los distintos tipos antes mencionados. Los efectos econmicos de la estructura organizativa se manifiestan tanto en las i nversiones como en los costos de operacin. Las primeras se determinaran por el ta mao de le infraestructura fsica requerida para oficinas, salas de espera, etctera y por los requerimientos de equipamiento. Los costos de operacin, por otra parte, dependern de los procedimientos administrativos, planta de personal y otros. El c osto de la mano de obra constituye uno de los principales tems de los costos de o peracin. La magnitud del mismo depender de la especializacin del personal requerido , el grado de automatizacin del proceso, de la situacin del mercado laboral, de la s leyes laborales, del numero de turnos requeridos, etc. Toda estructura se puede definir en trminos de su tamao, tecnologa administrativa y complejidad de la operacin. Conociendo esto se podr estimar el dimensionamiento fs ico requerido para la operacin, las necesidades de equipamiento de las oficinas, las caractersticas del recurso humano que desempeara las funciones y los requerimi entos de materiales, entre otras cosas. La cuantificacin de estos elementos en trm inos monetarios y su proyeccin en el tiempo son los objetivos que busca el estudi o organizacional. PROYECTOS DE INVERSIN Cap. 21
INGENIERA l clculo de la remuneracin deber basarse en los precios actuales de mercado y sus va riaciones futuras. Para su calculo deber considerarse no el ingreso que percibir e l trabajador, sino el egreso que significara para la empresa, que incluye, adems del sueldo, las leyes sociales, los bonos de alimentacin y movilizacin, gratificac iones, horas extras, etc. Se deber informar en el caso del personal de planta las horas por ao a trabajar, el jornal nominal, los premios y beneficios establecido s, y para el resto del personal se indicaran los sueldos mensuales y cargas soci ales. Es imprescindible que el anlisis organizacional guarde una correlacin con las dems variables del proyecto. Por ejemplo, en el dimensionamiento de espacios se deber trabajar en conjunto con el equipo tcnico para que ste pueda incorporar los requer imientos de materiales en su estudio. Otro ejemplo se puede ver en la determinac in de los requerimientos de personal de las reas comercial y administrativa el cua l deber estar relacionado con el estudio de mercado (canales de distribucin, fuerz a de ventas, etc.). Los factores que influyen principalmente en la forme que adopte la estructura se agrupan en cuatro reas decisionales especificas: participacin de unidades externa s al proyecto, tamao de la estructura organizativa, tecnologa administrativa y com plejidad de las tareas administrativas. Casi todos los proyectos de inversin pres entan dos tipos de participaciones posibles de entidades externas; la primera se refiere a las relaciones con proveedores y clientes, la segunda generalmente se manifiestan en forma de auditoras externas, contratistas de obras, agencias fina ncieras, empresas consultoras y otras que permiten operar con una estructura fij a menor. La estructura debe tener un grado de flexibilidad tal que permita su ad ecuacin a las variaciones del medio. La forma que adopta la estructura organizativa determinara en gran parte el mont o de las inversiones a realizar, ya que su dimensionamiento y la definicin de las funciones que le corresponden a cada unidad son la base para definir las caract ersticas de la obra, equipamiento de oficinas e incluso una parte del capital de trabajo. Por otra parte, la mayora de los costos de operacin que se deducen del anl isis organizacional provienen del estudio de los procedimientos administrativos que se definan para el proyecto. El personal se puede separar en dos tipos: el personal de planta y el administra tivo - comercial. El primero se puede clasificar en la mano de obra directa y la indirecta. Se deber hacer un balance de personal de planta del cual se obtendr el costo de la mano de obra por perodo para un nivel de produccin establecido. En lo s proyectos que estimen variaciones en el nivel de produccin, debido a la existen cia de estacionalidades en las ventas o por proyecciones del crecimiento de la d emanda habr que realizar un balance para cada nivel de produccin. PROYECTOS DE INVERSIN Cap. 22
INGENIERA La estructura organizativa elegida se presentara a travs de un organigrama. En ca da sector del mismo se indicara el tipo y cantidad de personal requerido en func in del trabajo total y la carga normal por persona. En el caso de industrias esta cionarias se consignara el personal a ocupar en las distintas pocas del ao. Antes de iniciar la organizacin de la empresa se deber disponer de un convenio laboral d el sector industrial al que pertenece la misma. 7.Marco Legal Las actividades que desarrolla el hombre en sociedad requieren de normas que reg ulen los derechos y deberes de sus miembros. Toda actividad empresarial y los pr oyectos que de ella se originan se encuentran incorporados a un determinado orde namiento jurdico que regula el marco legal en el cual los agentes econmicos se des envolvern. El estudio de factibilidad de un proyecto de inversin debe darle especial importa ncia al anlisis y conocimiento de las leyes que regirn la accin del proyecto, tanto en su etapa de origen como en su implementacin y puesta en marcha. Ningn proyecto , por muy rentable que sea, podr llevarse a cabo si no encuadra en el marco legal correspondiente. La legislacin es distinta en cada pas y depende de su desarrollo, tecnologa, cultur a, tradiciones, etc. Siempre existen en los pases normas de carcter general, sin p erjuicio de las legislacin de tipo federal, regional, local, municipal, etc. As, p or ejemplo, varios pases disponen de zonas francas o libres de impuestos y gravmen es. El analista legal deber conocer el marco normativo general y especifico, de m anera tal de poder disponer de los recursos necesarios para la correcta evaluacin del proyecto. Los aspectos legales abarcan tambin la forma de organizacin que adopte la empresa. Cada pas define distintos tipos de organizacin de las empresas y tambin establece normas tributarias, administrativas, contables, fiscalizadoras, etc., que afecta n de una manera u otra a la empresa encargada de la implementacin del proyecto. El marco de referencia legal del proyecto deber definirse antes de realizar la ev aluacin, de forma de poder determinar la viabilidad del proyecto. Asimismo, se de ber medir los desembolsos que impliquen las distintas alternativas de organizacin legal de la empresa. Entre las formas legales ms de economa privada o mixta, personas de responsabilidad tiva comunitaria. Se debern PROYECTOS DE INVERSIN Cap. 23 representativas de la organizacin empresarial en pases se distinguen la propiedad particular, la sociedad de limitada, la sociedad annima y la organizacin corpora analizar las ventajas de cada alternativa.
INGENIERA Finalmente, debern tenerse en cuenta los distintos factores legales que pueden af ectar al proyecto en sus distintas etapas. Tanto en la localizacin, como en el es tudio tcnico, el financiamiento, la administracin, la organizacin, etc., deberan con siderarse los aspectos que la legislacin le puede imponer al proyecto y como ello s afectan el flujo de egresos. 8.Medio Ambiente(*) El medio ambiente es un sistema complejo e integrado, dotado de un equilibrio es pecial, que se ha alterado por el impacto producidos por agentes nuevos y podero sos, dando lugar a una serie de sucesos de gran difusin en el mundo: la ruptura d e la capa de ozono, el efecto invernadero, la desaparicin de las distintas especi es, las lluvias cidas y los fuertes ciclones en las regiones regionales. Es neces ario velar por la conservacin del medio ambiente sin descuidar la economa por ello la importancia de su consideracin al encarar un proyecto. Al decidir la localizacin del proyecto es muy importante averiguar sobre las norm as de radicacin industrial vigentes en la zona. Hay que buscar zonas industriales o que permitan la instalacin de la planta en cuestin. La ley ambiental 11.459 de la Provincia de Buenos Aires tiene por objetivo asegurar la generacin, manipuleo, transporte y disposicin final ambientalmente sustentable de los residuos patgenos . Indica si debe hacerse o no una evaluacin del impacto ambiental segn el grado de contaminacin que implique el proyecto. Si bien esta ley todava no se encuentra re glamentada conviene tenerla en cuenta dado que la misma rige tanto para futuras instalaciones, ampliaciones o modificaciones de empresas en marcha. 8.1.Estudio de impacto ambiental El estudio de impacto ambiental puede ser definido en forma simple, como un conjunto de anlisis sobre los efectos (impactos) que tiene una d eterminado proyecto sobre el ambiente (natural y construido o aun cultural), que se realiza con el objetivo de tener un elemento ms, a la hora de decidir acerca de la conveniencia o la mejor forma de llevar a cabo el proyecto. El estudio de impacto ambiental tiene el alcance y el contenido que determina especficamente ca da legislacin. Independientemente de las leyes vigentes en la zona es aconsejable realizar un estudio de impacto ambiental para evitar futuros problemas. El proceso del estudio de impacto ambiental debe permitir relevar e integrar la mayor cantidad de informacin relevante sobre el proyecto en anlisis, evaluar las c onsecuencias ambientales de la accin propuesta, explorar alternativas y identific ar medidas de eliminacin o mitigacin de los impactos ambientales indeseables. (*) Colaboracin especial de Dr. H. Pay Cap. PROYECTOS DE INVERSIN 24
INGENIERA El estudio de impacto ambiental debe colaborar para encauzar el desarrollo econmi co - social en trminos de sustentabilidad y muchas veces ahorrar recursos y optim izar la inversin. Como primer medida hay que ver si existen leyes sobre evaluacin de impacto ambiental en la provincia donde se localizar el proyecto. A nivel naci onal hay un manual de estudios de impacto ambiental de la Secretaria de Energa. L os pasos de un Estudio de Impacto Ambiental se pueden sintetizar en los siguient es: a) Descripcin del proyecto: Sus objetivos y justificacin, incluyendo beneficio s socioeconmicos y ambientales esperados; localizacin, rea de influencia y relacin c on la infraestructura existente en la zona; principales componentes y consecuenc ias en la etapa pre - constructiva, constructiva y operativa; tecnologa, procesos , insumos, productos, subproductos, vibraciones, olores, ruidos, emisiones y des echos en cada una de ellas; medidas de proteccin ambiental; y alternativas de eje cucin del proyecto. b) Descripcin de la situacin ambiental existente: Caractersticas ambientales generales del rea de influencia, componentes biofsicas y socioeconmico s y sus interrelaciones. c) Marco normativo: Se describen las normas ambientales aplicables al proyecto. Ningn proyecto puede prescindir de un analista legal, el cual entre otros temas deber asesorar al resto del equipo para prevenir futuras acciones judiciales en contra del proyecto. Si bien este punto no parece muy rel evante, es muy importante, ya que en la actualidad la gente esta comenzando a to mar conciencia sobre la importancia del medio ambiente y muchas empresas estn en serias dificultades debido a los vecinos y a la prensa que llevan a la empresa a juicio no siempre teniendo razn. d) Posibles impactos ambientales: Se identifica n los posibles impactos ambientales para cada alternativa propuesta, sean direct os o indirectos, simples o acumulativos: interpretndolos en trminos de duracin y de intensidad; y se valoran positiva o negativamente, en forma cuantitativa o cual itativa. Los impactos pueden verse sobre el agua, aire, nivel de trfico, nivel de ruido, impactos visuales, costas, bosques, etc. e) Medidas preventivas y mitiga torias: En el caso que el proyecto atent contra el medio ambiente se debern plante ar medidas preventivas (ej. si se contamina el aire se deber optar por las tecnol ogas apropiadas para reducir los efectos nocivos de la misma), reductoras y corre ctivas necesarias y de mitigacin (si el proyecto hace peligrar la vida de rboles s e toma como medida la plantacin de cierto nmero de rboles por ao),con el fin de repa rar los posibles daos que ocasione el mismo. Se debern valorar los impactos negati vos inevitables y la eficacia de las medidas de mitigacin. f) Plan de monitoreo y control: Si corresponde se disea y propone un plan de vigilancia de las condicio nes ambientales y de la implementacin de las medidas preventivas y mitigatorias, en las diferentes etapas del proyecto. g) Resumen: Se deber presentar un document o de sntesis en el que resumir en trminos comprensibles las caractersticas generales del proyecto y sus alternativas; las conclusiones acerca de los posibles impact os ambientales y la viabilidad de las actuaciones propuestas; los inconvenientes con PROYECTOS DE INVERSIN Cap. 25
INGENIERA normas aplicables; y, un detalle de las medidas preventivas y correctivas y del plan de monitoreo propuestos. Finalmente, el organismo competente habr de adoptar una resolucin. La misma podra c omprender: el rechazo del proyecto, la autorizacin de la ejecucin del mismo o la h abilitacin de la ejecucin del proyecto bajo determinadas condiciones (ciertas alte rnativas se descartan, se establecen medidas de prevencin, reduccin o mitigacin, et c.). Es muy importante disear el proyecto de manera que cumpla con las exigencias ambi entales, de esta manera se evitaran muchas complicaciones posteriores. Los tres te ms ms importantes a tener en cuenta son el agua, el aire y los residuos. Segn el t ipo de efluentes que posea el proyecto se deber contemplar la construccin de una p lanta de tratamiento de efluentes (decreto 674/89 y 776/92). Para el caso de los residuos peligrosos se puede acudir a realizar plantas de tratamiento las cuale s modifican las caractersticas fsicas, la composicin qumica o la actividad biolgica d e cualquier residuo; o a las plantas de disposicin final que son lugares especial mente acondicionados para depsito permanente de residuos peligrosos, ej. rellenos de seguridad (ley 24.051 cap. VI). 8.2.Desarrollo sostenible En 1972 se realizo en Estocolmo la primer reunin mundial sobre medio ambiente, la Conferencia sobre el Medio Humano. La Organizacin de las Naciones Unidas estableci, en 1983, la Com isin Mundial sobre Medio Ambiente y Desarrollo. En 1987 la denominada Comisin Brun tland, en honor a su presidenta, exhort al inicio de una nueva era de desarrollo econmico racional desde el punto de vista ecolgico. Declar que la humanidad contaba con la actitud para lograr un desarrollo sostenible, lo cual se trata del "uso de los recursos para satisfacer cada vez ms las necesidades de la poblacin sin com prometer la preservacin de esos recursos para las generaciones futuras". En 1992 se celebro en Ro de Janeiro la Cumbre para la Tierra, la Conferencia sobr e Medio Ambiente y el Desarrollo en la que se trazaron los principios para alcan zar un desarrollo sostenible. Se concertaron dos acuerdos internacionales y se f ormularon dos declaraciones de principios y un vasto programa de accin sobre desa rrollo mundial sostenible, denominado programa 21, consista en un conjunto de nor mas tendientes al logro de un desarrollo sostenible desde el punto de vista soci al, econmico y ecolgico. Todas las naciones deben proponerse llegar a una nueva forma de desarrollo que r ealice la conjuncin del proceso de produccin con la conservacin de los recursos y e l mejoramiento del medio ambiente. El desarrollo sostenible exige cambios en las polticas nacionales e internacionales. El desarrollo sostenible es una poltica a largo plazo. Este desarrollo significa reconocer que si deseamos tener acceso continuo a los recursos que posibilitan l a vida, y si hemos de expandir los PROYECTOS DE INVERSIN Cap. 26
INGENIERA beneficios del progreso industrial, tenemos que estar conscientes de las implica ciones y limitaciones que supone tomar este derrotero. Los problemas de la pobre za y el subdesarrollo no pueden resolverse a menos que forjemos una nueva era de crecimiento en la que los pases en desarrollo desempeen una funcin ms preponderante y cosechen mayores beneficios. No puede proseguir indefinidamente el progreso a largo plazo de los pases industriales ni en desarrollo, sino se tienen en cuenta los fundamentos ecolgicos del desarrollo. Si se destruyen o se daan los recursos naturales, el desarrollo econmico, social y poltico se estancar, y por ultimo, empe zara a decaer. El desarrollo sostenible contiene dos conceptos claves el de las necesidades y l a idea de las limitaciones que imponen la tecnologa y la sociedad a las capacidad es del medio ambiente para satisfacer las necesidades de las personas. El desarr ollo sostenible supone que se satisfaga las necesidades fundamentales de todos y que se amplen las posibilidades de que todos puedan colmar sus aspiraciones a un a vida mejor; pero tambin implica la aceptacin de que los niveles de consumo deben ceirse a los limites de las posibilidades ecolgicas y a los que todos pueden aspi rar. % Bibliografa Criterios de Evaluacin de Proyectos; N. Sapag Chain - R. Spag Chain. Preparacin y Evaluacin de Proyectos; N. Sapag Chain - R. Spag Chain. Manual Instructivo para D esarrollar el Formulario N2 de Proyectos de Medianas y Grandes Empresas; Ing. J. Grimoldi. Apuntes de Clase del Ing. J. Grimoldi. Apuntes de clase de Organizacin de la Produccin II. Administracin; David R. Hampton. La Psicologa Social de la Ind ustria; J. A. C. Brown. Evaluacin del Impacto Ambiental; Marcelo J. Cousillas. Pr ovincia de Buenos Aires, Ley 11.459 y Decreto Reglamentario. Decreto 674. Decret o 776/92. Ley 24.051. Glosario sobre Ecologa y Medio Ambiente; Ing. Estela Trucco Padin de Mariscotti. PROYECTOS DE INVERSIN Cap. 27
Das könnte Ihnen auch gefallen
- UF1125 - Técnicas de programación en fabricación mecánicaVon EverandUF1125 - Técnicas de programación en fabricación mecánicaNoch keine Bewertungen
- Ingeniería Del ProyectoDokument7 SeitenIngeniería Del ProyectoElizabeth AracelyNoch keine Bewertungen
- Resumen de La Unidad 7 Kayra MejiaDokument5 SeitenResumen de La Unidad 7 Kayra MejiaMaireling HerreraNoch keine Bewertungen
- Investigacion Preliminar de Los Distintos Procesos de ProduccionDokument10 SeitenInvestigacion Preliminar de Los Distintos Procesos de ProduccionAlis Crespo0% (1)
- Tema 7 Estudio Tecnico - Estudio de IngenieriaDokument18 SeitenTema 7 Estudio Tecnico - Estudio de IngenieriaJOSUE VILLA CHAVEZNoch keine Bewertungen
- Ensayo Sobre Ingenieria Del ProyectoDokument2 SeitenEnsayo Sobre Ingenieria Del ProyectoEliseo Mendez80% (5)
- Diseño 2 ParcialDokument124 SeitenDiseño 2 ParcialFernando AbrilNoch keine Bewertungen
- Temas de 2.1 Al 2.10Dokument36 SeitenTemas de 2.1 Al 2.10THANNIA LIZBETH HERNANDEZ ALCANTARANoch keine Bewertungen
- Unidad III - El Estudio Técnico - Parte 1Dokument28 SeitenUnidad III - El Estudio Técnico - Parte 1Hernán Rubén RíosNoch keine Bewertungen
- Ingeniería Del ProyectoDokument47 SeitenIngeniería Del ProyectoJota CNoch keine Bewertungen
- Tarea #Iii - Ingenieria Del ProyectoDokument3 SeitenTarea #Iii - Ingenieria Del ProyectoSebastian Solis MirandaNoch keine Bewertungen
- Alcances Del Estudio de IngenieríaDokument1 SeiteAlcances Del Estudio de IngenieríamayaraNoch keine Bewertungen
- Resumen de Los Temas: 4. Estudio Técnico 4.1 Determinación de La Localización de La Planta 4.2 Determinación de La Magnitud Del ProyectoDokument17 SeitenResumen de Los Temas: 4. Estudio Técnico 4.1 Determinación de La Localización de La Planta 4.2 Determinación de La Magnitud Del ProyectoFili Rojas100% (2)
- Estudio TecnicoDokument6 SeitenEstudio TecnicoAdriana BetancourtNoch keine Bewertungen
- Ensayo Ingenieria Del ProyectoDokument4 SeitenEnsayo Ingenieria Del ProyectoCesar ZamoraNoch keine Bewertungen
- Estudio TécnicoDokument26 SeitenEstudio TécnicoDiego Miguel Acosta50% (2)
- Presentacion Oficial Plan de NegociosDokument69 SeitenPresentacion Oficial Plan de NegociosRicardo SevillanoNoch keine Bewertungen
- Analisis Técnico Emprendimiento MauricioDokument6 SeitenAnalisis Técnico Emprendimiento MauricioYomiOchoa100% (1)
- Ingenieria Del ProyectoDokument16 SeitenIngenieria Del ProyectoAldo Gonzalez AguilarNoch keine Bewertungen
- Estudio TécnicoDokument19 SeitenEstudio TécnicoyebersonNoch keine Bewertungen
- Capitulo Del Estudio TecnicoDokument7 SeitenCapitulo Del Estudio TecnicoEliza Santos LopezNoch keine Bewertungen
- Estudio Tecnico para Revisar en GrupoDokument20 SeitenEstudio Tecnico para Revisar en GrupoClaudia Dilenia Rodriguez Salgado100% (1)
- Ingeniería Del ProyectoDokument49 SeitenIngeniería Del ProyectoGabriela LeonNoch keine Bewertungen
- Estudio Técnico-OperativoDokument48 SeitenEstudio Técnico-Operativoelcala_elk19450% (1)
- Estudio TécnicoDokument13 SeitenEstudio Técnicoroxcined apolinarNoch keine Bewertungen
- 07 - Antecedentes Economicos Del Estudio TecnicoDokument26 Seiten07 - Antecedentes Economicos Del Estudio Tecnicoerick.delcastillo100% (1)
- ESTUDIO TÉCNICO ResumenDokument11 SeitenESTUDIO TÉCNICO ResumenNilson Alexander Guerrero Higuera50% (6)
- Aspectos A Considerar para Un Estudio TécnicoDokument9 SeitenAspectos A Considerar para Un Estudio Técnicoorielis carrasqueroNoch keine Bewertungen
- Estudio Técnico y Marco LegalDokument6 SeitenEstudio Técnico y Marco LegalGriselda GarcíaNoch keine Bewertungen
- Aspectos TecnicosDokument6 SeitenAspectos Tecnicossaray baldovino velasquezNoch keine Bewertungen
- Estudio Tecnico-OperativoDokument9 SeitenEstudio Tecnico-OperativoEfraín José Ordaz AdriánNoch keine Bewertungen
- Estudio TécnicoDokument15 SeitenEstudio TécnicoZUNoch keine Bewertungen
- Tarea 3 Jose AbreuDokument10 SeitenTarea 3 Jose AbreuAbreu AbreuNoch keine Bewertungen
- Unidad 4Dokument7 SeitenUnidad 4Silva FrankNoch keine Bewertungen
- PROYECTOSDokument22 SeitenPROYECTOSDaurin SandaNoch keine Bewertungen
- Semana 4 Cap 7 - Antecedentes Económicos Del Estudio Técnico PDFDokument25 SeitenSemana 4 Cap 7 - Antecedentes Económicos Del Estudio Técnico PDFRenato Mauricio Choque MoranNoch keine Bewertungen
- Capitulo 7 Antecedentes EconómicosDokument24 SeitenCapitulo 7 Antecedentes EconómicosKelo TelloNoch keine Bewertungen
- Ingenieria Del ProyectoDokument21 SeitenIngenieria Del ProyectoRAZNAVANoch keine Bewertungen
- Investigación Sobre Estudio TécnicoDokument9 SeitenInvestigación Sobre Estudio TécnicoRendon Rios Adrian JaretNoch keine Bewertungen
- Estudio Técnico Temas Selectos 2023Dokument11 SeitenEstudio Técnico Temas Selectos 2023Manuel Alejandro Sanabria AmayaNoch keine Bewertungen
- Estudio Técnico-Información General y PuntosDokument14 SeitenEstudio Técnico-Información General y PuntosAdilene GómezNoch keine Bewertungen
- Preparacion y Evaluacion de Proyectos Se-124-183Dokument60 SeitenPreparacion y Evaluacion de Proyectos Se-124-183SALOMON TORRES CARREONNoch keine Bewertungen
- Estudio TécnicoDokument2 SeitenEstudio TécnicoIván Fabila IbarraNoch keine Bewertungen
- Antecedentes Económicos Del Estudio TécnicoDokument20 SeitenAntecedentes Económicos Del Estudio Técnico02-AS-HU-JACKQUELINE GABRIELA ASUNCION QUIJADA GARCIANoch keine Bewertungen
- Monografia de Ingenieria Del ProyectoDokument25 SeitenMonografia de Ingenieria Del ProyectoAlvaro AliagaNoch keine Bewertungen
- Antecedentes Económicos Del Estudio TécnicoDokument9 SeitenAntecedentes Económicos Del Estudio TécnicoDina Eunice Paz0% (2)
- Unidad 4 (Planificación y Evaluación de Proyectos de Obras Civiles)Dokument13 SeitenUnidad 4 (Planificación y Evaluación de Proyectos de Obras Civiles)nelson100% (1)
- UNIDAD III Formulacion y Evaluacion de ProyectosDokument4 SeitenUNIDAD III Formulacion y Evaluacion de ProyectosBrandon Luchi Contreras NeriNoch keine Bewertungen
- Sesion N10 IngenieriadelproyectodelprocesoindustrialDokument27 SeitenSesion N10 IngenieriadelproyectodelprocesoindustrialMadeleine PalaciosNoch keine Bewertungen
- Estudio TécnicoDokument3 SeitenEstudio TécnicoYOXABETHNoch keine Bewertungen
- Estudio Preliminar o Idea de NegocioDokument23 SeitenEstudio Preliminar o Idea de NegocioFlorencio Ml. TejadaNoch keine Bewertungen
- Cuestionario 3Dokument3 SeitenCuestionario 3Samael ATNoch keine Bewertungen
- Cómo Elaborar El Estudio TécnicoDokument35 SeitenCómo Elaborar El Estudio TécnicoJARVIZ80% (5)
- Estudio Técnico y Marco Legal TEMA 6 13 MAYO 2020Dokument13 SeitenEstudio Técnico y Marco Legal TEMA 6 13 MAYO 2020saludNoch keine Bewertungen
- Estudio TecnicoDokument21 SeitenEstudio TecnicoRoberto SaviñonNoch keine Bewertungen
- Modulo 3 Estudio TécnicoDokument28 SeitenModulo 3 Estudio TécnicoJhandira Humana CorrilloNoch keine Bewertungen
- Unidad IvDokument6 SeitenUnidad IvpalmarojasalmaabrilNoch keine Bewertungen
- Estudio Tecnico de Un ProyectoDokument9 SeitenEstudio Tecnico de Un Proyectoanibal calderon rojasNoch keine Bewertungen
- Estudio TecnicoDokument11 SeitenEstudio Tecnicojaime MenesesNoch keine Bewertungen
- Segunda Guia de Estudios de Evaluación de ProyectosDokument4 SeitenSegunda Guia de Estudios de Evaluación de ProyectosNaomi Ocampo FrancoNoch keine Bewertungen
- Ingenieria de ProyectosDokument32 SeitenIngenieria de Proyectosmiguelo2308Noch keine Bewertungen
- EL CONTRATO INTERNACIONALbuenoDokument32 SeitenEL CONTRATO INTERNACIONALbuenogagad753Noch keine Bewertungen
- Ingenieria de ProyectosDokument33 SeitenIngenieria de Proyectosmiguelo2308Noch keine Bewertungen
- Derecho de AsiloDokument34 SeitenDerecho de Asilomiguelo2308Noch keine Bewertungen
- Funciones de La C.C.I.Dokument7 SeitenFunciones de La C.C.I.miguelo230833% (3)
- Informe Ensayos Mecanicos Curso Anclajes FeeDokument63 SeitenInforme Ensayos Mecanicos Curso Anclajes Feekmariyus133311Noch keine Bewertungen
- Curso Scrum - ProyectDokument8 SeitenCurso Scrum - ProyectDennis_eduNoch keine Bewertungen
- PQ200v187 Manual EspanolDokument142 SeitenPQ200v187 Manual EspanolAbel Rivera CervantesNoch keine Bewertungen
- Elemento de Diseño AnomaliaDokument14 SeitenElemento de Diseño AnomaliaRobertinio HchNoch keine Bewertungen
- Enlaces Químicos INFORME 7 - UNIVERSIDAD CIENTÍFICA DEL SURDokument16 SeitenEnlaces Químicos INFORME 7 - UNIVERSIDAD CIENTÍFICA DEL SURAnonymous TFEva90% (1)
- Trabajo Individual 3 Tatiana ZhingreDokument19 SeitenTrabajo Individual 3 Tatiana ZhingreTatii JanethNoch keine Bewertungen
- La Balistica en La Criminalistica de CampoDokument90 SeitenLa Balistica en La Criminalistica de Campojfilinich_1Noch keine Bewertungen
- Catálogo de Conceptos CDMXDokument372 SeitenCatálogo de Conceptos CDMXBlanca Oliver100% (2)
- Método de Euler. Ecuaciones Diferenciales - Solución NuméricaDokument4 SeitenMétodo de Euler. Ecuaciones Diferenciales - Solución NuméricaCris AcevedoNoch keine Bewertungen
- Cal CuloDokument5 SeitenCal CuloAndrew SilvaNoch keine Bewertungen
- KFE10002SDokument26 SeitenKFE10002SJuan Goicoechea100% (1)
- PRÁCTICA 6. Determinación de La Constante de Equilibrio.Dokument6 SeitenPRÁCTICA 6. Determinación de La Constante de Equilibrio.MartinDuarte100% (2)
- FII Taller Final 2021Dokument3 SeitenFII Taller Final 2021JAROL ALVEIRO LOZANO VIVAS0% (2)
- Diseño de Secciones TDokument18 SeitenDiseño de Secciones TTamir Portal HuamanNoch keine Bewertungen
- Problemas Fisica IIDokument12 SeitenProblemas Fisica IIjhonpolNoch keine Bewertungen
- Antologia de Teoria Del ConflictoDokument217 SeitenAntologia de Teoria Del ConflictoManuel JuanNoch keine Bewertungen
- Marco-T ̃eoricoDokument198 SeitenMarco-T ̃eoricoJhonn Kenedy VHNoch keine Bewertungen
- Est-Med Tend Central-°Dokument4 SeitenEst-Med Tend Central-°Juan Garcia MedranoNoch keine Bewertungen
- El Sistema Akáshico. KryonDokument16 SeitenEl Sistema Akáshico. KryonClaudia Pennisi100% (1)
- Filtración Por Debajo de PantallasDokument4 SeitenFiltración Por Debajo de PantallasAnonymous Og0scwyvtmNoch keine Bewertungen
- Evaluacion T1 (Autoguardado)Dokument2 SeitenEvaluacion T1 (Autoguardado)GJ Vasquez MendozaNoch keine Bewertungen
- Reconstruccion Ligamento Cruzado Anterior - PPT 1Dokument34 SeitenReconstruccion Ligamento Cruzado Anterior - PPT 1Ani Fran Solar50% (2)
- QU324eneira Silabo 2019Dokument5 SeitenQU324eneira Silabo 2019pablo calderon huamanNoch keine Bewertungen
- Taller Distribuciones MuestralesDokument18 SeitenTaller Distribuciones MuestralesCarlos Alberto Guerra QuirozNoch keine Bewertungen
- Asme b31.1 EspañolDokument100 SeitenAsme b31.1 EspañolEmebeiza100% (5)
- Circuitos Trifasicos BalanceadosDokument8 SeitenCircuitos Trifasicos Balanceadosbrian_042100% (1)
- Ecuaciones de Maxwell DiferencialDokument27 SeitenEcuaciones de Maxwell DiferencialRomario CalleNoch keine Bewertungen
- Frank Sosa Informe02 Ley de Charles 2ADokument3 SeitenFrank Sosa Informe02 Ley de Charles 2AVíctor AguilarNoch keine Bewertungen
- Practica Deflexión Elástica de Pórticos Ante Cargas Verticales (Modalidad Combinada)Dokument6 SeitenPractica Deflexión Elástica de Pórticos Ante Cargas Verticales (Modalidad Combinada)Jenifer GuzmanNoch keine Bewertungen
- Las Formas Del Siglo XX, Montaner, Josep María PDFDokument410 SeitenLas Formas Del Siglo XX, Montaner, Josep María PDFJulio Gamero83% (6)